
Ammeraal Endless Joint
Ammeraal Endless Joint
You might also like
- OU Open University SM358 2014 Exam SolutionsDocument30 pagesOU Open University SM358 2014 Exam Solutionssam smith50% (2)
- Wire Rope Inspection Form: Date: Inspector: Supervisor/ForemanDocument1 pageWire Rope Inspection Form: Date: Inspector: Supervisor/ForemanHasan AshNo ratings yet
- Girth Gear Wear PDFDocument6 pagesGirth Gear Wear PDFRajib DuttaNo ratings yet
- Ammeraal Envolsadoras LinatexDocument4 pagesAmmeraal Envolsadoras LinatexVictor MoralesNo ratings yet
- Bibby CouplingsDocument36 pagesBibby Couplingsmarklamb1hotmailcouk100% (1)
- Manual TB WoodsDocument92 pagesManual TB WoodsjoadNo ratings yet
- Tape & Glue Process 2Document6 pagesTape & Glue Process 2ocolibriNo ratings yet
- SUREFLEX Elostomer Coupling - J TypeDocument9 pagesSUREFLEX Elostomer Coupling - J TypeYuswardi -No ratings yet
- 6L8-VL-PR3: Corrects/Prevents/ReducesDocument4 pages6L8-VL-PR3: Corrects/Prevents/ReducesautomaticosbrasilNo ratings yet
- AODEHD2Document8 pagesAODEHD2ravenhotrods64No ratings yet
- Process Control and Yarn Quality in SpinningDocument7 pagesProcess Control and Yarn Quality in Spinningjack_hero_56No ratings yet
- Backer RodDocument2 pagesBacker RodasdasNo ratings yet
- 42rle balveDocument7 pages42rle balveLalo Barajas GarciaNo ratings yet
- PI PE Drain PI PE: Mitsubishi Heavy Industries KX Installation Inspection ChecklistDocument2 pagesPI PE Drain PI PE: Mitsubishi Heavy Industries KX Installation Inspection ChecklistRajesh Singh100% (1)
- Expertip 4 Tips For Dryer Fabric GuidingDocument3 pagesExpertip 4 Tips For Dryer Fabric GuidingnotengofffNo ratings yet
- Woods BrochureDocument93 pagesWoods BrochureChristianReinosoNo ratings yet
- Plugs SummaryDocument3 pagesPlugs SummaryRaed fouadNo ratings yet
- Safety Harness ChecklistDocument2 pagesSafety Harness ChecklistTilak RajNo ratings yet
- Types of Flexible CouplingsDocument11 pagesTypes of Flexible Couplingsdfz138No ratings yet
- Characteristics of Defects of Different Fabrics and Their RemediesDocument4 pagesCharacteristics of Defects of Different Fabrics and Their RemediesSajad AliNo ratings yet
- CommentsDocument1 pageCommentsvino pooNo ratings yet
- Simple Quarter-Crack Repair MethodDocument4 pagesSimple Quarter-Crack Repair Methodjkoehler8439No ratings yet
- Photographic ReportDocument11 pagesPhotographic ReportSAYEDNo ratings yet
- B441.20 - 1 en ClampingjawsDocument8 pagesB441.20 - 1 en ClampingjawsPaula Cristina QuaresmaNo ratings yet
- TL-24 - US Welding TrblshootDocument6 pagesTL-24 - US Welding TrblshootJ Eduardo Osegueda CNo ratings yet
- Junbond® JB-9700-TDSDocument2 pagesJunbond® JB-9700-TDSJunbond silicone sealantNo ratings yet
- S. No Comparison Items Chemilink SS-108 vs. Indonesia Competitors Chemilink Rotec Difa General PropertiesDocument2 pagesS. No Comparison Items Chemilink SS-108 vs. Indonesia Competitors Chemilink Rotec Difa General PropertiesHenry Dwi PuteraNo ratings yet
- PAN-25 Weld TRBLSHDocument4 pagesPAN-25 Weld TRBLSHMiguel ArriecheNo ratings yet
- Switch Top - Bottom CompatibilityDocument4 pagesSwitch Top - Bottom CompatibilityRadityaNo ratings yet
- How To Keep Your Equipment Making Hay.: Agricultural Belt TipsDocument4 pagesHow To Keep Your Equipment Making Hay.: Agricultural Belt TipsKeith VestNo ratings yet
