Download as pdf or txt
You might also like
- Project Management Assignment 2Document11 pagesProject Management Assignment 2Melissa Paul75% (8)
- Caterpillar 3500 Specifications Manual 240 PagesDocument240 pagesCaterpillar 3500 Specifications Manual 240 Pageslacoth100% (1)
- FPSO Audit ReportDocument23 pagesFPSO Audit ReportPeter McG100% (4)
- Schottel: For The Shipping WorldDocument25 pagesSchottel: For The Shipping Worldlacoth100% (3)
- Special Procedures - EngDocument44 pagesSpecial Procedures - Englacoth100% (2)
- Operating Instruction SRP 1515 FPDocument40 pagesOperating Instruction SRP 1515 FPlacoth100% (1)
- Saep 25 PDFDocument84 pagesSaep 25 PDFBIPIN BALANNo ratings yet
- Bunker Survey Form AIMS-BS-007Document1 pageBunker Survey Form AIMS-BS-007lacothNo ratings yet
- Schottel: For The Shipping World Steering A Tractor TugDocument4 pagesSchottel: For The Shipping World Steering A Tractor TuglacothNo ratings yet
- OHIO Replacement Program Milestone B Acquisition Decision MemorandumDocument5 pagesOHIO Replacement Program Milestone B Acquisition Decision MemorandumBreakingDefense100% (1)
- Guidelines For Preparation Project Estimatesfor River Valley Projects-CWCDocument138 pagesGuidelines For Preparation Project Estimatesfor River Valley Projects-CWCPRABHUTIRUPUR100% (24)
- Execution PlanDocument9 pagesExecution PlanM SiddiqueNo ratings yet
- COAA CWP Best Practice Report FinalDocument15 pagesCOAA CWP Best Practice Report FinalFine RelationNo ratings yet
- SOR PWD (WB) Building Works 2010Document10 pagesSOR PWD (WB) Building Works 2010Sourabh Mandal0% (1)
- 2technical Feasibility ReportDocument4 pages2technical Feasibility ReportHimanshu BhatiaNo ratings yet
- PS 06 Capital Project Controls & Management of ChangeDocument5 pagesPS 06 Capital Project Controls & Management of Changeodunze1100% (1)
- IADC Bridging Arrangements and IMO UpdateDocument30 pagesIADC Bridging Arrangements and IMO UpdateJuan Pablo CassanelliNo ratings yet
- Decommissioning Work Breakdown Structure HandbookDocument14 pagesDecommissioning Work Breakdown Structure HandbookAgustua RXNo ratings yet
- Wbs Handbook v1Document14 pagesWbs Handbook v1Sobe ThapaNo ratings yet
- Proposition 1B Project Close-Out ProcessDocument4 pagesProposition 1B Project Close-Out ProcessFarhana Azmira AsmadiNo ratings yet
- Project Control NoteDocument26 pagesProject Control Noteslizabell78No ratings yet
- Reclamation Manual: Subject: PurposeDocument8 pagesReclamation Manual: Subject: PurposeMatthiasNo ratings yet
- Office of The SecretaryDocument9 pagesOffice of The SecretaryLowie Torres TonioNo ratings yet
- CHAPTER 6 - Project Cost, Scope, and Schedule ChangesDocument10 pagesCHAPTER 6 - Project Cost, Scope, and Schedule ChangesSky walkingNo ratings yet
- Marine Port Structure GuidanceDocument12 pagesMarine Port Structure Guidancemulyadi100% (1)
- LHR Q6 Capex Review - Final Report - 261113Document103 pagesLHR Q6 Capex Review - Final Report - 261113AlejandroPoloLlanaNo ratings yet
- DPR GuidelinesDocument15 pagesDPR GuidelinesKopal ShrivastavaNo ratings yet
- PME For BDPDocument76 pagesPME For BDPKristine Jane AguirreNo ratings yet
- O.m' R'ifiii Iiffrj ,"M": 0 /?V/I" LWDocument7 pagesO.m' R'ifiii Iiffrj ,"M": 0 /?V/I" LWREdNo ratings yet
- Scope Management PlanDocument21 pagesScope Management Plangroup2sd131450% (2)
