Download as pdf or txt
You might also like
- Chapter 2 Problem Solutions: EC ECDocument3 pagesChapter 2 Problem Solutions: EC ECPetar JuricNo ratings yet
- Vectors and Tensors Solutions D. FleischDocument129 pagesVectors and Tensors Solutions D. FleischAnonymous K49BjAo5B50% (6)
- Hypoid Gear CuttingDocument9 pagesHypoid Gear CuttingHano LourensNo ratings yet
- PPL Exam Secrets Guide: Aircraft General & Principles of FlightFrom EverandPPL Exam Secrets Guide: Aircraft General & Principles of FlightRating: 5 out of 5 stars5/5 (2)
- Sec1 Symmetries of Regular Polygons TNDocument10 pagesSec1 Symmetries of Regular Polygons TNAlyagariniNo ratings yet
- Cataclysms of The EarthDocument78 pagesCataclysms of The Earthdrake-r8100% (3)
- Materilise Mimics 10.1 - HandbookDocument373 pagesMaterilise Mimics 10.1 - HandbooknishantsinghbmeNo ratings yet
- TEPZZZ89Z4 - 4B - T: European Patent SpecificationDocument25 pagesTEPZZZ89Z4 - 4B - T: European Patent Specificationzweisteine777No ratings yet
- US20010024927A1Document7 pagesUS20010024927A1MahnooshNo ratings yet
- US20110274550A1Document9 pagesUS20110274550A1雷黎明No ratings yet
- Trade Fitter 2nd Semester Multiple Choice Questions Exercise-01 Lathe ConstructionDocument36 pagesTrade Fitter 2nd Semester Multiple Choice Questions Exercise-01 Lathe ConstructionAnonymous n7jQFvW7rNo ratings yet
- Turner Question and Answer Bank 2014Document88 pagesTurner Question and Answer Bank 2014bijukumarg93% (30)
- EP1321438B1Document10 pagesEP1321438B1Alessandro PatanèNo ratings yet
- United States Patent (191Document10 pagesUnited States Patent (191PhanHathamNo ratings yet
- Caso 205-42182 Traduccion EspañolDocument138 pagesCaso 205-42182 Traduccion EspañolCarlos SantiagoNo ratings yet
- United States Patent (191: Cél 296/97 /2/70g Primary Exammer - Margaret A. FocannoDocument7 pagesUnited States Patent (191: Cél 296/97 /2/70g Primary Exammer - Margaret A. FocannoDanister GladwinNo ratings yet
- TEPZZ 957 - 9ZB - T: European Patent SpecificationDocument10 pagesTEPZZ 957 - 9ZB - T: European Patent SpecificationAna LisaNo ratings yet
- CN203409402U Portable Unlimited Rotary Numerical Control Groove Pipe Cutting MachineDocument2 pagesCN203409402U Portable Unlimited Rotary Numerical Control Groove Pipe Cutting MachinePutri Paramita DhyaniNo ratings yet
- United States Patent 1111 3,595,128Document9 pagesUnited States Patent 1111 3,595,128rte678No ratings yet
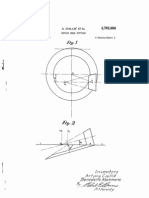
- M © JG) - B) John Garlic/9r.: Sept-3, 1959 J. Gallo, SR 2,902,815Document3 pagesM © JG) - B) John Garlic/9r.: Sept-3, 1959 J. Gallo, SR 2,902,815James LindonNo ratings yet
- Rig-E???': Gill!Document6 pagesRig-E???': Gill!luiscremaschiNo ratings yet
- United States Patent (19) : Miiller (45) Date of PatentDocument8 pagesUnited States Patent (19) : Miiller (45) Date of PatentRodrigoPomaNo ratings yet
- ME2203 M.J 2007Document0 pagesME2203 M.J 2007Venkatesh RajamaniNo ratings yet
- Us2765819 PDFDocument8 pagesUs2765819 PDFAzri LunduNo ratings yet
- Benet Mercie BreechDocument13 pagesBenet Mercie BreechAnonymous htRZ5zTMgNo ratings yet
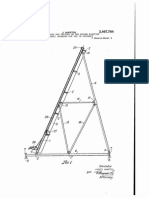
- Jose/0H Schu/Man.:, Sept-7, 1937 - J. Schulman 2,092,476Document3 pagesJose/0H Schu/Man.:, Sept-7, 1937 - J. Schulman 2,092,476akomocarNo ratings yet
- Us 2912244Document9 pagesUs 2912244alexhkiNo ratings yet
- Anti-Aircraft Fire Control Device (1937)Document10 pagesAnti-Aircraft Fire Control Device (1937)CAP History LibraryNo ratings yet
- (12 Ulllted States Patent (10) Patent No.: US 6,860,188 B2Document13 pages(12 Ulllted States Patent (10) Patent No.: US 6,860,188 B2Selvaraji MuthuNo ratings yet
