Download as pdf or txt
You might also like
- Small Block Chevrolet: Stock and High-Performance RebuildsFrom EverandSmall Block Chevrolet: Stock and High-Performance RebuildsRating: 4 out of 5 stars4/5 (14)
- Mercedes - Benz Vito & V-Class Petrol & Diesel Models: Workshop Manual - 2000 - 2003From EverandMercedes - Benz Vito & V-Class Petrol & Diesel Models: Workshop Manual - 2000 - 2003Rating: 5 out of 5 stars5/5 (1)
- Structural Drawings 2Document9 pagesStructural Drawings 2Makenson MuscadinNo ratings yet
- Spicer d46 170 Parts List PDFDocument34 pagesSpicer d46 170 Parts List PDFAntony Moreno100% (1)
- Performance Performance: 01 General 01 GeneralDocument83 pagesPerformance Performance: 01 General 01 Generalredbeard_06No ratings yet
- Work HoldingDocument5 pagesWork HoldingBalvinder Uday BudaniaNo ratings yet
- Practical Process Control for Engineers and TechniciansFrom EverandPractical Process Control for Engineers and TechniciansRating: 5 out of 5 stars5/5 (3)
- CHAPTER 1 2 (Boring Knurling)Document18 pagesCHAPTER 1 2 (Boring Knurling)hudarusliNo ratings yet
- CHAPTER 1 2 (Boring Knurling)Document18 pagesCHAPTER 1 2 (Boring Knurling)hudarusliNo ratings yet
- Practical 7 Lathe MachineDocument5 pagesPractical 7 Lathe MachineTendayiBonzo100% (7)
- Tilting ViceDocument35 pagesTilting ViceAakash DindigulNo ratings yet
- The Fundamentals of Segmented Woodturning: Projects, Techniques & Innovations for Today’s WoodturnerFrom EverandThe Fundamentals of Segmented Woodturning: Projects, Techniques & Innovations for Today’s WoodturnerRating: 4 out of 5 stars4/5 (1)
- The Geometrical Tolerancing Desk Reference: Creating and Interpreting ISO Standard Technical DrawingsFrom EverandThe Geometrical Tolerancing Desk Reference: Creating and Interpreting ISO Standard Technical DrawingsRating: 4.5 out of 5 stars4.5/5 (10)
- CHAPTER 5 (Clamping Device)Document26 pagesCHAPTER 5 (Clamping Device)hudarusli100% (1)
- Lathes and Lathe Machining OperationsDocument18 pagesLathes and Lathe Machining Operationssarasrisam100% (1)
- Jig DesignDocument29 pagesJig DesignAbhimanyu PandeyNo ratings yet
- Cam Operated Reciprocating ViceDocument46 pagesCam Operated Reciprocating ViceseaNo ratings yet
- Instruction Manual: 192 Series Precision Involute Knurl / Spline ToolsDocument17 pagesInstruction Manual: 192 Series Precision Involute Knurl / Spline ToolsKhoirul FeriansyahNo ratings yet
- Turning and Lathe - Guia de Estudo - 2016Document10 pagesTurning and Lathe - Guia de Estudo - 2016Anderson R. RojasNo ratings yet
- Basic Machining Week 10-13Document26 pagesBasic Machining Week 10-13Jonathan Alicabo (Geminitwin)No ratings yet
- ME6311 Manufacturing Technology Lab IDocument44 pagesME6311 Manufacturing Technology Lab Irahul dNo ratings yet
- A Study On Types of Lathe Machine and Operations: ReviewDocument6 pagesA Study On Types of Lathe Machine and Operations: ReviewJames UgbesNo ratings yet
- Department of Mechanical Engineering Report No.Document8 pagesDepartment of Mechanical Engineering Report No.DA YA NANo ratings yet
- Quiz1 ReviewerDocument17 pagesQuiz1 ReviewerJag MasterNo ratings yet
- Manufacturing Process Assignment 1Document10 pagesManufacturing Process Assignment 1abhishek chibNo ratings yet
- Lec. 2,3 PDFDocument52 pagesLec. 2,3 PDFAwad M. El ArabyNo ratings yet
- Lathe MachineDocument22 pagesLathe MachineRaghavMaheshwariNo ratings yet