- 08-07 Final Report 6-6-09Document32 pages08-07 Final Report 6-6-09Pastor PachecoNo ratings yet
- Lean Acelarate ProjectsDocument9 pagesLean Acelarate ProjectsFerney BohorquezNo ratings yet
- CRS Project-Management-PlanDocument12 pagesCRS Project-Management-PlanGervie Cabang PalattaoNo ratings yet
- Reclamation Manual: Subject: PurposeDocument3 pagesReclamation Manual: Subject: PurposeMatthiasNo ratings yet
- Fpso Revamp For A Marginal Field Ea-SpeDocument34 pagesFpso Revamp For A Marginal Field Ea-Spe고병석No ratings yet
- Reclamation Manual: Subject: PurposeDocument24 pagesReclamation Manual: Subject: PurposeMatthiasNo ratings yet
- IP For Design Integrity Reviews Dir-2Document14 pagesIP For Design Integrity Reviews Dir-2kattabommanNo ratings yet
- 3.6 A. Schedule Control ProcedureDocument6 pages3.6 A. Schedule Control ProcedureChiamaka ObadiegwuNo ratings yet
- Format of EFC/SFC Memorandum (For Revised Cost Estimate (RCE) Proposal)Document7 pagesFormat of EFC/SFC Memorandum (For Revised Cost Estimate (RCE) Proposal)Melissa MillerNo ratings yet
- TF Tactic Session Infrastructure PlanningDocument49 pagesTF Tactic Session Infrastructure PlanningJoy Boyles AbarquezNo ratings yet
- Capital Project SchedulingDocument4 pagesCapital Project Schedulingodunze1No ratings yet
- Cadena Critica y Administracion de Proyectos PDFDocument31 pagesCadena Critica y Administracion de Proyectos PDFGiancarlo Libreros LondoñoNo ratings yet
- Signal: Reducing The Cost and TimeDocument4 pagesSignal: Reducing The Cost and Timeiulika202No ratings yet
- Cost Estimating PMPDocument3 pagesCost Estimating PMPcmugaruraNo ratings yet
- Terms of Reference For The Conduct of Feasibility Study For The Kabulnan 2 Multi Purpose Irrigation and Power ProjectDocument30 pagesTerms of Reference For The Conduct of Feasibility Study For The Kabulnan 2 Multi Purpose Irrigation and Power ProjectGelbert SilotNo ratings yet
- Process Flow MapDocument18 pagesProcess Flow MapCal90% (10)
- Effective Change Management Webinar: November 2010Document25 pagesEffective Change Management Webinar: November 2010Mahmoud AminNo ratings yet
- PM ProposalDocument4 pagesPM ProposalFeruel PatalagsaNo ratings yet
- R 32Document5 pagesR 32Shaunak VaidyaNo ratings yet
- Annex 9 Guidelines For Completing The Project Design Document Form For Small-Scale CDM Project Activities (Version 01.0)Document17 pagesAnnex 9 Guidelines For Completing The Project Design Document Form For Small-Scale CDM Project Activities (Version 01.0)Dwarakaa SrivijayNo ratings yet
- MML DFS Announcement 11052015Document10 pagesMML DFS Announcement 11052015Riston Belman SidabutarNo ratings yet
- Lessons LearnedDocument16 pagesLessons Learneddani2611No ratings yet
- Pres On DPRDocument17 pagesPres On DPRriyasbasheerNo ratings yet
- Mineral Property Feasibility Studies 235: Volume 2: Project EconomicsDocument1 pageMineral Property Feasibility Studies 235: Volume 2: Project EconomicsYeimsNo ratings yet
- SPE-177729-MS Improving Mega Project Economics Through The Use of Early ProductionDocument4 pagesSPE-177729-MS Improving Mega Project Economics Through The Use of Early Productionmohamed_sahnoun_enisNo ratings yet
- Introduction To Urban Water Distribution Nemanja Trifunovic - (1) - 139-222 PDFDocument84 pagesIntroduction To Urban Water Distribution Nemanja Trifunovic - (1) - 139-222 PDFmeenakshiNo ratings yet
