Download as pdf or txt
You might also like
- Design, Testing, and Construction of Slurry Seal: Standard Practices ForDocument8 pagesDesign, Testing, and Construction of Slurry Seal: Standard Practices ForaraNo ratings yet
- AWS D1.2 at Extent of TestingDocument1 pageAWS D1.2 at Extent of TestingIbrahim shaikNo ratings yet
- Ficha Tecnica Nikon Npl-820Document4 pagesFicha Tecnica Nikon Npl-820Leonardo Reyes Naranjo50% (2)
- WPS PQR Smaw + Fcaw D1.1Document8 pagesWPS PQR Smaw + Fcaw D1.1Yhuto W. Putra100% (3)
- AA0850126 Rev 02Document10 pagesAA0850126 Rev 02Manish KumarNo ratings yet
- STT en 202104 Web DBDocument5 pagesSTT en 202104 Web DBEralp tenderNo ratings yet
- Rondcom Nex Accretech B 84 1100 en 2107 EuDocument20 pagesRondcom Nex Accretech B 84 1100 en 2107 EudungNo ratings yet
- JSP 403 Vol 2 Chapter 2Document61 pagesJSP 403 Vol 2 Chapter 2SOOD ASSOCIATES GOANo ratings yet
- Modules-Stada 2022Document36 pagesModules-Stada 2022akbar raizoNo ratings yet
- Corona & Plasma: For ExtrusionDocument5 pagesCorona & Plasma: For ExtrusionHuy Tuan QuachNo ratings yet
- Customized Bearings and Racks - Product Catalog ENDocument8 pagesCustomized Bearings and Racks - Product Catalog ENbekirrrrNo ratings yet
- Siver Wing X Comparision - 3diDocument5 pagesSiver Wing X Comparision - 3diTAMILNo ratings yet
- Customized Bearings and Racks - Product Catalog ENDocument8 pagesCustomized Bearings and Racks - Product Catalog ENDidi MoacaNo ratings yet
- Archway DartDocument1 pageArchway DartNitaiGauranga108No ratings yet
- LL300S BrochureDocument2 pagesLL300S Brochurebbutros_317684077No ratings yet
- Ust ProcedureDocument18 pagesUst ProcedureVikiseptNo ratings yet
- MODEL TO-120: CBR Test Apparatus - AnalogDocument2 pagesMODEL TO-120: CBR Test Apparatus - Analogahana expotech lab abeerNo ratings yet
- DTW 1213 Protective FABRIC Sleeve For Single Hydraulic HosesDocument4 pagesDTW 1213 Protective FABRIC Sleeve For Single Hydraulic HosesGANESH GNo ratings yet
- TSC Subsea Tool Brochures NodeScanner 0.2Document4 pagesTSC Subsea Tool Brochures NodeScanner 0.2Bimal BosmiaNo ratings yet
- PRNT 37778Document1 pagePRNT 37778gary.tsaiNo ratings yet
- Data Sheet 1996-06-01: Applications DesignationDocument2 pagesData Sheet 1996-06-01: Applications DesignationEnoc AndradeNo ratings yet
- Ultrasonic Examination of ForgingsDocument3 pagesUltrasonic Examination of ForgingsmaheshNo ratings yet
- Investment Castings, Surface Acceptance Standards, Visual ExaminationDocument2 pagesInvestment Castings, Surface Acceptance Standards, Visual ExaminationDarwin DarmawanNo ratings yet
- Rajant SpecSheet-KMA 2400 5-041223Document3 pagesRajant SpecSheet-KMA 2400 5-041223Christian Javier Lopez DuranNo ratings yet
- 10 GMFL Short Tool Performance Specification (D2078 Rev A)Document1 page10 GMFL Short Tool Performance Specification (D2078 Rev A)abidahad311No ratings yet
- Rosen Group Rocorr MFL C ServiceDocument2 pagesRosen Group Rocorr MFL C ServiceedibertoNo ratings yet
- Rtfi Film Interpretation ProcedureDocument5 pagesRtfi Film Interpretation ProcedureFarid Ahmed KhwajaNo ratings yet
- Automatic Levels: CST/berger SAL-24 CST/berger SAL-28 CST/berger SAL-32Document1 pageAutomatic Levels: CST/berger SAL-24 CST/berger SAL-28 CST/berger SAL-32Dodai アルド Saputra0% (1)
- Column Laping at Level + 6000mm: School NameDocument5 pagesColumn Laping at Level + 6000mm: School NameSujit RasailyNo ratings yet