- Lathe Machine OperationDocument68 pagesLathe Machine OperationKarthick N100% (8)
- Lab Report 06 MEMDocument12 pagesLab Report 06 MEMImdad JalaliNo ratings yet
- DJM1012 Mechatronic Workshop Practice-Machining ReportDocument16 pagesDJM1012 Mechatronic Workshop Practice-Machining ReportRachel Ramirez100% (7)
- Design of FixtureDocument4 pagesDesign of Fixtureapi-26046805No ratings yet
- Me2207 Manufacturing Technology I Lab ManualDocument71 pagesMe2207 Manufacturing Technology I Lab ManualKarthick N91% (11)
- DV09PUB1 Study GuideDocument5 pagesDV09PUB1 Study Guidesbbu agraNo ratings yet
- ChapterDocument46 pagesChapterarkarminkhant734No ratings yet
- Basics of Milling Machine and Its RigidityDocument9 pagesBasics of Milling Machine and Its RigidityshubhamNo ratings yet
- Faculty of Mechanical and Manufacturing Engineering Department of Mechanical EngineeringDocument10 pagesFaculty of Mechanical and Manufacturing Engineering Department of Mechanical EngineeringEzzuan RaesNo ratings yet
- Multi Spindle Drilling Machine Project File - CompressDocument28 pagesMulti Spindle Drilling Machine Project File - CompressSidhesh KalangutkarNo ratings yet
- Updated Lathe ManualDocument12 pagesUpdated Lathe ManualDivyansh GargNo ratings yet
- m2 - U2 - Facing, Parallel & Step TurningDocument16 pagesm2 - U2 - Facing, Parallel & Step TurningViệt Đặng XuânNo ratings yet
- Lathe Accessories and Attachments Lathe Accessories:: 1. Face PlateDocument7 pagesLathe Accessories and Attachments Lathe Accessories:: 1. Face PlateRohan SahaNo ratings yet
- Man Pro Lab Lab Exp No 6 - Introduction To Lathe OperationDocument8 pagesMan Pro Lab Lab Exp No 6 - Introduction To Lathe OperationfotickNo ratings yet
- 6.intro To Photo of Multi Drill HolderDocument35 pages6.intro To Photo of Multi Drill Holdervijay vijayNo ratings yet
- Ted 221 - Machine Shop Practice 1Document34 pagesTed 221 - Machine Shop Practice 1Mr. MushahidNo ratings yet
- Practicals Hand Book 2022Document45 pagesPracticals Hand Book 2022dhiviyamainanNo ratings yet
- m2 U8 Concentric Turning (4-Jaw)Document13 pagesm2 U8 Concentric Turning (4-Jaw)Việt Đặng XuânNo ratings yet
- Lathe MachineDocument6 pagesLathe MachineJuno Eron TalamayanNo ratings yet
- Broaching FixtureDocument6 pagesBroaching Fixturemahmoudelsayad01013No ratings yet
- Information Sheet No3Document15 pagesInformation Sheet No3Indri VinceNo ratings yet
- Lathe AccessoriesDocument10 pagesLathe AccessoriesJeremiah FernandezNo ratings yet
- Machine LatheDocument4 pagesMachine LatheKirubel MulugetaNo ratings yet
- Lab Session: 01 ObjectiveDocument9 pagesLab Session: 01 ObjectiveAhmad Bin SadiqNo ratings yet
- Multi Spindle Attacment in Drilling MachineDocument31 pagesMulti Spindle Attacment in Drilling MachineStartechnico Technocrats100% (1)
- Work 13Document17 pagesWork 13engineeradel2No ratings yet
- Measuring and Marking Metals for Home Machinists: Accurate Techniques for the Small ShopFrom EverandMeasuring and Marking Metals for Home Machinists: Accurate Techniques for the Small ShopRating: 4 out of 5 stars4/5 (1)
- Why Industrial Bearings Fail: Analysis, Maintenance, and PreventionFrom EverandWhy Industrial Bearings Fail: Analysis, Maintenance, and PreventionNo ratings yet
- Band Saw (Missing Shop Manual): The Tool Information You Need at Your FingertipsFrom EverandBand Saw (Missing Shop Manual): The Tool Information You Need at Your FingertipsRating: 5 out of 5 stars5/5 (1)
