Download as pdf or txt
You might also like
- Stoichiometry Worksheet6-1Document6 pagesStoichiometry Worksheet6-1Von AmoresNo ratings yet
- Gear Pump PGP511Document11 pagesGear Pump PGP511Ayman AlhalfawyNo ratings yet
- Weld Like a Pro: Beginning to Advanced TechniquesFrom EverandWeld Like a Pro: Beginning to Advanced TechniquesRating: 4.5 out of 5 stars4.5/5 (6)
- Ham-Let Astava Line of ManifoldsDocument24 pagesHam-Let Astava Line of ManifoldsGaurav BedseNo ratings yet
- Surface Mining Brochure 2 PDFDocument25 pagesSurface Mining Brochure 2 PDFhugo sobrinoNo ratings yet
- Katalog Umformtechnik 293628 (2011) - EN-GBDocument84 pagesKatalog Umformtechnik 293628 (2011) - EN-GBDaivison CamposNo ratings yet
- Rotary Shaft Seals: Common Rotary Seal ProfilesDocument2 pagesRotary Shaft Seals: Common Rotary Seal ProfilesEarl HarbertNo ratings yet
- Gasket Design and AnalysisDocument32 pagesGasket Design and AnalysisJay MahajanNo ratings yet
- L9 Fastening System PDFDocument6 pagesL9 Fastening System PDFMarcel BaqueNo ratings yet
- Pipe Fittings and Port Adapters 6Document1 pagePipe Fittings and Port Adapters 6armin_kunosic9871No ratings yet
- Anchor Bolt MTCDocument6 pagesAnchor Bolt MTCshamshadkadavath1998No ratings yet
- BSA Lead Screws: Easy Running, Precise and Cost-Effective PositioningDocument16 pagesBSA Lead Screws: Easy Running, Precise and Cost-Effective PositioningDavid FrazãoNo ratings yet
- GWWSL Products Presentation - Version '20 F Slide ShowDocument18 pagesGWWSL Products Presentation - Version '20 F Slide ShowThang HoangNo ratings yet
- Sunriseiw IronworkersDocument26 pagesSunriseiw IronworkersjvictorvrNo ratings yet
- Wire Jacketing Nylon FirestoneDocument14 pagesWire Jacketing Nylon FirestoneAndres Valencia MiraNo ratings yet
- SRET Horizontal Spiral Accumulator Brochure 2018Document4 pagesSRET Horizontal Spiral Accumulator Brochure 2018isd constructionNo ratings yet
- AlemiteDocument20 pagesAlemitealaa889No ratings yet
- Solenoid PhysicsDocument4 pagesSolenoid PhysicsAl VlearNo ratings yet
- ASTAVA BV Holland CatalogDocument28 pagesASTAVA BV Holland CatalogXavierNo ratings yet
- Metall Ringe GBDocument12 pagesMetall Ringe GBMarín HernándezNo ratings yet
- Kitagawa ChuckDocument48 pagesKitagawa ChuckHainun FauziyahNo ratings yet
- TStud Concertina Leaflet Single Pages PDFDocument12 pagesTStud Concertina Leaflet Single Pages PDFVinicius Geraldini PiantolaNo ratings yet
- TStud Concertina Leaflet Single PagesDocument12 pagesTStud Concertina Leaflet Single PagesVinicius Geraldini PiantolaNo ratings yet
- Wrapid Tape™: Product DescriptionDocument2 pagesWrapid Tape™: Product DescriptionCristobal Leal Aranda100% (1)
- Swagefast CatalogueDocument17 pagesSwagefast CatalogueCarlyleNo ratings yet
- Jointing Systems: - PVC Pipe Jointing - Rubber Ring Jointing - Solvent Cement JointingDocument16 pagesJointing Systems: - PVC Pipe Jointing - Rubber Ring Jointing - Solvent Cement JointingFrancisco M. RamosNo ratings yet
- Technical Bulletine G Series ActuatorsDocument8 pagesTechnical Bulletine G Series Actuatorsarif_setyaw4nNo ratings yet
- Lit Slurry DataDocument8 pagesLit Slurry DataThariqNo ratings yet