- Technical Information Pergo Laminate Living Expression AsiaDocument2 pagesTechnical Information Pergo Laminate Living Expression AsiaAndreea ConstantinescuNo ratings yet
- Ob Turati OnDocument1 pageOb Turati OnmagnedyllemirandaNo ratings yet
- Illustration and Analysis of Seal Face Damage PatternsDocument12 pagesIllustration and Analysis of Seal Face Damage PatternsЭдуардс КеистерсNo ratings yet
- SLIDE 5 WHY - 22 JanDocument19 pagesSLIDE 5 WHY - 22 JanAmin RizkyNo ratings yet
- Application Guide For Ucrete: April 2018Document64 pagesApplication Guide For Ucrete: April 2018Moath AlhajiriNo ratings yet
- Method: Wrong Setting of Feeder RollDocument12 pagesMethod: Wrong Setting of Feeder Rollrajesh sharmaNo ratings yet
- Syntho-Glass FX Datasheet (Rev 1. - 12.31.09)Document2 pagesSyntho-Glass FX Datasheet (Rev 1. - 12.31.09)Masood KhanNo ratings yet
- SKF TSN 508 L SpecificationDocument3 pagesSKF TSN 508 L Specificationegi yugiNo ratings yet
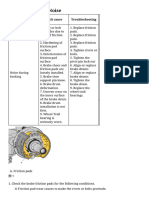
- Brake Pads Trouble Tracer ChartDocument1 pageBrake Pads Trouble Tracer ChartSteven FryeNo ratings yet
- T 13 PG 35-36 PDFDocument2 pagesT 13 PG 35-36 PDFJossimar PerezNo ratings yet
- Technical Details: Vee Pack SetsDocument2 pagesTechnical Details: Vee Pack SetsJosé HurtadoNo ratings yet
- Junbond High Quality Acetic Silicone Sealant Technical Data Sheet!Document3 pagesJunbond High Quality Acetic Silicone Sealant Technical Data Sheet!Junbond silicone sealantNo ratings yet
- Issues Faced in Track and Its SolutionsDocument11 pagesIssues Faced in Track and Its SolutionsAbhishek PramanikNo ratings yet
- brake abnormal noise三一集团信息服务系统Document4 pagesbrake abnormal noise三一集团信息服务系统Al FadilNo ratings yet
- SPA APS Flange InsulationDocument2 pagesSPA APS Flange InsulationparhamadkNo ratings yet
- 50cc Sky LinkDocument20 pages50cc Sky LinkHezron Bryian ManurungNo ratings yet
- Thimbles Wire Rope SlingsDocument1 pageThimbles Wire Rope Slingsrahmat hidayatNo ratings yet
- Concrete Pour Card: NO. Description Required Actual Tolerance Remarks A ReinforcementDocument2 pagesConcrete Pour Card: NO. Description Required Actual Tolerance Remarks A Reinforcementrupesh kambleNo ratings yet
- Checklist For Inspection of Bridges by Bridge Line UnitsDocument3 pagesChecklist For Inspection of Bridges by Bridge Line UnitsSSE Bridge SSBNo ratings yet
- PC21 ManualDocument34 pagesPC21 ManualdavidjudahNo ratings yet
- H84395 UsenDocument2 pagesH84395 Usenqwerty uiopNo ratings yet
- How To Measure The Length of A Zipper: Metal Zipper Size ChartDocument2 pagesHow To Measure The Length of A Zipper: Metal Zipper Size ChartKarlaNo ratings yet
- Root Cause AnalysisDocument21 pagesRoot Cause AnalysisXavier JosephNo ratings yet
- Coupling Make-Up Procedure Mu-Cplg-000Document7 pagesCoupling Make-Up Procedure Mu-Cplg-000Cong BuiNo ratings yet
- CCT PSA Tape Application GuideDocument4 pagesCCT PSA Tape Application GuideFrankNo ratings yet
- Cutting EdgesDocument43 pagesCutting EdgesssinokrotNo ratings yet
- Single Hung TIlt Pac 19970077Document5 pagesSingle Hung TIlt Pac 19970077Fark OffNo ratings yet
- FIBRE EXPANSION JOINT Product Data 2133416Document2 pagesFIBRE EXPANSION JOINT Product Data 2133416MNo ratings yet
- 5024 - Wire Rope Sling Inspection Form PDFDocument1 page5024 - Wire Rope Sling Inspection Form PDFAgung NugrohoNo ratings yet
- PM-401 Vinyl Mechanical Joining Rev 007 9-9-19Document25 pagesPM-401 Vinyl Mechanical Joining Rev 007 9-9-19pportesNo ratings yet
