Download as pdf or txt
You might also like
- AWS C2 16 2017 Guide For ThermalDocument46 pagesAWS C2 16 2017 Guide For ThermalNoe NuñezNo ratings yet
- Aws B5. 2. 2018 PDFDocument30 pagesAws B5. 2. 2018 PDFSai Jithendra GonjiNo ratings yet
- Aws D17.2 - D17.2M-2019Document60 pagesAws D17.2 - D17.2M-2019Rubén Mamani83% (12)
- AWS D1.6-D1.6M-2017 (FinalDocument11 pagesAWS D1.6-D1.6M-2017 (Finalsadkfjasdl25% (12)
- Aws b2.1.1.205Document25 pagesAws b2.1.1.205Aliakbar Ghaderi100% (2)
- Aws B1.11M - 2015Document7 pagesAws B1.11M - 2015fast20% (5)
- Aws B2 1 1 004 02Document18 pagesAws B2 1 1 004 02Anonymous dh6DIT100% (1)
- Aws D15.2Document49 pagesAws D15.2pablitochoa100% (4)
- Shielded Metal Arc Welding of Carbon Steel (M-1/P-1/S-1, Group 1 or 2), 1/8 Through 1-1/2 Inch Thick, E7018, As-Welded or PWHT ConditionDocument25 pagesShielded Metal Arc Welding of Carbon Steel (M-1/P-1/S-1, Group 1 or 2), 1/8 Through 1-1/2 Inch Thick, E7018, As-Welded or PWHT ConditionSrinivasa Rao100% (3)
- B2.1 22 015Document17 pagesB2.1 22 015edgar zamoranNo ratings yet
- d9 1Document15 pagesd9 1arturo0% (2)
- AWS B2.1-1-234-2006 SWPS Argon Plus 25% CO2 FCAW of Carbon Steel E7XT-X, As-Welded or PWHT Co PDFDocument21 pagesAWS B2.1-1-234-2006 SWPS Argon Plus 25% CO2 FCAW of Carbon Steel E7XT-X, As-Welded or PWHT Co PDFahmed100% (1)
- Bridge Welding Code: AASHTO/AWS D1.5M/D1.5:2015 An American National StandardDocument1 pageBridge Welding Code: AASHTO/AWS D1.5M/D1.5:2015 An American National StandardAlbert Onny33% (3)
- Aws D17.3 - D17.3M-2016 PDFDocument58 pagesAws D17.3 - D17.3M-2016 PDFRubén Mamani100% (4)
- Supplier Web Share Downloads CQI-15 Welding System AssessmentDocument50 pagesSupplier Web Share Downloads CQI-15 Welding System AssessmentMostafa Abd El Alem83% (6)
- Aws C7.2-98Document116 pagesAws C7.2-98venkatesh100% (3)
- Aws A5.10Document12 pagesAws A5.10KureiNo ratings yet
- Standard Welding Procedure Specification (SWPS) For: Site LicenseDocument21 pagesStandard Welding Procedure Specification (SWPS) For: Site LicensePradeep100% (1)
- Aws G2 3Document112 pagesAws G2 3Mhand AmsNo ratings yet
- Aws b5.17 Specification For The Qualification of Welding FabricatorsDocument18 pagesAws b5.17 Specification For The Qualification of Welding FabricatorsAbdul WazedNo ratings yet
- Aws B2.1-1-18-010-2002Document17 pagesAws B2.1-1-18-010-2002Wolfan Eduardo Castellanos MenesesNo ratings yet
- Aws B2.1-001 PDFDocument10 pagesAws B2.1-001 PDFAli SASSINo ratings yet
- Aws A5.28 A5.28m (2005)Document48 pagesAws A5.28 A5.28m (2005)HongHaiDuong100% (1)
- Aws QC-12Document32 pagesAws QC-12Faisal NaeemNo ratings yet
- Aws D14.4Document169 pagesAws D14.4Xamir Suarez Alejandro56% (9)
- AWS B2.1.002 - 1990 Standard Welding Procedure Specification (WPS) For PDFDocument12 pagesAWS B2.1.002 - 1990 Standard Welding Procedure Specification (WPS) For PDFmasv792512100% (1)
- Aws B4.0 (2000)Document113 pagesAws B4.0 (2000)Dhamu100% (3)
- Astm E1032-2012Document6 pagesAstm E1032-2012vivicastedoNo ratings yet