- Block and Bleed Gauge Valves - M25 and M251: Product OverviewDocument5 pagesBlock and Bleed Gauge Valves - M25 and M251: Product OverviewFercomil S.A.SNo ratings yet
- MWC SVM ElectroformedMetalBellowsDocument16 pagesMWC SVM ElectroformedMetalBellowsgooogaNo ratings yet
- Product Catalogue: Your Specialist in Flow DrillingDocument64 pagesProduct Catalogue: Your Specialist in Flow DrillingВасяNo ratings yet
- Self Locking TapsDocument7 pagesSelf Locking Tapscamohunter71100% (1)
- Liquidtight Fittings: Cooper Crouse-HindsDocument8 pagesLiquidtight Fittings: Cooper Crouse-HindsAlex RamirezNo ratings yet
- ABB Instrumentation: From The Leader in Remote Seal TransmittersDocument26 pagesABB Instrumentation: From The Leader in Remote Seal TransmittersMorteza alizadehNo ratings yet
- Splice SteelDocument28 pagesSplice SteelNacho Tomé100% (1)
- OM 002 Belt Conveyor Idler Instruct 6E74091AB9993Document5 pagesOM 002 Belt Conveyor Idler Instruct 6E74091AB9993Imran DahalanNo ratings yet
- Sitesgfilescozyhq596files2020 093300XL20Transducer20Accessories20Datasheet20 20145668.pDocument15 pagesSitesgfilescozyhq596files2020 093300XL20Transducer20Accessories20Datasheet20 20145668.pqdzungNo ratings yet
- MB Crimper 2022 en WebDocument20 pagesMB Crimper 2022 en WebDavidMarianNo ratings yet
- WeldFit Energy BrochureDocument8 pagesWeldFit Energy BrochureRaymundo AlarconNo ratings yet
- Flexible Cord Connectors-Strain ReliefDocument15 pagesFlexible Cord Connectors-Strain ReliefAnonymous AsIbqUNo ratings yet
- PSI Casing End Seals For Carrier Pipe End SealDocument10 pagesPSI Casing End Seals For Carrier Pipe End SealvenkateshwaranNo ratings yet
- Coating Joint - Canusa Wrapid TapDocument2 pagesCoating Joint - Canusa Wrapid TapDani HartantoNo ratings yet
- Crosby Manual 2Document10 pagesCrosby Manual 2Salih KaderNo ratings yet
- Pressure and Flow Fittings Tutorial: Pressures Up To 10 MpaDocument6 pagesPressure and Flow Fittings Tutorial: Pressures Up To 10 MpaEnrique AssmannNo ratings yet
- Soportes EricoDocument12 pagesSoportes EricoJulian RiverosNo ratings yet
- C. Pipa Conduit ClipsalDocument6 pagesC. Pipa Conduit Clipsalsukma pratamaNo ratings yet
- 3.2. Flowstrong Yellowbox - Product SpecsDocument16 pages3.2. Flowstrong Yellowbox - Product SpecsHussain Al SanonaNo ratings yet
- OchureDocument13 pagesOchureFabian CampañaNo ratings yet
- SCC 760 PSDocument2 pagesSCC 760 PSjuanrebollolino1No ratings yet
- CH 7 InspectionDocument20 pagesCH 7 InspectionAndre MadilaNo ratings yet
- Series M80 M89 M70 M74 Sharpe 1Document12 pagesSeries M80 M89 M70 M74 Sharpe 1Abigail Lupe Aguilar YapuraNo ratings yet
- OC PultrusionDocument29 pagesOC PultrusionalmakmenNo ratings yet
- Rigid Coupling 4Document9 pagesRigid Coupling 4Yosia HutasoitNo ratings yet
- Hose and CouplingsDocument8 pagesHose and CouplingsJorge luis Cervantes carrilloNo ratings yet
- 29156Document4 pages29156Gus adiNo ratings yet
- Raci Brochure 2019 03 Single PagesDocument16 pagesRaci Brochure 2019 03 Single PagesIrina CretuNo ratings yet
- Cam Projectt.Document16 pagesCam Projectt.fu MozaNo ratings yet