- Wind Sock Stand (Double Ball Bearing) - GI (5 FT)Document1 pageWind Sock Stand (Double Ball Bearing) - GI (5 FT)Clifford ShundNo ratings yet
- DEKSTRIP Expandable Edged Flashing Product Data 661408Document2 pagesDEKSTRIP Expandable Edged Flashing Product Data 661408luisNo ratings yet
- The Marmo Method Modelbuilding Guide #8: Building The Revell 1/32 scale Bell AH-1G Cobra in a Viet Nam VignetteFrom EverandThe Marmo Method Modelbuilding Guide #8: Building The Revell 1/32 scale Bell AH-1G Cobra in a Viet Nam VignetteNo ratings yet
- Plastic Modular Belt: C Uni CNBDocument4 pagesPlastic Modular Belt: C Uni CNBVictor MoralesNo ratings yet
- A-B Profiles 2013Document8 pagesA-B Profiles 2013Victor MoralesNo ratings yet
- Gmta 500Document1 pageGmta 500Victor MoralesNo ratings yet
- Nitta Belt PolyDocument16 pagesNitta Belt PolyVictor MoralesNo ratings yet
- Technical Data Sheet Fabric Style Composition Finish Weight Permeability Weave Thickness Tensile Strength Mesh Count Opening SizeDocument1 pageTechnical Data Sheet Fabric Style Composition Finish Weight Permeability Weave Thickness Tensile Strength Mesh Count Opening SizeVictor MoralesNo ratings yet
- Sprocket PDF 4275Document88 pagesSprocket PDF 4275Ivan HarijantoNo ratings yet
- Z Overlap A Procedimientos de Vulcanizado VOLTADocument5 pagesZ Overlap A Procedimientos de Vulcanizado VOLTAVictor MoralesNo ratings yet
- 215 Fms Transilon Product Range MultiDocument8 pages215 Fms Transilon Product Range MultiVictor MoralesNo ratings yet
- Broc en Profiles 8-Pages 081013Document8 pagesBroc en Profiles 8-Pages 081013Victor MoralesNo ratings yet
- ABUSASpecFab 0408Document8 pagesABUSASpecFab 0408Victor MoralesNo ratings yet
- Timing Belt Catalogue ResumeDocument9 pagesTiming Belt Catalogue ResumeVictor MoralesNo ratings yet
- T5 Steel Linear PDFDocument1 pageT5 Steel Linear PDFVictor MoralesNo ratings yet
- Calculo de Bandas TransportadorasDocument29 pagesCalculo de Bandas TransportadorasVictor MoralesNo ratings yet
- ATL10 Steel,: Timing Belt Data Sheet PU LinearDocument1 pageATL10 Steel,: Timing Belt Data Sheet PU LinearVictor MoralesNo ratings yet
- Belt For Tyre IndustryDocument12 pagesBelt For Tyre IndustryVictor MoralesNo ratings yet
- AT10 Steel,: Timing Belt Data Sheet PU LinearDocument1 pageAT10 Steel,: Timing Belt Data Sheet PU LinearVictor MoralesNo ratings yet
- Calculo en Teoria y PracticaDocument5 pagesCalculo en Teoria y PracticaVictor MoralesNo ratings yet
- Lennox Mini Split Air Conditioner Heat Pump Error CodesDocument3 pagesLennox Mini Split Air Conditioner Heat Pump Error CodesJoseNorbertoNo ratings yet
- Monthly Maintenance Department Report: PT Cemindo GemilangDocument12 pagesMonthly Maintenance Department Report: PT Cemindo GemilangShahNo ratings yet
- Expanding Fire Tube Boiler Tubes - Elliott ToolDocument3 pagesExpanding Fire Tube Boiler Tubes - Elliott ToolAVINASH ANAND RAONo ratings yet
- Bahrain World Trade Center BWTC The First Large-Scale Integration of Wind Turbines in A BuildingDocument11 pagesBahrain World Trade Center BWTC The First Large-Scale Integration of Wind Turbines in A Buildingrjchp100% (1)
- JCB50 - JCB51 - JCB55: Mini ExcavatorDocument24 pagesJCB50 - JCB51 - JCB55: Mini ExcavatorNaivaidhNo ratings yet