- How to Run a Lathe - Volume I (Edition 43) The Care and Operation of a Screw-Cutting LatheFrom EverandHow to Run a Lathe - Volume I (Edition 43) The Care and Operation of a Screw-Cutting LatheRating: 4.5 out of 5 stars4.5/5 (2)
- Metalwork and Machining Hints and Tips for Home Machinists: 101 Plans and DrawingsFrom EverandMetalwork and Machining Hints and Tips for Home Machinists: 101 Plans and DrawingsNo ratings yet
- Grinding Overview: Machinist Grinder Interview Questions and AnswersFrom EverandGrinding Overview: Machinist Grinder Interview Questions and AnswersNo ratings yet
- Chapter 7.5 - EntropyDocument11 pagesChapter 7.5 - EntropyhudarusliNo ratings yet
- CH 5 NotesDocument56 pagesCH 5 NoteshudarusliNo ratings yet
- Chapter 1.1 - Basic Concepts of ThermodynamicsDocument20 pagesChapter 1.1 - Basic Concepts of ThermodynamicshudarusliNo ratings yet
- Determination of Operation Characteristics of A SyDocument8 pagesDetermination of Operation Characteristics of A SyhudarusliNo ratings yet
- Handout Engineering MaterialsDocument225 pagesHandout Engineering MaterialshudarusliNo ratings yet
- Chapter 1.2 - Basic Concepts of ThermodynamicsDocument21 pagesChapter 1.2 - Basic Concepts of ThermodynamicshudarusliNo ratings yet
- Chapter 2.1 - Energy, Energy Transfer - General Energy AnalysisDocument24 pagesChapter 2.1 - Energy, Energy Transfer - General Energy AnalysishudarusliNo ratings yet
- Introduction To CNC Milling - 1Document24 pagesIntroduction To CNC Milling - 1hudarusliNo ratings yet
- MPT 0192 - NotesDocument213 pagesMPT 0192 - NoteshudarusliNo ratings yet
- Interaksi Dan Pertukaran Intelek Saintis Agronomi Dan Doktor Perubatan Di Al-AndalusDocument23 pagesInteraksi Dan Pertukaran Intelek Saintis Agronomi Dan Doktor Perubatan Di Al-AndalushudarusliNo ratings yet
- Economics Thesis Blue VariantDocument37 pagesEconomics Thesis Blue VarianthudarusliNo ratings yet
- Analysis of Power Losses in 33/11KV Distribution Feeder Circuits Via Loss Factor TechniqueDocument10 pagesAnalysis of Power Losses in 33/11KV Distribution Feeder Circuits Via Loss Factor TechniquehudarusliNo ratings yet
- ADAS 01-08 (Japan) Drivers Abnormal Condition Response System - Deceleration Stop Type Basic Design DocumentDocument27 pagesADAS 01-08 (Japan) Drivers Abnormal Condition Response System - Deceleration Stop Type Basic Design DocumenthudarusliNo ratings yet
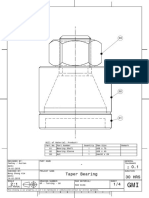
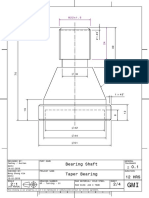
- Workshop Practice - Turning - Taper Bearing Assembly - 20150118Document1 pageWorkshop Practice - Turning - Taper Bearing Assembly - 20150118hudarusliNo ratings yet
- Workshop Practice - Turning - Part 1 - 20150118Document1 pageWorkshop Practice - Turning - Part 1 - 20150118hudarusliNo ratings yet
- S E P - C A (9 80 P) T P C: Ample XAM Roblem Ircuit Nalysis OF RoblemsDocument3 pagesS E P - C A (9 80 P) T P C: Ample XAM Roblem Ircuit Nalysis OF RoblemshudarusliNo ratings yet
- Process Plan Project Name Material Part Name Drawing No Duration Operation Cutting Parameter Remark V M/min F Mm/revDocument1 pageProcess Plan Project Name Material Part Name Drawing No Duration Operation Cutting Parameter Remark V M/min F Mm/revhudarusliNo ratings yet
- GMO 0313 CONV MillingDocument66 pagesGMO 0313 CONV MillinghudarusliNo ratings yet
- Chap 1-1Document53 pagesChap 1-1hudarusliNo ratings yet
