Download as pdf or txt
You might also like
- DatasheetDocument2 pagesDatasheetnirmalNo ratings yet
- Piping Specification - Model PDFDocument8 pagesPiping Specification - Model PDFVictor MacoveiNo ratings yet
- Techint Group Brochure 2013Document100 pagesTechint Group Brochure 2013MD AFROZ RAZANo ratings yet
- Design of Large Opening Nozzle by Bulletin WRC-107Document12 pagesDesign of Large Opening Nozzle by Bulletin WRC-107ALONSO GOMEZNo ratings yet
- Input ValuesDocument5 pagesInput ValuesmasoodNo ratings yet
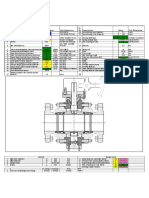
- PG Valve - Monoblock Ball (IBM2, IBM3)Document7 pagesPG Valve - Monoblock Ball (IBM2, IBM3)k2h2002No ratings yet
- FinalPaperIntegrity Check and Vibration Study For Agitator Vessel by FEA170321Document10 pagesFinalPaperIntegrity Check and Vibration Study For Agitator Vessel by FEA170321Anonymous UoHUagNo ratings yet
- Design and Development of Double Offset Butterfly Valve: JournalDocument7 pagesDesign and Development of Double Offset Butterfly Valve: JournalSrinivas HuraliNo ratings yet
- Design and Thermal Analysis of Thermal Expansion Joint in Industrial ApplicationDocument6 pagesDesign and Thermal Analysis of Thermal Expansion Joint in Industrial ApplicationIJIRSTNo ratings yet
- CK Tourqe CalculationDocument7 pagesCK Tourqe Calculationamit amity100% (1)
- Irjet V4i1053 PDFDocument6 pagesIrjet V4i1053 PDFdynamo ShaikhNo ratings yet
- PD MeterDocument2 pagesPD MeterjrrrrrrrrrrrNo ratings yet
- Ijmer 46063339 PDFDocument7 pagesIjmer 46063339 PDFAlecpNo ratings yet
- Design and Analysis of Vapour Absorbing MachineDocument5 pagesDesign and Analysis of Vapour Absorbing MachineIJMERNo ratings yet
- Fatigue Assessment IJETT-V13P205Document4 pagesFatigue Assessment IJETT-V13P205MehdiNo ratings yet
- Volute Pumps Sihi: SupernovaDocument10 pagesVolute Pumps Sihi: SupernovaLuis Fernando collazosNo ratings yet
- Asme Sec 8 Div 1 - App 1-10Document11 pagesAsme Sec 8 Div 1 - App 1-10BibinBabuNo ratings yet
- Autopipe Nozzle Report: Model Name - Sss - NozDocument8 pagesAutopipe Nozzle Report: Model Name - Sss - NozRrrrrrrNo ratings yet
- PRES-1 External Presure Design - 07.02.16Document37 pagesPRES-1 External Presure Design - 07.02.16mithuwanNo ratings yet
- FIORDA Urea Case Study 2: Leak in Nozzle in Urea Reactor BottomDocument10 pagesFIORDA Urea Case Study 2: Leak in Nozzle in Urea Reactor BottomTalal MehfoozNo ratings yet
- Specification For Core & Jacket: Rev. Date Revision Description Issued by Checked by Approved byDocument13 pagesSpecification For Core & Jacket: Rev. Date Revision Description Issued by Checked by Approved byvishal bhamreNo ratings yet
- New TameDocument8 pagesNew Tameabdibedasa86No ratings yet
- Bermad - C80Document3 pagesBermad - C80Santiago RodaNo ratings yet
- Todo Safety Break Away CouplingsDocument8 pagesTodo Safety Break Away CouplingsKamalNo ratings yet
- Fea Analysis of Pressure Vessel Withdifferent Type of End ConnectionsDocument5 pagesFea Analysis of Pressure Vessel Withdifferent Type of End ConnectionsFilip StojkovskiNo ratings yet
- WRC For NozzleDocument43 pagesWRC For NozzleSachin55860% (1)
- Design of Obround Flange For Pressure VeDocument12 pagesDesign of Obround Flange For Pressure VeCalcgen EngineeringNo ratings yet
- Calculation and Specification of Bilge System: Design Iv Machinery System Departement of Marine EngineeringDocument16 pagesCalculation and Specification of Bilge System: Design Iv Machinery System Departement of Marine EngineeringSean Chen GyarinoNo ratings yet
- Mold Spec GuidelinesDocument25 pagesMold Spec GuidelinesBestin QnnNo ratings yet