- Saep 14Document21 pagesSaep 14iikh3ansNo ratings yet
- UNIT IV - Session 4Document23 pagesUNIT IV - Session 4sherril siddhardhNo ratings yet
- Project Controls Major Requirements-RevisedDocument7 pagesProject Controls Major Requirements-RevisedjigsawibNo ratings yet
- ACRP 02-78 (RFP) : Climate Resilience and Benefit Cost Analysis - A Handbook For Airports Posted Date: 12/6/2016Document7 pagesACRP 02-78 (RFP) : Climate Resilience and Benefit Cost Analysis - A Handbook For Airports Posted Date: 12/6/2016Ashok AeroNo ratings yet
- WBS Dictionary v11Document112 pagesWBS Dictionary v11Alonso González100% (1)
- Note For Finance CommitteeDocument8 pagesNote For Finance CommitteejasminetsoNo ratings yet
- Method Statement For Static EquipmentDocument10 pagesMethod Statement For Static EquipmentYurizal firmansyahNo ratings yet
- SoW - PMC Services For SURF Installation and Subsea Activit...Document6 pagesSoW - PMC Services For SURF Installation and Subsea Activit...A AzlanNo ratings yet
- Guidelines for Wind Resource Assessment: Best Practices for Countries Initiating Wind DevelopmentFrom EverandGuidelines for Wind Resource Assessment: Best Practices for Countries Initiating Wind DevelopmentNo ratings yet
- Guidelines for Estimating Greenhouse Gas Emissions of ADB Projects: Additional Guidance for Clean Energy ProjectsFrom EverandGuidelines for Estimating Greenhouse Gas Emissions of ADB Projects: Additional Guidance for Clean Energy ProjectsNo ratings yet
- "Sample": Birely Marine Services IncDocument50 pages"Sample": Birely Marine Services InclacothNo ratings yet
- Procedure For Doing Bunker Survey For AI Marine SurveyorsDocument1 pageProcedure For Doing Bunker Survey For AI Marine SurveyorslacothNo ratings yet
- Bunker Survey Thumb RuleDocument1 pageBunker Survey Thumb RulelacothNo ratings yet
- Bunker Survey Form AIMS-BS-008Document1 pageBunker Survey Form AIMS-BS-008lacothNo ratings yet
- Armoire Midea MfgaDocument1 pageArmoire Midea MfgalacothNo ratings yet
- MCAC-2012-08) R410a Air Cooled Modular Chiller (50Hz T3)Document21 pagesMCAC-2012-08) R410a Air Cooled Modular Chiller (50Hz T3)lacothNo ratings yet
- Elektroplan - Eng (Kompatibilitätsmodus)Document36 pagesElektroplan - Eng (Kompatibilitätsmodus)lacothNo ratings yet
- Operaring Instruction Clutch KENDRIONDocument39 pagesOperaring Instruction Clutch KENDRIONlacothNo ratings yet
- Azimuth Steueung - EngDocument13 pagesAzimuth Steueung - EnglacothNo ratings yet
- Drehzahlverstellung - Eng (Kompatibilitätsmodus)Document41 pagesDrehzahlverstellung - Eng (Kompatibilitätsmodus)lacothNo ratings yet
- Mounting Instructions For Back Gears With Airflex CouplingDocument14 pagesMounting Instructions For Back Gears With Airflex CouplinglacothNo ratings yet
- Schulung Kupplungen EnglischDocument40 pagesSchulung Kupplungen EnglischlacothNo ratings yet
- 1 BA Flushing of HydraulicunitsDocument4 pages1 BA Flushing of HydraulicunitslacothNo ratings yet
- Lubricant Recommendation SRPDocument2 pagesLubricant Recommendation SRPlacothNo ratings yet
- Cpcccm2002a Final Assessment TheoryDocument21 pagesCpcccm2002a Final Assessment TheoryPriyanka ThakurNo ratings yet
- Emerging Infectious DiseasaeDocument220 pagesEmerging Infectious DiseasaeElsya Aprilia100% (1)
- Ta Services For The Refurbish Operate Transfer ProgrammeDocument43 pagesTa Services For The Refurbish Operate Transfer ProgrammeDave CNo ratings yet