- Track Tolerances: Neethu Narayanan B060128CE Murshid B060471CEDocument20 pagesTrack Tolerances: Neethu Narayanan B060128CE Murshid B060471CEGAUTAM DUANo ratings yet
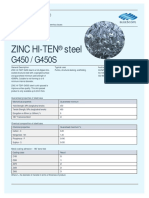
- Zinc Hi-Ten g450-450s SteelDocument2 pagesZinc Hi-Ten g450-450s SteelPurnomo MbangunNo ratings yet
- Investment Castings, Surface Acceptance Standards, Visual ExaminationDocument1 pageInvestment Castings, Surface Acceptance Standards, Visual ExaminationBalaji RGNo ratings yet
- SP7011M00D01 000 ADocument30 pagesSP7011M00D01 000 APedro Casimiro GámizNo ratings yet
- Offshore Iron Roughnecks Spec SheetDocument2 pagesOffshore Iron Roughnecks Spec SheetchenNo ratings yet
- LS 400 Series: Incremental Linear Encoders With Slimline Scale Housing - For Limited Installation SpaceDocument2 pagesLS 400 Series: Incremental Linear Encoders With Slimline Scale Housing - For Limited Installation SpaceНиколайNo ratings yet
- Inspection Guideline For Soil To Air Interface PipingDocument14 pagesInspection Guideline For Soil To Air Interface PipingBenjapon bt750% (2)
- PALM Flat Scanner: For General Weld InspectionDocument4 pagesPALM Flat Scanner: For General Weld InspectionYoucef ChorfaNo ratings yet
- Light Screen: Electronics & SoftwareDocument2 pagesLight Screen: Electronics & SoftwareDiegoNo ratings yet
- 8rx7956Bdm enDocument24 pages8rx7956Bdm enahexyzNo ratings yet
- Astm A997 08Document2 pagesAstm A997 08Omar GruberNo ratings yet
- Concrete Deck Design1Document12 pagesConcrete Deck Design1Rin KutaruNo ratings yet
- Bie - Jade 200 - en - 2012Document12 pagesBie - Jade 200 - en - 2012aidma05No ratings yet
- Tata Steel IS - S275JR+AR - HR Data Sheet EN PDFDocument2 pagesTata Steel IS - S275JR+AR - HR Data Sheet EN PDFArnimala DewiNo ratings yet
- LK Rockwell Machines Brochure PDFDocument2 pagesLK Rockwell Machines Brochure PDFArun SasiNo ratings yet
- Job Specification For Non Destructive Examination Requirements of PipingDocument21 pagesJob Specification For Non Destructive Examination Requirements of PipingRaveendran ParamasivanNo ratings yet
- 19 2 1mm Bronze II Stranded ConductorDocument1 page19 2 1mm Bronze II Stranded ConductorCarlos PanccaNo ratings yet
- 3 1.6 1.Choosing-Installing RadarDocument11 pages3 1.6 1.Choosing-Installing RadarmeeNo ratings yet
- MX M450 & MX M350Document276 pagesMX M450 & MX M350aberry2456No ratings yet
- QAP Test Frequency CONCRETEDocument17 pagesQAP Test Frequency CONCRETEfevahe756No ratings yet
- STD-INSP-0024 Procedure For Radiographic TestDocument13 pagesSTD-INSP-0024 Procedure For Radiographic TesttayyabNo ratings yet
- Ixf PMFDocument2 pagesIxf PMFArthur MikeNo ratings yet
- Dcopia 3501Document285 pagesDcopia 3501Ahmed GhrissNo ratings yet
- PFI ES-25-1993 Random Radiography of Pressure Retaining Girth Butt WeldsDocument6 pagesPFI ES-25-1993 Random Radiography of Pressure Retaining Girth Butt WeldsThao NguyenNo ratings yet
- BE Brochure LinearPositioning SBL-LBL 2022update v1-5 ForWeb SMDocument22 pagesBE Brochure LinearPositioning SBL-LBL 2022update v1-5 ForWeb SMBandi VelmimnohoNo ratings yet
- Pipe & Tube BrochureDocument18 pagesPipe & Tube BrochureIbrahim shaikNo ratings yet
- Pipe Bending: Case StudyDocument4 pagesPipe Bending: Case StudyIbrahim shaikNo ratings yet
- Design: 2.1 ScopeDocument1 pageDesign: 2.1 ScopeIbrahim shaikNo ratings yet
- Univeral WPS For Pipe To Plate Fillet Welding (6800009)Document1 pageUniveral WPS For Pipe To Plate Fillet Welding (6800009)Ibrahim shaikNo ratings yet
