Download as pdf or txt
You might also like
- Worthington Manual PDFDocument71 pagesWorthington Manual PDFsubrataNo ratings yet
- Astm D 5623Document6 pagesAstm D 5623Daniel Hernandez100% (1)
- Aggregate Test LimitsDocument4 pagesAggregate Test Limitsvolmink100% (2)
- 5625 Operator Manual GEHL Skid SteerDocument92 pages5625 Operator Manual GEHL Skid Steeraugustuswg75% (4)
- 1st GENERAL CHEMISTRY 2 2nd QuarterDocument2 pages1st GENERAL CHEMISTRY 2 2nd QuarterSid Eleazar R. Gaffud100% (2)
- CH 12 GravimetricDocument75 pagesCH 12 GravimetricAJWANo ratings yet
- Fuel System Jt8Document2 pagesFuel System Jt8alvaro riosNo ratings yet
- Fuel System Jt8 PDFDocument2 pagesFuel System Jt8 PDFMarian Davinia Gil MontañoNo ratings yet
- 3082-Article Text PDF-6840-1-10-20130718 PDFDocument13 pages3082-Article Text PDF-6840-1-10-20130718 PDFAndrea ZarazuaNo ratings yet
- Altec Basic Gas Lift Training PDFDocument89 pagesAltec Basic Gas Lift Training PDFMauroNo ratings yet
- Study of The Effective Factors in Gasoline Sweetening ProcessDocument9 pagesStudy of The Effective Factors in Gasoline Sweetening ProcessdoufethiNo ratings yet
- Refractory EconomicsGoldOreDocument14 pagesRefractory EconomicsGoldOreMarco Antonio SalcedoNo ratings yet
- Solvent ImportanceDocument6 pagesSolvent ImportanceAbhiNo ratings yet
- Fans - TaiyoDocument48 pagesFans - TaiyoembasianNo ratings yet
- Samples From: Air-Cooled Chiller Piping Connection DetailDocument73 pagesSamples From: Air-Cooled Chiller Piping Connection DetailTanveer AzizNo ratings yet
- 12MAR18 30K LNG Plant Block Flow Diagram Rev 0Document1 page12MAR18 30K LNG Plant Block Flow Diagram Rev 0juan aguilarNo ratings yet
- جزوه فارسی موتور جت نیکپور PDFDocument115 pagesجزوه فارسی موتور جت نیکپور PDFjune smitNo ratings yet
- Alkanolamine Gas Treating BasicsDocument5 pagesAlkanolamine Gas Treating BasicsElias100% (1)
- Non Flammable Gas MixtureDocument5 pagesNon Flammable Gas MixturePraful E. Pawar100% (1)
- AIR BLOWERS Calculation of Air Pipe SizeDocument30 pagesAIR BLOWERS Calculation of Air Pipe SizeEngFaisal Alrai100% (1)
- 5 TJ - 1 Odeldbg'Vcc43I-2Dv: Catalog NODocument2 pages5 TJ - 1 Odeldbg'Vcc43I-2Dv: Catalog NOdieselmotorsbogotasasNo ratings yet
- E R Numm: Bi D - N Er/bemerkungDocument4 pagesE R Numm: Bi D - N Er/bemerkungAshutosh SamantarayNo ratings yet
- PC200-6 Colour Hydraulic CircuitDocument1 pagePC200-6 Colour Hydraulic CircuitAKHILNo ratings yet
- Sae As21 PDFDocument5 pagesSae As21 PDFfarhad pashaei mehrNo ratings yet
- SL1969 007 PDFDocument11 pagesSL1969 007 PDFBas Van TilburgNo ratings yet
- Catalogue Devices For Medical Gas Pipeline Systems Catalogue CoverDocument52 pagesCatalogue Devices For Medical Gas Pipeline Systems Catalogue CoverSaber RamadanNo ratings yet
- WheelHorse Hydraulic Lift Accessory For 845 and 1045 Tractors 8-4111Document4 pagesWheelHorse Hydraulic Lift Accessory For 845 and 1045 Tractors 8-4111Kevins Small Engine and Tractor ServiceNo ratings yet
- AVCO Lycoming O-320 Wide Cylinder SeriesDocument96 pagesAVCO Lycoming O-320 Wide Cylinder SeriesJim Rodriguez100% (1)