- ACI349-97 - Code Requirements For Nuclear Safety Related Concrete StructuresDocument13 pagesACI349-97 - Code Requirements For Nuclear Safety Related Concrete Structuresmiguel fuentesNo ratings yet
- B-64112en 01 060302Document416 pagesB-64112en 01 060302Reiko SakurakoNo ratings yet
- Eil SpecDocument37 pagesEil SpecJames100% (1)
- Basic Concepts, Rectangular and T Beams PDFDocument49 pagesBasic Concepts, Rectangular and T Beams PDFAhmed Hussein KamelNo ratings yet
- Machine Design-I and II Lecture NotesDocument37 pagesMachine Design-I and II Lecture NotesAzeem MohammadNo ratings yet
- SATIP-L-450-03 Mechanical Ne: Saudi Aramco Typical Inspection Plan Cross Country Above Ground PipeliDocument13 pagesSATIP-L-450-03 Mechanical Ne: Saudi Aramco Typical Inspection Plan Cross Country Above Ground Pipelikarthi51289No ratings yet
- Columbia Accident Investigation Board Volume Five Book ThreeDocument685 pagesColumbia Accident Investigation Board Volume Five Book ThreeBob AndrepontNo ratings yet
- John Mark R. Allas Bs Che-3Document11 pagesJohn Mark R. Allas Bs Che-3John Lloyd De CastroNo ratings yet
- Hi-Force Product Catalogue - HFM1911EN (Page 93)Document1 pageHi-Force Product Catalogue - HFM1911EN (Page 93)AZLAN ABDULLAINo ratings yet
- DH Parameters PDFDocument122 pagesDH Parameters PDFyash523No ratings yet
- JW91 2011Document33 pagesJW91 2011maximchacaNo ratings yet
- Control Sheet SeptemberDocument10 pagesControl Sheet SeptemberM MiftakhNo ratings yet
- 0960-0297 - I8 - 201706 Controlador PCC22100Document90 pages0960-0297 - I8 - 201706 Controlador PCC22100reycoeleNo ratings yet
- Outline Steel Design SpreadsheetDocument22 pagesOutline Steel Design Spreadsheetberto2008No ratings yet
- RW-200/RW-200E: Heat-Shrinkable TubingDocument3 pagesRW-200/RW-200E: Heat-Shrinkable TubingAlterego FotoNo ratings yet
- Rubber Products ApplicationsDocument12 pagesRubber Products Applicationsjhon jairo arango100% (1)
- Aparato de Equivalencia Mecánica de CalorDocument18 pagesAparato de Equivalencia Mecánica de CalorMaria Alejandra Alzate RincónNo ratings yet
- Production Engineering I (Meng 3191) : Lecture On: Chip FormationDocument52 pagesProduction Engineering I (Meng 3191) : Lecture On: Chip FormationFasil Getachew100% (1)
- Hydraulic Bollard Use and Installation ManualDocument30 pagesHydraulic Bollard Use and Installation ManualXavier VillegasNo ratings yet
- Valery MarinovDocument19 pagesValery MarinovMukund GoelNo ratings yet
- Automotive TestingDocument4 pagesAutomotive Testingtahera aqeelNo ratings yet
- Bendix M-32 - (QR)Document8 pagesBendix M-32 - (QR)Hernando MontenegroNo ratings yet
- RedLine ManualDocument2 pagesRedLine ManualBernardo Campos PereiraNo ratings yet









































































































Download as pdf or txt
You might also like
- OU Open University SM358 2014 Exam SolutionsDocument30 pagesOU Open University SM358 2014 Exam Solutionssam smith50% (2)
- Wire Rope Inspection Form: Date: Inspector: Supervisor/ForemanDocument1 pageWire Rope Inspection Form: Date: Inspector: Supervisor/ForemanHasan AshNo ratings yet
- Girth Gear Wear PDFDocument6 pagesGirth Gear Wear PDFRajib DuttaNo ratings yet
- Ammeraal Envolsadoras LinatexDocument4 pagesAmmeraal Envolsadoras LinatexVictor MoralesNo ratings yet
- Bibby CouplingsDocument36 pagesBibby Couplingsmarklamb1hotmailcouk100% (1)