- Welding Tips & Tricks: All you need to know about welding machines, welding helmets, and welding gogglesFrom EverandWelding Tips & Tricks: All you need to know about welding machines, welding helmets, and welding gogglesRating: 1 out of 5 stars1/5 (1)
- Spot Welding Interview Success: An Introduction to Spot WeldingFrom EverandSpot Welding Interview Success: An Introduction to Spot WeldingNo ratings yet
- Improving The Healthcare Quality Measurement System Using Attribute Agreement Analysis Assessing The Presence and Stage of Pressure UlcersDocument13 pagesImproving The Healthcare Quality Measurement System Using Attribute Agreement Analysis Assessing The Presence and Stage of Pressure UlcersAyman AlhalfawyNo ratings yet
- Vickers GPADocument5 pagesVickers GPAAyman AlhalfawyNo ratings yet
- En5919 1 0 09 20 - WK08X 01RDocument4 pagesEn5919 1 0 09 20 - WK08X 01RAyman AlhalfawyNo ratings yet
- Feeder Breaker Hydraulic Unit-Pages-2Document1 pageFeeder Breaker Hydraulic Unit-Pages-2Ayman AlhalfawyNo ratings yet
- Feeder Breaker Hydraulic Unit TableDocument1 pageFeeder Breaker Hydraulic Unit TableAyman AlhalfawyNo ratings yet
- Accessories Plugs: Directional Control ValvesDocument6 pagesAccessories Plugs: Directional Control ValvesAyman AlhalfawyNo ratings yet
- Capacity From 500 KG To 200000 KG: Compression / Tension Load Cells Compression / Tension Load CellsDocument2 pagesCapacity From 500 KG To 200000 KG: Compression / Tension Load Cells Compression / Tension Load CellsAyman AlhalfawyNo ratings yet
- Brevini Manual Mechanical Clutch IM1-CDSADocument2 pagesBrevini Manual Mechanical Clutch IM1-CDSAAyman AlhalfawyNo ratings yet
- Kovaz S.r.o.: Rod SealDocument5 pagesKovaz S.r.o.: Rod SealAyman AlhalfawyNo ratings yet
- Installation Guidelines enDocument2 pagesInstallation Guidelines enAyman AlhalfawyNo ratings yet
- Rexroth Threaded CouplingDocument1 pageRexroth Threaded CouplingAyman AlhalfawyNo ratings yet
- Automatic Lubrication System: Oil Lubrication Pumps For Orifice (01) and Injector (33V) Lubrication SystemsDocument2 pagesAutomatic Lubrication System: Oil Lubrication Pumps For Orifice (01) and Injector (33V) Lubrication SystemsAyman AlhalfawyNo ratings yet
- Cross Manufacturing Spec Sheets Welded Cylinders NU and NW SeriesDocument4 pagesCross Manufacturing Spec Sheets Welded Cylinders NU and NW SeriesAyman AlhalfawyNo ratings yet
- Gear Pump HDocument5 pagesGear Pump HAyman AlhalfawyNo ratings yet
- Parker Weld NippleDocument6 pagesParker Weld NippleAyman AlhalfawyNo ratings yet
- R Reference Manual Volume 1Document736 pagesR Reference Manual Volume 1PH1628No ratings yet
- Job Posting Groups ListDocument3 pagesJob Posting Groups ListShrutika singhNo ratings yet
- Measurement GER NER GPI - Version 1.0Document8 pagesMeasurement GER NER GPI - Version 1.0Wouter RijneveldNo ratings yet
- Exercise Oracle Forms 6i TrainingDocument5 pagesExercise Oracle Forms 6i TrainingFarooq Shahid100% (1)
- Lesson Plan in English 8Document66 pagesLesson Plan in English 8Mhairo Akira100% (1)
- Ujian General Mobile CraneDocument5 pagesUjian General Mobile CraneAgil Wahyu PamungkasNo ratings yet
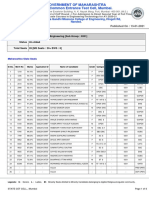
- 2127 - Mahatma Gandhi Missions College of Engineering, Hingoli RD, NandedDocument8 pages2127 - Mahatma Gandhi Missions College of Engineering, Hingoli RD, NandedAjit DeshmukhNo ratings yet