- Wankel Engines As Steam Expanders: Design ConsiderationsDocument14 pagesWankel Engines As Steam Expanders: Design ConsiderationsbanstalaNo ratings yet
- 3e-1 Magnetic CompassDocument34 pages3e-1 Magnetic Compasskedar444444No ratings yet
- Block Diagram NewDocument1 pageBlock Diagram NewAdhitya ReNo ratings yet
- GasketDocument2 pagesGasketjohnny sabinNo ratings yet
- 3e-5 Rudder Angle IndicatorDocument32 pages3e-5 Rudder Angle Indicatorkedar444444No ratings yet
- Voss 1Document2 pagesVoss 1kresimir113No ratings yet
- Cessna 525 Engine SystemDocument14 pagesCessna 525 Engine SystemCesar BanchoffNo ratings yet
- Low Pressure Equilibrium Between H S and Alkanolamine RevisitedDocument9 pagesLow Pressure Equilibrium Between H S and Alkanolamine RevisitedBAKRNo ratings yet
- Biotreatment of Acrylonitrile Plant Effluent by Powdered Activated Carbon-Activated Sludge ProcessDocument3 pagesBiotreatment of Acrylonitrile Plant Effluent by Powdered Activated Carbon-Activated Sludge ProcessfazliNo ratings yet
- T12000 Series: MODEL NO. - Part NoDocument29 pagesT12000 Series: MODEL NO. - Part Nocesar100% (1)
- TurboGenerator Fuel Gas Skid (0425) Datasheets by IMS (Suppl 7Document1 pageTurboGenerator Fuel Gas Skid (0425) Datasheets by IMS (Suppl 7Mohamed Abdul AzizNo ratings yet
- High Thrust Bearing Temperature of Centrifugal Compressor 1701931178Document21 pagesHigh Thrust Bearing Temperature of Centrifugal Compressor 1701931178Talha Aamir100% (1)
- Manuals Single Second Stage LP Gas Regulators Instruction ManualDocument4 pagesManuals Single Second Stage LP Gas Regulators Instruction ManualConstrucciones DosmarNo ratings yet
- Production of Aromatic Hydrocarbons On A Petrochemical BasisDocument8 pagesProduction of Aromatic Hydrocarbons On A Petrochemical Basisstephanie lazarteNo ratings yet
- ,. Treatment: NALCO 4f554Document2 pages,. Treatment: NALCO 4f554ChanBoonChewNo ratings yet
- Slides 1 2Document6 pagesSlides 1 2api-3799861No ratings yet
- Indian Oil Corporation Limited Barauni RefineryDocument22 pagesIndian Oil Corporation Limited Barauni RefineryVivek Kumar100% (1)
- KAJIAN ANALISA KUALITAS AIR LIMBAH INFLUEN DAN EFFLUEN TERHADAP KINERJA WASTE WATER TREATMENT FACILITY DI PETROCHINA INTERNATIONAL JABUNG LTDDocument19 pagesKAJIAN ANALISA KUALITAS AIR LIMBAH INFLUEN DAN EFFLUEN TERHADAP KINERJA WASTE WATER TREATMENT FACILITY DI PETROCHINA INTERNATIONAL JABUNG LTDSuhendra, M.ScNo ratings yet
- Carlos, T.M.S. (Wet-Air-Oxidation-Of-Refinery - Compress)Document13 pagesCarlos, T.M.S. (Wet-Air-Oxidation-Of-Refinery - Compress)Roxana CortésNo ratings yet
- 140 Manual. Dec 2012Document60 pages140 Manual. Dec 2012peti-hommeNo ratings yet
- Tele Ram X02485Document1 pageTele Ram X02485anibal cruzNo ratings yet
- Srnool Of: /Wc/-IltecturDocument1 pageSrnool Of: /Wc/-IltecturArshdeep SinghNo ratings yet
- A Novel Concept For Offshore Production of Liquefied Natural GasDocument4 pagesA Novel Concept For Offshore Production of Liquefied Natural Gasbkonly4uNo ratings yet
- M - 10-1-2 Spare and Tool List For Mach. Part Hanshin Lh41lDocument76 pagesM - 10-1-2 Spare and Tool List For Mach. Part Hanshin Lh41lthai.vuNo ratings yet