- Question Bank (MCQS) : Q, Then It Would Result in Grashof's Linkage Provided ThatDocument5 pagesQuestion Bank (MCQS) : Q, Then It Would Result in Grashof's Linkage Provided ThatPrasad Govind KumbharNo ratings yet
- European Patent Application F04B 27/10: Rotor For Variable Displacement Swash Plate CompressorDocument16 pagesEuropean Patent Application F04B 27/10: Rotor For Variable Displacement Swash Plate CompressorSelvaraji MuthuNo ratings yet
- Flow Doc 2 PDFDocument18 pagesFlow Doc 2 PDFJozefNo ratings yet
- United States Patent 1191Document13 pagesUnited States Patent 1191ddeeff715No ratings yet
- Turner Question and Answer Bank 2014 PDFDocument88 pagesTurner Question and Answer Bank 2014 PDFBhanupratap MallickNo ratings yet
- Us 8210068us 8210068us 8210068us 8210068Document9 pagesUs 8210068us 8210068us 8210068us 8210068JameszouqunNo ratings yet
- EP09166154NWA1Document10 pagesEP09166154NWA1maes.daan1No ratings yet
- 761-639 - Arrow Iii - Turbo Arrow Iii Service Manual - Pa-28r-201 - 201TDocument9 pages761-639 - Arrow Iii - Turbo Arrow Iii Service Manual - Pa-28r-201 - 201TAndres Santiago RestrepoNo ratings yet
- Desarmado Bomba 416Document16 pagesDesarmado Bomba 416Anword TelefonosNo ratings yet
- Us4854065 PDFDocument7 pagesUs4854065 PDFJin SongNo ratings yet
- Solved Paper Kerala Water AuthorityDocument1 pageSolved Paper Kerala Water AuthorityFaisalAshraf100% (1)
- 9A03401 Kinematics of MachineryDocument8 pages9A03401 Kinematics of MachinerysivabharathamurthyNo ratings yet
- Janome 634D Sewing Machine Service ManualDocument27 pagesJanome 634D Sewing Machine Service ManualiliiexpugnansNo ratings yet
- US2128620 - Bending MachineDocument5 pagesUS2128620 - Bending MachinedevheadbotNo ratings yet
- European Patent Application: 22.06.2011 Bulletin 2011/25 A01D 45/02Document13 pagesEuropean Patent Application: 22.06.2011 Bulletin 2011/25 A01D 45/02Lenti TiborNo ratings yet
- United States: (12) Patent Application Publication (10) Pub. No.: US 2011/0112687 A1Document7 pagesUnited States: (12) Patent Application Publication (10) Pub. No.: US 2011/0112687 A1Robert DeaconuNo ratings yet
- Rotation Joint 1.5 - Forum N156RJ30N-REV0Document6 pagesRotation Joint 1.5 - Forum N156RJ30N-REV0Владислав ВиршинитNo ratings yet
- 206 Dv4td Engine PresentationDocument17 pages206 Dv4td Engine PresentationCadet Raparivo100% (1)
- EP2481317B1 Silla DesmontableDocument13 pagesEP2481317B1 Silla Desmontableingeniomeca8800No ratings yet
- European Patent Specification: Motor For Washing MachineDocument16 pagesEuropean Patent Specification: Motor For Washing MachineavalosheNo ratings yet
- Metrology MCQDocument6 pagesMetrology MCQsivakumarNo ratings yet
- Objective Model QuetionsDocument4 pagesObjective Model QuetionspadalakkreddyNo ratings yet
- Us2467764 PDFDocument10 pagesUs2467764 PDFRodrigoPomaNo ratings yet
- Jurnal Bubut FixsafasfasfDocument6 pagesJurnal Bubut FixsafasfasfAdiBimaSanjaya100% (1)
- A Novel Hob Design: For Precision Involute GearsDocument11 pagesA Novel Hob Design: For Precision Involute GearsKalyan ChakravarthyNo ratings yet
- TOM Question BankDocument10 pagesTOM Question BankMadhan Kumar GovindarajuNo ratings yet
- Problem Set For Machine Design One. Stress and Maximum Shear Analysis.Document1 pageProblem Set For Machine Design One. Stress and Maximum Shear Analysis.Ailson Silva Alves100% (1)
- Wagner Iron Works v. Koehring Company, A Wisconsin Corporation, Wagner Iron Works v. Henry Manufacturing Company, Inc., 282 F.2d 317, 10th Cir. (1960)Document10 pagesWagner Iron Works v. Koehring Company, A Wisconsin Corporation, Wagner Iron Works v. Henry Manufacturing Company, Inc., 282 F.2d 317, 10th Cir. (1960)Scribd Government DocsNo ratings yet