- Bc-10 Phase 3 CTR 31: Tamba BVDocument47 pagesBc-10 Phase 3 CTR 31: Tamba BVIbrahim shaikNo ratings yet
- Induction Training Record - Itr: Elmar Marinas LLC PO Box 4955, Umm Al Quwain, United Arab EmiratesDocument1 pageInduction Training Record - Itr: Elmar Marinas LLC PO Box 4955, Umm Al Quwain, United Arab EmiratesIbrahim shaikNo ratings yet
- 2.7 Filler Plates: AWS D1.2/D1.2M:2014 Clause 2. DesignDocument1 page2.7 Filler Plates: AWS D1.2/D1.2M:2014 Clause 2. DesignIbrahim shaikNo ratings yet
- Joints Edge PreparationDocument4 pagesJoints Edge PreparationIbrahim shaikNo ratings yet
- 2.5 Fillet Welds: Clause 2. Design AWS D1.2/D1.2M:2014Document1 page2.5 Fillet Welds: Clause 2. Design AWS D1.2/D1.2M:2014Ibrahim shaikNo ratings yet
- ISO 9001 2015 CluasesDocument1 pageISO 9001 2015 CluasesIbrahim shaikNo ratings yet
- Figure 4.19-Fillet Weld Soundness Tests For WPS Qualification (See 4.11.2)Document1 pageFigure 4.19-Fillet Weld Soundness Tests For WPS Qualification (See 4.11.2)Ibrahim shaikNo ratings yet
- 3.6 Visual Examination: Part B Types of Tests, Test Methods, and Acceptance CriteriaDocument1 page3.6 Visual Examination: Part B Types of Tests, Test Methods, and Acceptance CriteriaIbrahim shaikNo ratings yet
- 3.3 Qualification of Welders, Welding Operators, and Tack WeldersDocument1 page3.3 Qualification of Welders, Welding Operators, and Tack WeldersIbrahim shaikNo ratings yet
- 4.12 Complete Joint Penetration (CJP) Groove Welds For Thbular ConnectionsDocument1 page4.12 Complete Joint Penetration (CJP) Groove Welds For Thbular ConnectionsIbrahim shaikNo ratings yet
- Stainless Steel Socket Button and Flat Countersunk Head Cap Screws (Metric)Document6 pagesStainless Steel Socket Button and Flat Countersunk Head Cap Screws (Metric)Ibrahim shaikNo ratings yet
- MasterspecDocument11 pagesMasterspecIbrahim shaikNo ratings yet
- Figure 4.20-Pipe Fillet Weld Soundness Test-WPS Qualification (See 4.11.2)Document1 pageFigure 4.20-Pipe Fillet Weld Soundness Test-WPS Qualification (See 4.11.2)Ibrahim shaikNo ratings yet
- 4.13 PJP Tubular T-, Y-, or K-Connections and Butt JointsDocument1 page4.13 PJP Tubular T-, Y-, or K-Connections and Butt JointsIbrahim shaikNo ratings yet
- Ergonomic Notations: Guide ForDocument76 pagesErgonomic Notations: Guide ForIbrahim shaikNo ratings yet
- 14 EN 14509:2013 AVCP3: Declared Performance For IND - INDUSTRIAL Panel 1120 - 1180mmDocument1 page14 EN 14509:2013 AVCP3: Declared Performance For IND - INDUSTRIAL Panel 1120 - 1180mmIbrahim shaikNo ratings yet
- En 131-2-2010+a2-2017Document6 pagesEn 131-2-2010+a2-2017Ibrahim shaik100% (1)
- FAB-QMF-60 (Outsources Process Audit Report)Document6 pagesFAB-QMF-60 (Outsources Process Audit Report)Ibrahim shaikNo ratings yet
- Signature FormDocument2 pagesSignature FormIbrahim shaikNo ratings yet
- Bevel PreparationDocument1 pageBevel PreparationIbrahim shaikNo ratings yet
- Background:: Public Health & Safety Department Guidelines For First-Aid Requirement DM-PH&SD-P4-TG17Document4 pagesBackground:: Public Health & Safety Department Guidelines For First-Aid Requirement DM-PH&SD-P4-TG17Ibrahim shaikNo ratings yet
- ACCP L2 Continued EmploymentDocument5 pagesACCP L2 Continued EmploymentIbrahim shaikNo ratings yet
- Dokumen - Tips - Astm d1037 12 For Bio CompositesDocument16 pagesDokumen - Tips - Astm d1037 12 For Bio CompositesIbrahim shaikNo ratings yet
- Type Approval Certificate: Hydratight LTDDocument3 pagesType Approval Certificate: Hydratight LTDIbrahim shaikNo ratings yet