Download as pdf or txt
You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5824)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1093)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (852)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (590)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (903)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (541)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (349)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (823)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (122)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (403)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- Service Manual NovAA 800 enDocument90 pagesService Manual NovAA 800 enAnalista de Servicio50% (4)
- Problem 2.1: Solutions To Chapter 2 Exercise ProblemsDocument58 pagesProblem 2.1: Solutions To Chapter 2 Exercise ProblemsGhazi AlArfaj50% (4)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- Project Title: Design and Development of Gas-Liquid Cylindrical Cyclone Compact Separators For Three-Phase FlowDocument46 pagesProject Title: Design and Development of Gas-Liquid Cylindrical Cyclone Compact Separators For Three-Phase FlowCitlalli QuetzalcoatlNo ratings yet
- Modelling The Flow: in HydrocycloneDocument8 pagesModelling The Flow: in HydrocycloneCitlalli QuetzalcoatlNo ratings yet
- Optimización de La Separación de Aceite de Emulsión de Aceite en Agua Por Demulsificación Utilizando Diferentes DesemulsionantesDocument8 pagesOptimización de La Separación de Aceite de Emulsión de Aceite en Agua Por Demulsificación Utilizando Diferentes DesemulsionantesCitlalli QuetzalcoatlNo ratings yet
- The Effects of The Lower Outlet On The Flow Field of Small Gas-Liquid Cylindrical CycloneDocument9 pagesThe Effects of The Lower Outlet On The Flow Field of Small Gas-Liquid Cylindrical CycloneCitlalli QuetzalcoatlNo ratings yet
- Pig OlgaDocument24 pagesPig OlgaCitlalli QuetzalcoatlNo ratings yet
- Siemens G150 ManualDocument404 pagesSiemens G150 ManualHoàng HảiNo ratings yet
- Copper Cycle Report SP16Document12 pagesCopper Cycle Report SP16BirobaNo ratings yet
- Thurstone ScalingDocument11 pagesThurstone ScalingAisamuddin MhNo ratings yet
- Quick CommissioningDocument5 pagesQuick CommissioningjccNo ratings yet
- SIE SA PanelboardsP1-P5Document84 pagesSIE SA PanelboardsP1-P5asim saeedNo ratings yet
- Phillips Science of Dental Materials 4 (Dragged) (Dragged) 6Document1 pagePhillips Science of Dental Materials 4 (Dragged) (Dragged) 6asop06No ratings yet
- Digital Clubbing in Pediatric Age GroupDocument33 pagesDigital Clubbing in Pediatric Age GroupDeboprasad DasNo ratings yet
- Mass Spring SystemDocument25 pagesMass Spring SystemKhoironSyamdatuNo ratings yet
- IT Practical File Main 2023-24Document45 pagesIT Practical File Main 2023-24princethakan9No ratings yet
- Current Transformers 03 06Document12 pagesCurrent Transformers 03 06Juan DavidNo ratings yet
- TCL A Universal Scripting LanguageDocument9 pagesTCL A Universal Scripting LanguageYuvarajaNo ratings yet
- Juan G. Macaraeg National High School Fourth Grading Period Long Quiz 5Document1 pageJuan G. Macaraeg National High School Fourth Grading Period Long Quiz 5Rain VicenteNo ratings yet
- 3.5 & 3.6 Worksheet - DocaDocument3 pages3.5 & 3.6 Worksheet - DocaLevko SenarNo ratings yet
- INV 4835E DatasheetDocument3 pagesINV 4835E DatasheetEsteban RamirezNo ratings yet
- Load Distribution Flow Chart For Bridge DesignDocument1 pageLoad Distribution Flow Chart For Bridge DesignBunkun15No ratings yet
- Oracle 10g WaitsDocument55 pagesOracle 10g Waitssunilreddy123No ratings yet
- Causes of Over Fluxing in TransformerDocument3 pagesCauses of Over Fluxing in TransformerHamayoun Murtaza0% (1)
- VSMDocument2 pagesVSMaimun rasheedNo ratings yet
- Fluid QueDocument48 pagesFluid QueMushfique AhmedNo ratings yet
- ABI-301 Lecture Note - 3Document5 pagesABI-301 Lecture Note - 3SATHEESKUMAR NATARAJANNo ratings yet
- Structure and Function of The Human EyeDocument2 pagesStructure and Function of The Human EyefafafaNo ratings yet
- Modeling and Characterization of Supercapaci Tor in Many Power Electronics ApplicationDocument5 pagesModeling and Characterization of Supercapaci Tor in Many Power Electronics Applicationaminuleee123No ratings yet
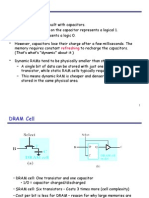
- 14-RAM&ROM - Dynamic Memory Is Built With Capacitors. A Stored Charge On The Capacitor Represents A Logical 1. No Charge Represents A Logic 0.Document8 pages14-RAM&ROM - Dynamic Memory Is Built With Capacitors. A Stored Charge On The Capacitor Represents A Logical 1. No Charge Represents A Logic 0.Nava KrishnanNo ratings yet
- Atmega128: UsartDocument27 pagesAtmega128: UsartCorina SoareNo ratings yet
- LC-32R24B: Service ManualDocument108 pagesLC-32R24B: Service ManualPaulo Henrique S0% (2)
- Igcse Mathematics Formula BookletDocument24 pagesIgcse Mathematics Formula Bookletvarshitha reddyNo ratings yet
- Instrument Loop Check Sheet: DCS/Local Indicator & Visual CheckDocument1 pageInstrument Loop Check Sheet: DCS/Local Indicator & Visual CheckMohd A IshakNo ratings yet
- Mac Audio DAW List: Tên Hãng Sản XuấtDocument74 pagesMac Audio DAW List: Tên Hãng Sản XuấtNeo NguyenNo ratings yet