- United States: (12) Patent Application Publication (10) Pub. No.: US 2008/0029356 A1Document12 pagesUnited States: (12) Patent Application Publication (10) Pub. No.: US 2008/0029356 A1Marc GlebNo ratings yet
- Assembly Transmission 777GDocument61 pagesAssembly Transmission 777GKeron TrotzNo ratings yet
- Question Paper Code:: Reg. No.Document5 pagesQuestion Paper Code:: Reg. No.kbhaskar66No ratings yet
- Unit Wise 16 Mark QuestionsDocument29 pagesUnit Wise 16 Mark QuestionsPreethi SharmiNo ratings yet
- Us20140196515 PDFDocument23 pagesUs20140196515 PDFnangkarak8201No ratings yet
- Us 20140311650Document8 pagesUs 20140311650rashom0099088No ratings yet
- A Guide to Making a Leather Belt - A Collection of Historical Articles on Designs and Methods for Making BeltsFrom EverandA Guide to Making a Leather Belt - A Collection of Historical Articles on Designs and Methods for Making BeltsRating: 3 out of 5 stars3/5 (1)
- Kinematic Differential Geometry and Saddle Synthesis of LinkagesFrom EverandKinematic Differential Geometry and Saddle Synthesis of LinkagesNo ratings yet
- Engineering and QuranDocument15 pagesEngineering and QuranSalim ChohanNo ratings yet
- Trigonometric Functions and EquationsDocument13 pagesTrigonometric Functions and EquationsKarthik NNo ratings yet
- Lecture 1 - Symmetry Elements and OperationsDocument54 pagesLecture 1 - Symmetry Elements and OperationsDulce LedesmaNo ratings yet
- CL X - Physics - Force (Exercise 1A) - Question Answer-1Document8 pagesCL X - Physics - Force (Exercise 1A) - Question Answer-1Sᴜᴅɪᴘтᴀ Gᴀʀᴀɪ Cʟᴀꜱꜱ - 10 BNo ratings yet
- How Day and Night FormedDocument5 pagesHow Day and Night FormedShailendra YadavNo ratings yet
- Cad/Cam: Chapter TwoDocument172 pagesCad/Cam: Chapter TwoMoathNo ratings yet
- Trigonometry DPP - Crash CourseDocument83 pagesTrigonometry DPP - Crash CourseJethalal GadaNo ratings yet
- Rotation PDFDocument58 pagesRotation PDFPradeep SharmaNo ratings yet
- DPP - 28 Moment of InertiaDocument4 pagesDPP - 28 Moment of InertiaPeter JermayNo ratings yet
- Supplementary Angles 1Document2 pagesSupplementary Angles 1Aj AlvaradoNo ratings yet
- Samcef RbeDocument13 pagesSamcef RbeKimi KononNo ratings yet
- Grand DemoDocument8 pagesGrand DemoGra SyaNo ratings yet
- dt0076 Compensating For Accelerometer Installation Error Zeroing Pitch and Roll For A Reference Orientation StmicroelectronicsDocument6 pagesdt0076 Compensating For Accelerometer Installation Error Zeroing Pitch and Roll For A Reference Orientation StmicroelectronicsPatrickNo ratings yet
- Michigan Wheel Propeller GeometryDocument18 pagesMichigan Wheel Propeller GeometryAdelia PratiwiNo ratings yet
- Physics - 4 Rotation of Rigid BodiesDocument17 pagesPhysics - 4 Rotation of Rigid BodiesMuhammad Grandiv SynNo ratings yet
- Vibration of Spiral SpringDocument11 pagesVibration of Spiral SpringAbdul Rafaeh100% (1)
- Pottery Making Fal00Document51 pagesPottery Making Fal00Jame C. Hayes83% (6)
- Trigonometry PresentationDocument55 pagesTrigonometry PresentationNazir PriceNo ratings yet
- Rigid Bodies Dinamic SolutionsDocument11 pagesRigid Bodies Dinamic SolutionsElle LawlietNo ratings yet
- Autocad 2d Module 23 PDFDocument0 pagesAutocad 2d Module 23 PDFRam LamaNo ratings yet
- How To Install Simply Track For 10mDocument7 pagesHow To Install Simply Track For 10mDimitri KABORENo ratings yet
- Circular Motion NotesDocument7 pagesCircular Motion Notesrifu91No ratings yet
- MITx 8.01.3x Mechanics Rotational Dynamics NotesDocument4 pagesMITx 8.01.3x Mechanics Rotational Dynamics NotesklausbaudelaireNo ratings yet
- Physics 71 LE2 ReviewerDocument14 pagesPhysics 71 LE2 ReviewerLoyd BascoNo ratings yet
- Phy210 Tutorial 1&2Document4 pagesPhy210 Tutorial 1&2Alees Rahaizan100% (1)