- A517a517m-17 1.04 PDFDocument4 pagesA517a517m-17 1.04 PDFlean guerreroNo ratings yet
- Aws C3.6M-C3.6-2008Document28 pagesAws C3.6M-C3.6-2008juliusexNo ratings yet
- WABO Welding 27-13 Full VersionDocument73 pagesWABO Welding 27-13 Full Versionalajev17No ratings yet
- Specification For AWS Certification of Welding InspectorsDocument34 pagesSpecification For AWS Certification of Welding InspectorsInwon Kim100% (2)
- Aws A5.3 - A5.3m-1999 (R2007)Document34 pagesAws A5.3 - A5.3m-1999 (R2007)rameshkumarerNo ratings yet
- AWS D15.2 - 2003 Rec. Practicas Soldadura RielesDocument50 pagesAWS D15.2 - 2003 Rec. Practicas Soldadura RielesmguilarNo ratings yet
- Standard Welding Procedure Specification (SWPS) For: Site LicenseDocument23 pagesStandard Welding Procedure Specification (SWPS) For: Site LicenseArnold Jose Batista Rodriguez100% (3)
- AWS B2.1-22-015 - 2002 SWPS GTAW of of Aluminum (MPS-22 To MPS-22), 18 Through 10 Gauge PDFDocument17 pagesAWS B2.1-22-015 - 2002 SWPS GTAW of of Aluminum (MPS-22 To MPS-22), 18 Through 10 Gauge PDFPamella Sandoval50% (2)
- B2.1 B2.1M 2021 Web - PVDocument14 pagesB2.1 B2.1M 2021 Web - PVIsabel Burnette100% (1)
- Aws-A5 32 PDFDocument26 pagesAws-A5 32 PDFCGRRNo ratings yet
- WPS A2.4-2007Document140 pagesWPS A2.4-2007wahyu_mokoNo ratings yet
- AWS D14.1 - 1997 Specification For Welding of Industrial and Mill Crane and Material Handling EqDocument141 pagesAWS D14.1 - 1997 Specification For Welding of Industrial and Mill Crane and Material Handling EqRicardo Contzen Rigo-Righi50% (2)
- Aws d1.5 2020 ChangesDocument40 pagesAws d1.5 2020 ChangesA Aquino MinerosNo ratings yet
- A5 32Document29 pagesA5 32CésarMarconi100% (1)
- Aws B4.0 (2000)Document113 pagesAws B4.0 (2000)Ganesh Yadav100% (1)
- Guide For The Fusion Welding of Titanium and Titanium AlloysDocument14 pagesGuide For The Fusion Welding of Titanium and Titanium AlloysA SoniNo ratings yet
- Specification For Low-Alloy Steel Electrodes For Flux Cored Arc WeldingDocument8 pagesSpecification For Low-Alloy Steel Electrodes For Flux Cored Arc WeldingSilvana0% (1)
- Specification For The Qualification of Welding Supervisors: AWS B5.9:2006 An American National StandardDocument20 pagesSpecification For The Qualification of Welding Supervisors: AWS B5.9:2006 An American National StandardRodolfo MartinezNo ratings yet
- Aws D10.11 (1987)Document20 pagesAws D10.11 (1987)Jimmy Salvador Palomino75% (4)
- QC10 2017 Final WebDocument34 pagesQC10 2017 Final WebJose nuñez100% (1)
- d15.1-07 IO2Document1 paged15.1-07 IO2SagarPatel100% (1)
- Norma AWSDocument17 pagesNorma AWSFRANCISCO TORRES100% (2)
- Aws Qc13 2006 Specification For The Certification of Welding SupervisorsDocument18 pagesAws Qc13 2006 Specification For The Certification of Welding SupervisorsWaldo AtNo ratings yet
- Specification For The Qualification of Welding Inspectors: AWS B5.1:2013-AMD1 An American National StandardDocument28 pagesSpecification For The Qualification of Welding Inspectors: AWS B5.1:2013-AMD1 An American National StandardRodolfo MartinezNo ratings yet