- Yokogawa-WIKA C13WT+series Ed0Document20 pagesYokogawa-WIKA C13WT+series Ed0haisamsarwarNo ratings yet
- Tech Spec Spiral Pipe For Faide Project.r1Document5 pagesTech Spec Spiral Pipe For Faide Project.r1Delshad DuhokiNo ratings yet
- YTY-A Explosion-Proof Dynamoelectric PTZ Use ManualDocument12 pagesYTY-A Explosion-Proof Dynamoelectric PTZ Use ManualYugandhar YuguNo ratings yet
- MDPE Final TutorialDocument4 pagesMDPE Final Tutoriallata sinsinwarNo ratings yet
- A Study On Stress Analysis For Design of Pressure Vessel: A. Devaraju, K. PazhanivelDocument4 pagesA Study On Stress Analysis For Design of Pressure Vessel: A. Devaraju, K. PazhanivelVitor OlivettiNo ratings yet
- En 1 5 235 PRA 822000 M EXDocument16 pagesEn 1 5 235 PRA 822000 M EXAlessandro Pereira CunhaNo ratings yet
- ChecklistDocument61 pagesChecklistjhunkujha11No ratings yet
- DB GB NK10Document4 pagesDB GB NK10cadhoaNo ratings yet
- Fig34 Im Ibr16 22inDocument12 pagesFig34 Im Ibr16 22inLGTNo ratings yet
- Mechanical Calculation Storage Tank 110 KL (T-04)Document4 pagesMechanical Calculation Storage Tank 110 KL (T-04)Priyo Jati WahyonoNo ratings yet
- Ceiling Mounted Duct - DaikinDocument27 pagesCeiling Mounted Duct - Daikinapi-19789368No ratings yet
- .Design and Analysis of Smart Whistle For Pressure Cooker PDFDocument6 pages.Design and Analysis of Smart Whistle For Pressure Cooker PDFAyush SinghNo ratings yet
- Extending Extrusion Die Life Using Hyperxtrude: Customer ProfileDocument4 pagesExtending Extrusion Die Life Using Hyperxtrude: Customer ProfileJuan MartinNo ratings yet
- ASME CourseDocument283 pagesASME Courseeng_far100% (5)
- Limpet Coil On Dish Design As Per PD5500Document1 pageLimpet Coil On Dish Design As Per PD5500ABIDEEN BAMNENo ratings yet
- Orifice Plate - Monobloc: DatasheetDocument8 pagesOrifice Plate - Monobloc: Datasheetbiomed systechNo ratings yet
- Concealed Duct Unit (Slim A5 Type) MCAC-VTSM-2018-12Document22 pagesConcealed Duct Unit (Slim A5 Type) MCAC-VTSM-2018-12aa aaNo ratings yet
- C - SPEC of Order 22.83 (EURU505293-505459) - 2022-11-15 PDFDocument7 pagesC - SPEC of Order 22.83 (EURU505293-505459) - 2022-11-15 PDFRod SantosNo ratings yet
- Analysis Flange: Design ConditionsDocument35 pagesAnalysis Flange: Design ConditionsahmadNo ratings yet
- Design of Obround Flange For Pressure Vessel Application by Analytical Method and FEA To Comply With ASME CodeDocument11 pagesDesign of Obround Flange For Pressure Vessel Application by Analytical Method and FEA To Comply With ASME CodeFelip PrietoNo ratings yet
- Cam Projectt.Document16 pagesCam Projectt.fu MozaNo ratings yet
- VK469 K11.2 Concealed PendentDocument5 pagesVK469 K11.2 Concealed PendentPhung BaoNo ratings yet
- Ices ItDocument12 pagesIces Italvaro BricioNo ratings yet
- Part 2 Pressure Vessel DesignDocument281 pagesPart 2 Pressure Vessel DesignSyedZainAli100% (1)
- Harmony Xb7 Xb7nd33Document6 pagesHarmony Xb7 Xb7nd33elborniNo ratings yet
- Firelock V34, K8.0 Model V3428 Quick Response: See Victaulic Publication 10.01 For More DetailsDocument4 pagesFirelock V34, K8.0 Model V3428 Quick Response: See Victaulic Publication 10.01 For More DetailscesarNo ratings yet
- WTDocument49 pagesWTAtika SekarNo ratings yet
- InputDocument5 pagesInputTrần Văn NhânNo ratings yet
- Plastic Injection Mold Design for Toolmakers - Volume II: Plastic Injection Mold Design for Toolmakers, #2From EverandPlastic Injection Mold Design for Toolmakers - Volume II: Plastic Injection Mold Design for Toolmakers, #2No ratings yet