- Verizon Wiretapping - Comments in Support of MR Cowie's ComplaintDocument8 pagesVerizon Wiretapping - Comments in Support of MR Cowie's ComplaintireportNo ratings yet
- Office of The President: Bicol UniversityDocument1 pageOffice of The President: Bicol UniversityElmer BelgaNo ratings yet
- Iso 7966 1993Document11 pagesIso 7966 1993Sci KelayNo ratings yet
- Work Inspection Checklist: Project DetailsDocument1 pageWork Inspection Checklist: Project Detailsmark lester caluzaNo ratings yet
- Revit Programming For Beginners: Dan Mapes Senior BIM Coordinator/Developer at ME EngineersDocument17 pagesRevit Programming For Beginners: Dan Mapes Senior BIM Coordinator/Developer at ME EngineersjeanNo ratings yet
- Contoh Skrip Rakaman AudioDocument2 pagesContoh Skrip Rakaman AudioconankoayNo ratings yet
- ECE 5325/6325 Fall 2009: Exam 1 SolutionsDocument2 pagesECE 5325/6325 Fall 2009: Exam 1 Solutionswilfred godfreyNo ratings yet
- Flood Precast - Super Wideslab Load Span TablesDocument1 pageFlood Precast - Super Wideslab Load Span TablesRaymond KinnairdNo ratings yet
- F101-1 Client Information Form and ApprovalDocument4 pagesF101-1 Client Information Form and ApprovalgoyalpramodNo ratings yet
- Business Freedom: An Animated Powerpoint TemplateDocument19 pagesBusiness Freedom: An Animated Powerpoint TemplateKevin LpsNo ratings yet
- Aerospace Dissertation TopicsDocument7 pagesAerospace Dissertation TopicsPaySomeoneToDoMyPaperSanDiego100% (1)
- Proces CostingDocument14 pagesProces CostingKenDedesNo ratings yet
- Assignment Activity On Expenditure Cycles - To Be ContinuedDocument3 pagesAssignment Activity On Expenditure Cycles - To Be ContinuedRico, Jalaica B.No ratings yet
- Month + Teaching Days Unit Total Teaching Periods: Vibgyor High Grade - 2 English Literature Year Plan (AY 2020 - 2021)Document65 pagesMonth + Teaching Days Unit Total Teaching Periods: Vibgyor High Grade - 2 English Literature Year Plan (AY 2020 - 2021)TAPASsenguptaNo ratings yet
- Higher Eng Maths 9th Ed 2021 Solutions ChapterDocument17 pagesHigher Eng Maths 9th Ed 2021 Solutions ChapterAubrey JosephNo ratings yet
- GE4.2 Bearing Capacity EquationsDocument66 pagesGE4.2 Bearing Capacity EquationsInter Galactic0% (1)
- Futures - Tiempos Futuros BBDocument10 pagesFutures - Tiempos Futuros BBLuz DuranteNo ratings yet
- ISA RP3.2-1960 Flange Mounted Sharp Edged Orifice Plate For Flow Measurement PDFDocument8 pagesISA RP3.2-1960 Flange Mounted Sharp Edged Orifice Plate For Flow Measurement PDFamshahNo ratings yet
- Sspc-Ab 2Document3 pagesSspc-Ab 2HafidzManafNo ratings yet
- MySQL Cheat Sheet PDFDocument2 pagesMySQL Cheat Sheet PDFEsha ShahNo ratings yet
- Risk Assessment On Temperature and Relative Humidity Deviation During On-Going Stability StudiesDocument2 pagesRisk Assessment On Temperature and Relative Humidity Deviation During On-Going Stability StudiesAAAAAAAAAAAAAAAAAAAA ANo ratings yet
- Spatial Modulation - Optimal Detection and Performance AnalysisDocument3 pagesSpatial Modulation - Optimal Detection and Performance AnalysisAliakbar AlastiNo ratings yet