- CURRENT PROBLEMS. Standardization: Standardizing and Reducing Sulfur Content in Gasolines and GasesDocument3 pagesCURRENT PROBLEMS. Standardization: Standardizing and Reducing Sulfur Content in Gasolines and Gasesid excaliburNo ratings yet
- Meldau 1981Document9 pagesMeldau 1981Javier E. Guerrero ArrietaNo ratings yet
- Eneren Chillers & Heat Pumps Product Line - en - 2021Document2 pagesEneren Chillers & Heat Pumps Product Line - en - 2021Arun MuraliNo ratings yet
- Com Pin OutDocument5 pagesCom Pin OutGustavo HofstatterNo ratings yet
- Liu 1996Document11 pagesLiu 1996zahiraNo ratings yet
- M-061 Control Air DryerDocument11 pagesM-061 Control Air DryerВасиль ГудзьNo ratings yet
- Geology, Porphyry Cu-Au, and Epithermal Cu-Au-Ag Mineralization of The Tombulilato District, North Sulawesi, IndonesiaDocument36 pagesGeology, Porphyry Cu-Au, and Epithermal Cu-Au-Ag Mineralization of The Tombulilato District, North Sulawesi, Indonesiarafles ardianNo ratings yet
- The Project Report KLT - BlackDocument11 pagesThe Project Report KLT - BlackLenh LeNo ratings yet
- Engineer's Mini-Notebook - 555 Timer IC CircuitsDocument18 pagesEngineer's Mini-Notebook - 555 Timer IC CircuitsCarlos Alberto Torres CanteroNo ratings yet
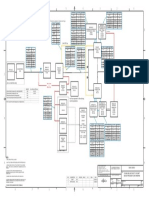
- Hunter 350 Esquema EletricoDocument1 pageHunter 350 Esquema EletricoEduardo MagalhãesNo ratings yet
- Statistical Review of Dry Reforming of Methane Literature Using Decision Tree and Artificial Neural Network AnalysisDocument14 pagesStatistical Review of Dry Reforming of Methane Literature Using Decision Tree and Artificial Neural Network AnalysisSơn PhanThanhNo ratings yet
- Nitrogen Chemistry and Coke Transformation of FCC Coked Catalyst During The Regeneration ProcessDocument10 pagesNitrogen Chemistry and Coke Transformation of FCC Coked Catalyst During The Regeneration ProcessSơn PhanThanhNo ratings yet
- Sigma Xi, The Scientific Research Honor Society American ScientistDocument10 pagesSigma Xi, The Scientific Research Honor Society American ScientistSơn PhanThanhNo ratings yet
- Selectivity and Activity Changes Upon Water Addition During Fischer-Tropsch SynthesisDocument6 pagesSelectivity and Activity Changes Upon Water Addition During Fischer-Tropsch SynthesisSơn PhanThanhNo ratings yet
- ENGINEERING DESIGN GUIDELINES Safety in Process Design Rev3.4webDocument43 pagesENGINEERING DESIGN GUIDELINES Safety in Process Design Rev3.4webSơn PhanThanhNo ratings yet
- Effect of Acidity On Ni Catalysts Supported On P-Modified Al2O3 For Dry Reforming of MethaneDocument6 pagesEffect of Acidity On Ni Catalysts Supported On P-Modified Al2O3 For Dry Reforming of MethaneSơn PhanThanhNo ratings yet
- CHAPTER NINETEEN - Refinery Operating Cost - 2003 - Refining Processes HandbookDocument10 pagesCHAPTER NINETEEN - Refinery Operating Cost - 2003 - Refining Processes HandbookSơn PhanThanhNo ratings yet
- Fcto 2015 Market ReportDocument72 pagesFcto 2015 Market ReportSơn PhanThanhNo ratings yet
- Thermodynamic Equilibrium Study of Methane Reforming With Carbon Dioxide, Water and OxygenDocument5 pagesThermodynamic Equilibrium Study of Methane Reforming With Carbon Dioxide, Water and OxygenSơn PhanThanhNo ratings yet