- Beta Case Study (Nirbhay Chauhan)Document10 pagesBeta Case Study (Nirbhay Chauhan)Nirbhay ChauhanNo ratings yet
- Alessa Sanctions Screening Best Practices Online 01-1 PDFDocument24 pagesAlessa Sanctions Screening Best Practices Online 01-1 PDFNilufar HaiNo ratings yet
- Iso 45001-2018 AwarenessDocument34 pagesIso 45001-2018 AwarenessHerdis100% (4)
- IA - Consumer Electronics Servicing CGDocument25 pagesIA - Consumer Electronics Servicing CGGlenn TotzNo ratings yet
- Sullivan Lecture Notes Chapter 12Document44 pagesSullivan Lecture Notes Chapter 12Mohd SyahirNo ratings yet
- INFORMATION STRATEGY PLANNING - Example (AyalaLand)Document7 pagesINFORMATION STRATEGY PLANNING - Example (AyalaLand)Maria Therese PrietoNo ratings yet
- Thesis On Rewards and Employee PerformanceDocument5 pagesThesis On Rewards and Employee Performancevaj0demok1w2100% (2)
- Money Laundering Guidance 2008Document66 pagesMoney Laundering Guidance 2008heru2910No ratings yet
- Adolescence Adolescence (From Latin Adolescere, Meaning 'To Grow Up') Is A Transitional StageDocument8 pagesAdolescence Adolescence (From Latin Adolescere, Meaning 'To Grow Up') Is A Transitional StageLawalNo ratings yet
- End Term Exam ScheduleDocument3 pagesEnd Term Exam ScheduleSakshi ShardaNo ratings yet
- 2.1 EMS LA Delegate Manual - Clauses 1-7Document69 pages2.1 EMS LA Delegate Manual - Clauses 1-7Ali AlamranNo ratings yet
- Day 3schedule Compression&Project Risk Assessment (Autosaved)Document45 pagesDay 3schedule Compression&Project Risk Assessment (Autosaved)Anonymous Xb3zHioNo ratings yet
- Organizational CultureDocument27 pagesOrganizational Cultureapi-27133856100% (3)
- The Millionaire MindDocument410 pagesThe Millionaire MindNur IbrahimNo ratings yet
- Risk PremiumDocument8 pagesRisk Premium22MBAB14 Cruz Slith Victor CNo ratings yet
- S A C D DDocument201 pagesS A C D Dakuchal25No ratings yet
- Office 365 POC Partner OverviewDocument15 pagesOffice 365 POC Partner OverviewJaved NehalNo ratings yet
- Shift Handover ProceduresDocument18 pagesShift Handover ProceduresKhan MohhammadNo ratings yet
- Defining Crisis Communication PDFDocument23 pagesDefining Crisis Communication PDFAlexandra GheorgheNo ratings yet
- MS-12 (Capital Budgeting With Investment Risks and Returns)Document18 pagesMS-12 (Capital Budgeting With Investment Risks and Returns)musor.as084No ratings yet
- Chapter 2 - Review of Related Literature and StudiesDocument20 pagesChapter 2 - Review of Related Literature and StudiesJoebell VillanuevaNo ratings yet
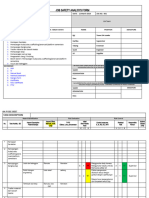
- JSA FormDocument4 pagesJSA Formfinjho839No ratings yet
- School Grade Level Teacher Quarter Learning Area Teaching Dates & DurationDocument11 pagesSchool Grade Level Teacher Quarter Learning Area Teaching Dates & DurationEmmaNo ratings yet
- Mba Finance Project A STUDY ON INVESTORS ATTITUDE AND KNOWLEDGE TOWARDS INVESTMENT OPTIONS AVAILABEL IN INDIA WITH SPECIAL REFERENCE TO UAE BASED NDocument116 pagesMba Finance Project A STUDY ON INVESTORS ATTITUDE AND KNOWLEDGE TOWARDS INVESTMENT OPTIONS AVAILABEL IN INDIA WITH SPECIAL REFERENCE TO UAE BASED NRahul SinghNo ratings yet
- Risk AssessmentDocument3 pagesRisk Assessmentelis rahmawatiNo ratings yet
- DEXTREMEL Final ReportDocument75 pagesDEXTREMEL Final ReportalfavectorNo ratings yet