- Aws B2.5 - B2.5M-2021Document34 pagesAws B2.5 - B2.5M-2021Noe NuñezNo ratings yet
- Specification For Carbon Steel Electrodes For Flux Cored Arc WeldingDocument5 pagesSpecification For Carbon Steel Electrodes For Flux Cored Arc WeldingAna Lagunes0% (1)
- Aws c4.4 c4.4m 2004 Recommended Practices For Heat Shaping and Straightening With Oxyfuel Gas HeatingDocument53 pagesAws c4.4 c4.4m 2004 Recommended Practices For Heat Shaping and Straightening With Oxyfuel Gas HeatingKara White0% (1)
- AWS C5.10 - Sheilding Gas PDFDocument6 pagesAWS C5.10 - Sheilding Gas PDFBoby ThomasNo ratings yet
- Aws D3.6M (1999)Document132 pagesAws D3.6M (1999)Ganesh YadavNo ratings yet
- Aws D3.6M (1999) PDFDocument132 pagesAws D3.6M (1999) PDFStevanNikolicNo ratings yet
- AWS C7.3-2016 - Process Specification For Electron Beam WeldingDocument36 pagesAWS C7.3-2016 - Process Specification For Electron Beam Weldingarnoldbatista55100% (1)
- D17 2-D17 2M-2013PVDocument9 pagesD17 2-D17 2M-2013PVAnkur PandeyNo ratings yet
- D1.1 D1.1M 2015 PVDocument22 pagesD1.1 D1.1M 2015 PVMahendra Bhabal0% (1)
- Previews 1985855 PreDocument16 pagesPreviews 1985855 Preeder alemanNo ratings yet
- COVID-19 Questionnaire Rev.7 (2020-11-13)Document1 pageCOVID-19 Questionnaire Rev.7 (2020-11-13)Satendra kumarNo ratings yet
- Bhap Abhiswashan, Jal Neti and Bhastrika Beyond Nasal Cleaning in COVID 19, EraDocument3 pagesBhap Abhiswashan, Jal Neti and Bhastrika Beyond Nasal Cleaning in COVID 19, EraSatendra kumarNo ratings yet
- Evidence Based Advisory On Correlation of COVID-19 Disease Severity With CT Values of The Real Time RT-PCR TestDocument2 pagesEvidence Based Advisory On Correlation of COVID-19 Disease Severity With CT Values of The Real Time RT-PCR TestSatendra kumarNo ratings yet
- Advisory On Use of Dry Swab RNA Extraction Free RTPCR MethodDocument3 pagesAdvisory On Use of Dry Swab RNA Extraction Free RTPCR MethodSatendra kumarNo ratings yet
- Cswip Div 7 95 Underwater Diver Inspectors Part 1 6th Edition April 2019 1Document18 pagesCswip Div 7 95 Underwater Diver Inspectors Part 1 6th Edition April 2019 1Satendra kumarNo ratings yet
- Sfa-5 22Document40 pagesSfa-5 22Allen Roson100% (1)
- Principles of Steel Design - WeldsDocument18 pagesPrinciples of Steel Design - WeldsXzk MallaboNo ratings yet
- Chapter-4 Principle of Selected Joining and Assembling Process A Brief History of WeldingDocument12 pagesChapter-4 Principle of Selected Joining and Assembling Process A Brief History of WeldingFira tubeNo ratings yet
- Power Wave 455m CeDocument43 pagesPower Wave 455m Cejorge varNo ratings yet
- SR - No. Name of The Book SpecificationDocument7 pagesSR - No. Name of The Book SpecificationKiukStaksNo ratings yet
- Fabrication of Semi Automated Arc Welding Machine IJERTV6IS060286Document5 pagesFabrication of Semi Automated Arc Welding Machine IJERTV6IS060286Prince SharmaNo ratings yet