- Phan Et Al. - 2018 - Hydroxyapatite Supported Bimetallic Cobalt and NicDocument12 pagesPhan Et Al. - 2018 - Hydroxyapatite Supported Bimetallic Cobalt and NicSơn PhanThanhNo ratings yet
- Environmental Science: PaperDocument8 pagesEnvironmental Science: Paperbelqis ratuNo ratings yet
- MSDS - Covalance Raychem Shrink SleeveDocument3 pagesMSDS - Covalance Raychem Shrink Sleevejulianpirah100% (1)
- Studie Rare Earths MongoliaDocument78 pagesStudie Rare Earths MongoliaHelder BoavidaNo ratings yet
- Covalent BondsDocument13 pagesCovalent Bondsapi-233981625100% (1)
- Msds 13X-PGDocument1 pageMsds 13X-PGNduong NguyenNo ratings yet
- Chemistry Requirement List 2019-2020: SR - No Chemicals Quantity TotalDocument2 pagesChemistry Requirement List 2019-2020: SR - No Chemicals Quantity TotalvaradNo ratings yet
- Toxic Effect of Metal Ions On Biochemical Oxygen Demand: Water Research January 2000Document7 pagesToxic Effect of Metal Ions On Biochemical Oxygen Demand: Water Research January 2000Jessica Asitimbay ZuritaNo ratings yet
- Us20110117142a1 PVP Peg PDFDocument13 pagesUs20110117142a1 PVP Peg PDFethylenepluschlorineNo ratings yet
- Elementis-Nuosperse FX 605-TDSDocument2 pagesElementis-Nuosperse FX 605-TDSAlan González IglesiasNo ratings yet
- Chapter: 1 Stoichiometric Relationships: SubtopicsDocument108 pagesChapter: 1 Stoichiometric Relationships: SubtopicsBNo ratings yet
- Safety Data Sheet: Section 1 - Product and Company IdentificationDocument11 pagesSafety Data Sheet: Section 1 - Product and Company IdentificationTangtang GuoNo ratings yet
- Tooth DecayDocument49 pagesTooth DecayHua YueNo ratings yet
- Trb-Polytechnic Unit-Vii-Study MaterialDocument16 pagesTrb-Polytechnic Unit-Vii-Study MaterialmaheswaranNo ratings yet
- Titrations of Surfactants AnionicsDocument6 pagesTitrations of Surfactants Anionicsxibs2009No ratings yet
- 500 ML GBL, 500 ML GBL CleanerDocument2 pages500 ML GBL, 500 ML GBL CleanerbuygblcleanersNo ratings yet
- 4 Colligative Properties of SolutionsDocument84 pages4 Colligative Properties of SolutionsujargohandiNo ratings yet
- Geopolymer Chemistry and Applications: January 2008Document38 pagesGeopolymer Chemistry and Applications: January 2008Mahendra AdiNo ratings yet
- Durability of ConcreteDocument26 pagesDurability of ConcreteArman Malik100% (1)
- Jai Shree RamDocument10 pagesJai Shree RamRenu YadavNo ratings yet
- Wear Resistant Extruder Screw: Regeneration of Screws: September 2011Document34 pagesWear Resistant Extruder Screw: Regeneration of Screws: September 2011sreeshpsNo ratings yet
- Abstracts 2013 Fuel and Energy AbstractsDocument97 pagesAbstracts 2013 Fuel and Energy AbstractsY lepayNo ratings yet
- DJJ30113 CHAPTER 5 - Applications and Types of Meta Alloys Part 2lDocument31 pagesDJJ30113 CHAPTER 5 - Applications and Types of Meta Alloys Part 2lNukris HakimiNo ratings yet
- Hafta 6Document22 pagesHafta 6n24zz5hvjwNo ratings yet
- WCPT9 Scientific Program Madrid 2022Document52 pagesWCPT9 Scientific Program Madrid 2022rammar147No ratings yet
- Nuevos MineralesDocument206 pagesNuevos MineralesdiegoNo ratings yet
- The ElectrolysisDocument25 pagesThe ElectrolysisAdeliza MortallaNo ratings yet