- Manual TB WoodsDocument92 pagesManual TB WoodsjoadNo ratings yet
- Tape & Glue Process 2Document6 pagesTape & Glue Process 2ocolibriNo ratings yet
- SUREFLEX Elostomer Coupling - J TypeDocument9 pagesSUREFLEX Elostomer Coupling - J TypeYuswardi -No ratings yet
- 6L8-VL-PR3: Corrects/Prevents/ReducesDocument4 pages6L8-VL-PR3: Corrects/Prevents/ReducesautomaticosbrasilNo ratings yet
- AODEHD2Document8 pagesAODEHD2ravenhotrods64No ratings yet
- Process Control and Yarn Quality in SpinningDocument7 pagesProcess Control and Yarn Quality in Spinningjack_hero_56No ratings yet
- Backer RodDocument2 pagesBacker RodasdasNo ratings yet
- 42rle balveDocument7 pages42rle balveLalo Barajas GarciaNo ratings yet
- PI PE Drain PI PE: Mitsubishi Heavy Industries KX Installation Inspection ChecklistDocument2 pagesPI PE Drain PI PE: Mitsubishi Heavy Industries KX Installation Inspection ChecklistRajesh Singh100% (1)
- Expertip 4 Tips For Dryer Fabric GuidingDocument3 pagesExpertip 4 Tips For Dryer Fabric GuidingnotengofffNo ratings yet
- Woods BrochureDocument93 pagesWoods BrochureChristianReinosoNo ratings yet
- Plugs SummaryDocument3 pagesPlugs SummaryRaed fouadNo ratings yet
- Safety Harness ChecklistDocument2 pagesSafety Harness ChecklistTilak RajNo ratings yet
- Types of Flexible CouplingsDocument11 pagesTypes of Flexible Couplingsdfz138No ratings yet
- Characteristics of Defects of Different Fabrics and Their RemediesDocument4 pagesCharacteristics of Defects of Different Fabrics and Their RemediesSajad AliNo ratings yet
- CommentsDocument1 pageCommentsvino pooNo ratings yet
- Simple Quarter-Crack Repair MethodDocument4 pagesSimple Quarter-Crack Repair Methodjkoehler8439No ratings yet
- Photographic ReportDocument11 pagesPhotographic ReportSAYEDNo ratings yet
- B441.20 - 1 en ClampingjawsDocument8 pagesB441.20 - 1 en ClampingjawsPaula Cristina QuaresmaNo ratings yet
- TL-24 - US Welding TrblshootDocument6 pagesTL-24 - US Welding TrblshootJ Eduardo Osegueda CNo ratings yet
- Junbond® JB-9700-TDSDocument2 pagesJunbond® JB-9700-TDSJunbond silicone sealantNo ratings yet
- S. No Comparison Items Chemilink SS-108 vs. Indonesia Competitors Chemilink Rotec Difa General PropertiesDocument2 pagesS. No Comparison Items Chemilink SS-108 vs. Indonesia Competitors Chemilink Rotec Difa General PropertiesHenry Dwi PuteraNo ratings yet
- PAN-25 Weld TRBLSHDocument4 pagesPAN-25 Weld TRBLSHMiguel ArriecheNo ratings yet
- Switch Top - Bottom CompatibilityDocument4 pagesSwitch Top - Bottom CompatibilityRadityaNo ratings yet
- How To Keep Your Equipment Making Hay.: Agricultural Belt TipsDocument4 pagesHow To Keep Your Equipment Making Hay.: Agricultural Belt TipsKeith VestNo ratings yet
- Technical Information Pergo Laminate Living Expression AsiaDocument2 pagesTechnical Information Pergo Laminate Living Expression AsiaAndreea ConstantinescuNo ratings yet
- Ob Turati OnDocument1 pageOb Turati OnmagnedyllemirandaNo ratings yet
- Illustration and Analysis of Seal Face Damage PatternsDocument12 pagesIllustration and Analysis of Seal Face Damage PatternsЭдуардс КеистерсNo ratings yet
- SLIDE 5 WHY - 22 JanDocument19 pagesSLIDE 5 WHY - 22 JanAmin RizkyNo ratings yet
- Application Guide For Ucrete: April 2018Document64 pagesApplication Guide For Ucrete: April 2018Moath AlhajiriNo ratings yet
- Method: Wrong Setting of Feeder RollDocument12 pagesMethod: Wrong Setting of Feeder Rollrajesh sharmaNo ratings yet