- Plastic Injection Mold Design for Toolmakers - Volume III: Plastic Injection Mold Design for Toolmakers, #3From EverandPlastic Injection Mold Design for Toolmakers - Volume III: Plastic Injection Mold Design for Toolmakers, #3No ratings yet
- IJIRSTV2I11252Document11 pagesIJIRSTV2I11252Vincent RobinsonNo ratings yet
- Dual Mode Four Wheel Steering System: Sanu Adolphus Sooraj AbrahamDocument7 pagesDual Mode Four Wheel Steering System: Sanu Adolphus Sooraj AbrahamVincent RobinsonNo ratings yet
- IJIRSTV1I12040Document4 pagesIJIRSTV1I12040Vincent RobinsonNo ratings yet
- IJIRSTV1I12038Document4 pagesIJIRSTV1I12038Vincent RobinsonNo ratings yet
- Cold Cut Tie-In Procedure 24'' Bypass LineDocument14 pagesCold Cut Tie-In Procedure 24'' Bypass LineMahaboob Pasha100% (1)
- BETA Primer Vibration Control StrategiesDocument35 pagesBETA Primer Vibration Control Strategiesdikim100% (1)
- Golden Gate Colleges Bachelor of Science in Mechanical EngineeringDocument64 pagesGolden Gate Colleges Bachelor of Science in Mechanical EngineeringKrishna Belela100% (1)
- Ipc2022-86815 Risk-Based Hoop Stress Factors For Pressure DesignDocument12 pagesIpc2022-86815 Risk-Based Hoop Stress Factors For Pressure DesignOswaldo MontenegroNo ratings yet
- Exp SOLAR FLAT PLATE COLLECTORDocument8 pagesExp SOLAR FLAT PLATE COLLECTORMir Aqueel AliNo ratings yet
- API 578 Mock QuestionDocument4 pagesAPI 578 Mock QuestionsheikmoinNo ratings yet
- Pipeline PiggingDocument32 pagesPipeline Piggingnaren57100% (1)
- 03 PipspecsDocument24 pages03 PipspecsPoonam AshwinNo ratings yet
- Mechanical Engineer - Fixed EquipmentDocument4 pagesMechanical Engineer - Fixed EquipmentBilal Rasheed100% (1)
- Pipes and Pipe Sizing: Block 10 Steam DistributionDocument18 pagesPipes and Pipe Sizing: Block 10 Steam DistributionKagira Drawing SoltuionNo ratings yet
- 330130Document7 pages330130Cool SharyNo ratings yet
- Advanced Assessment of Pipeline Integrity Using ILI DataDocument5 pagesAdvanced Assessment of Pipeline Integrity Using ILI Dataargentino_ar01100% (1)
- BS en 12201 3 PDFDocument32 pagesBS en 12201 3 PDFCorciu Valentin33% (3)
- Ansi/Asme ASME B31.3 ASME B31.1: Power PlantDocument60 pagesAnsi/Asme ASME B31.3 ASME B31.1: Power PlantMercyNo ratings yet
- Boq 6.7MDocument3 pagesBoq 6.7Mphilweld navotasNo ratings yet
- Onshore Pipelines The Road To Success Vol 2Document228 pagesOnshore Pipelines The Road To Success Vol 2Erkan HorasanNo ratings yet
- Blue BookDocument171 pagesBlue BookJohn KupchaNo ratings yet
- Brooks Kynar, Low FlowmeterDocument8 pagesBrooks Kynar, Low FlowmeterRangga TaufiqurahmanNo ratings yet
- Manual de O&M Blackmer PumpsDocument16 pagesManual de O&M Blackmer PumpsArturo VillenaNo ratings yet
- All Forms - Mines Vocational Training Rules 1966Document39 pagesAll Forms - Mines Vocational Training Rules 1966hdpanchal8675% (4)
- 01 Supplementary Guidance For Reporting Hydrocarbon ReleasesDocument12 pages01 Supplementary Guidance For Reporting Hydrocarbon ReleasesFreddy TanNo ratings yet
- Bdmi 12ohs4552000 1Document28 pagesBdmi 12ohs4552000 1Syed HumzaNo ratings yet
- SE Malmö SWEDEN.Document91 pagesSE Malmö SWEDEN.John Mike ZstacaNo ratings yet
- SSP-SP-SPE-06000601 Process & Mechanical Plant (General)Document64 pagesSSP-SP-SPE-06000601 Process & Mechanical Plant (General)Mike BoyesNo ratings yet
- Introduction - Apple SteelsDocument3 pagesIntroduction - Apple SteelsYASHNo ratings yet
- Piping Guide b03Document8 pagesPiping Guide b03Jeferson Binay-anNo ratings yet
- API 618 CompressorsDocument2 pagesAPI 618 CompressorsHimawan Sigit NugrohoNo ratings yet