- PHD Thesis On WeldingDocument9 pagesPHD Thesis On Weldingdenisemillerdesmoines100% (2)
- SHS - SLK - Industrial Arts Smaw Basic Set Up Fo Smaw MachineDocument20 pagesSHS - SLK - Industrial Arts Smaw Basic Set Up Fo Smaw Machineiammhon100% (1)
- Unit II PPT MT I Vol 1Document51 pagesUnit II PPT MT I Vol 1loganathanNo ratings yet
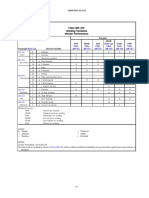
- Table - QW-416 Welding Variables For Welder Performance PDFDocument1 pageTable - QW-416 Welding Variables For Welder Performance PDFAnonymous VohpMtUSNNo ratings yet
- Stainless Steel Welding NotesDocument23 pagesStainless Steel Welding NotesshruthiNo ratings yet
- Component Test For The Assessment of Delayed Hydrogen-Assisted Cracking in Thick-Walled SAW Joints For Offshore ApplicationsDocument15 pagesComponent Test For The Assessment of Delayed Hydrogen-Assisted Cracking in Thick-Walled SAW Joints For Offshore ApplicationsafabNo ratings yet
- Welding: Philippine Society of Mechanical Engineers Professional Development CourseDocument30 pagesWelding: Philippine Society of Mechanical Engineers Professional Development CourseAngel Silva VicenteNo ratings yet
- (Elearnica) - Hardfacing Technologies For Improvement of Wear Characteristics of Hot WorkDocument13 pages(Elearnica) - Hardfacing Technologies For Improvement of Wear Characteristics of Hot WorkelmiraNo ratings yet
- The Basics of Arc WeldingDocument35 pagesThe Basics of Arc WeldingDesmond ChangNo ratings yet
- WeldingDocument752 pagesWeldingAndres_Pastor1987100% (3)
- Electrodes Consumables PDFDocument2 pagesElectrodes Consumables PDFravi00098No ratings yet
- The Indian Institute of WeldingDocument10 pagesThe Indian Institute of WeldingSandeep MohantyNo ratings yet
- Lesson 9 - Estimating & Comparing Weld Metal CostsDocument2 pagesLesson 9 - Estimating & Comparing Weld Metal CostsDhanus KodiNo ratings yet
- Lincoln Idealarc 400 ManualDocument42 pagesLincoln Idealarc 400 Manualsviluppi____No ratings yet
- S 777MXXH 14Document7 pagesS 777MXXH 14amir bizhehNo ratings yet
- Advance Welding TechniqueDocument4 pagesAdvance Welding TechniqueGunabalan SellanNo ratings yet
- School of Mechanical Engineering: Lab Manual of Semester - V U5AEA20 - Aircraft Structures Repair LabDocument31 pagesSchool of Mechanical Engineering: Lab Manual of Semester - V U5AEA20 - Aircraft Structures Repair LabAasto Ashrita AastikaeNo ratings yet
- Welding GMAW Full ReportDocument12 pagesWelding GMAW Full ReportAE GNo ratings yet
- WeldingDocument2 pagesWeldingPrakash PalaiNo ratings yet
- TES-WELD-API - Welding of Pipelines and Facilities SpecificationDocument37 pagesTES-WELD-API - Welding of Pipelines and Facilities SpecificationFederico QuintanaNo ratings yet
- Aramco Questions-Mechanical GeneralDocument12 pagesAramco Questions-Mechanical Generalponnivalavans_994423No ratings yet
- CV Oscar Tenelema 11 Page Electrical Power PDFDocument11 pagesCV Oscar Tenelema 11 Page Electrical Power PDFOscar JamilNo ratings yet