- Process Plan: Taper Bearing Mild Steel Nut 03 6hrs TurningDocument2 pagesProcess Plan: Taper Bearing Mild Steel Nut 03 6hrs TurninghudarusliNo ratings yet
- Process Plan: V-Block Mild Steel V-Block 2 01 28hrs MillingDocument2 pagesProcess Plan: V-Block Mild Steel V-Block 2 01 28hrs MillinghudarusliNo ratings yet
- CHAPTER 5 (Clamping Device)Document26 pagesCHAPTER 5 (Clamping Device)hudarusli100% (1)
- Chapter 3 (Taper)Document13 pagesChapter 3 (Taper)hudarusliNo ratings yet
- Grinding Technology GMO 0252Document88 pagesGrinding Technology GMO 0252hudarusliNo ratings yet
- Map 2163 Pre-Calculus Tutorial Chapter1Document34 pagesMap 2163 Pre-Calculus Tutorial Chapter1hudarusliNo ratings yet
- Pitch Gauge108 PDFDocument1 pagePitch Gauge108 PDFninatenaNo ratings yet
- EN 12570 - Sizing Operating ElementDocument7 pagesEN 12570 - Sizing Operating Elementyashif aliNo ratings yet
- A516 MaterialDocument3 pagesA516 MaterialductaiutcNo ratings yet
- OL-Moles QPDocument35 pagesOL-Moles QPBisma RajaNo ratings yet
- Cover LetterDocument1 pageCover LetterPedro RomeraNo ratings yet
- Gala 333FF-300Document1 pageGala 333FF-300Adriano BispoNo ratings yet
- Super Sujata Die CatalogueDocument3 pagesSuper Sujata Die CatalogueVishal ChoudharyNo ratings yet
- 3-Piece Tube Assembly: Stainless Steel High Pressure 37° Tube Fittings 1/8'' TO 2''Document22 pages3-Piece Tube Assembly: Stainless Steel High Pressure 37° Tube Fittings 1/8'' TO 2''Gaurav BedseNo ratings yet
- Statics TutorialDocument4 pagesStatics TutorialAshley ReyesNo ratings yet
- Hf-Erw Hf-Erw: Pipes & Tubes Pipes & TubesDocument8 pagesHf-Erw Hf-Erw: Pipes & Tubes Pipes & Tubesmoechamad_aditiaNo ratings yet
- Heights and DistancesDocument10 pagesHeights and DistancesSangramjit SinghNo ratings yet
- SCM Tech1Document7 pagesSCM Tech1Adnan MalekNo ratings yet
- Diagram Vektor Struktur - 16 April 2022Document10 pagesDiagram Vektor Struktur - 16 April 2022Sevenuary Bastian HidayatullohNo ratings yet
- MODULESDocument11 pagesMODULESMatt ValenciaNo ratings yet
- SSG B748-I 11 VrconfigDocument9 pagesSSG B748-I 11 VrconfigNazim ToumNo ratings yet
- PRISESDocument52 pagesPRISESChandra SekharNo ratings yet
- Design of Nut & BoltDocument4 pagesDesign of Nut & BoltJyoti Kale0% (1)
- Ul797emt Conduit DatasheetDocument1 pageUl797emt Conduit DatasheetJonathan QuirosNo ratings yet
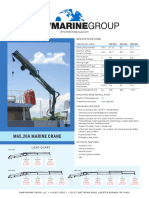
- M65.20A Flier Tech Sheet New 1Document2 pagesM65.20A Flier Tech Sheet New 1Diego martinez castellanosNo ratings yet
- SOP For Pressure TestingDocument3 pagesSOP For Pressure TestingvictorNo ratings yet
- Asme B16.24 - 2001Document24 pagesAsme B16.24 - 2001luigiNo ratings yet
- Curva TD12F - 1000GPM@130PSI - 2950RPMDocument2 pagesCurva TD12F - 1000GPM@130PSI - 2950RPMHenry Hurtado ZeladaNo ratings yet
- External & Internal KM Locknut Socket: 44K7 64K7 44K8 64K8 1/2" 1/2" 3/4" 3/4"Document1 pageExternal & Internal KM Locknut Socket: 44K7 64K7 44K8 64K8 1/2" 1/2" 3/4" 3/4"Alejandro FigueroaNo ratings yet
- Final Exam MMC AnswerDocument4 pagesFinal Exam MMC AnswerSohail KhanNo ratings yet
- Demag CC1500 - Specifications 300TDocument42 pagesDemag CC1500 - Specifications 300Tmartin_jaitmanNo ratings yet
- Tomoe General CatalogDocument508 pagesTomoe General CatalogArianto SutarnioNo ratings yet
- Hilti Te35Document6 pagesHilti Te35Marius BalicaNo ratings yet