- Syntho-Glass FX Datasheet (Rev 1. - 12.31.09)Document2 pagesSyntho-Glass FX Datasheet (Rev 1. - 12.31.09)Masood KhanNo ratings yet
- SKF TSN 508 L SpecificationDocument3 pagesSKF TSN 508 L Specificationegi yugiNo ratings yet
- Brake Pads Trouble Tracer ChartDocument1 pageBrake Pads Trouble Tracer ChartSteven FryeNo ratings yet
- T 13 PG 35-36 PDFDocument2 pagesT 13 PG 35-36 PDFJossimar PerezNo ratings yet
- Technical Details: Vee Pack SetsDocument2 pagesTechnical Details: Vee Pack SetsJosé HurtadoNo ratings yet
- Junbond High Quality Acetic Silicone Sealant Technical Data Sheet!Document3 pagesJunbond High Quality Acetic Silicone Sealant Technical Data Sheet!Junbond silicone sealantNo ratings yet
- Issues Faced in Track and Its SolutionsDocument11 pagesIssues Faced in Track and Its SolutionsAbhishek PramanikNo ratings yet
- brake abnormal noise三一集团信息服务系统Document4 pagesbrake abnormal noise三一集团信息服务系统Al FadilNo ratings yet
- SPA APS Flange InsulationDocument2 pagesSPA APS Flange InsulationparhamadkNo ratings yet
- 50cc Sky LinkDocument20 pages50cc Sky LinkHezron Bryian ManurungNo ratings yet
- Thimbles Wire Rope SlingsDocument1 pageThimbles Wire Rope Slingsrahmat hidayatNo ratings yet
- Concrete Pour Card: NO. Description Required Actual Tolerance Remarks A ReinforcementDocument2 pagesConcrete Pour Card: NO. Description Required Actual Tolerance Remarks A Reinforcementrupesh kambleNo ratings yet
- Checklist For Inspection of Bridges by Bridge Line UnitsDocument3 pagesChecklist For Inspection of Bridges by Bridge Line UnitsSSE Bridge SSBNo ratings yet
- PC21 ManualDocument34 pagesPC21 ManualdavidjudahNo ratings yet
- H84395 UsenDocument2 pagesH84395 Usenqwerty uiopNo ratings yet
- How To Measure The Length of A Zipper: Metal Zipper Size ChartDocument2 pagesHow To Measure The Length of A Zipper: Metal Zipper Size ChartKarlaNo ratings yet
- Root Cause AnalysisDocument21 pagesRoot Cause AnalysisXavier JosephNo ratings yet
- Coupling Make-Up Procedure Mu-Cplg-000Document7 pagesCoupling Make-Up Procedure Mu-Cplg-000Cong BuiNo ratings yet
- CCT PSA Tape Application GuideDocument4 pagesCCT PSA Tape Application GuideFrankNo ratings yet
- Cutting EdgesDocument43 pagesCutting EdgesssinokrotNo ratings yet
- Single Hung TIlt Pac 19970077Document5 pagesSingle Hung TIlt Pac 19970077Fark OffNo ratings yet
- FIBRE EXPANSION JOINT Product Data 2133416Document2 pagesFIBRE EXPANSION JOINT Product Data 2133416MNo ratings yet
- 5024 - Wire Rope Sling Inspection Form PDFDocument1 page5024 - Wire Rope Sling Inspection Form PDFAgung NugrohoNo ratings yet
- PM-401 Vinyl Mechanical Joining Rev 007 9-9-19Document25 pagesPM-401 Vinyl Mechanical Joining Rev 007 9-9-19pportesNo ratings yet
- Wind Sock Stand (Double Ball Bearing) - GI (5 FT)Document1 pageWind Sock Stand (Double Ball Bearing) - GI (5 FT)Clifford ShundNo ratings yet
- DEKSTRIP Expandable Edged Flashing Product Data 661408Document2 pagesDEKSTRIP Expandable Edged Flashing Product Data 661408luisNo ratings yet
- The Marmo Method Modelbuilding Guide #8: Building The Revell 1/32 scale Bell AH-1G Cobra in a Viet Nam VignetteFrom EverandThe Marmo Method Modelbuilding Guide #8: Building The Revell 1/32 scale Bell AH-1G Cobra in a Viet Nam VignetteNo ratings yet
- Plastic Modular Belt: C Uni CNBDocument4 pagesPlastic Modular Belt: C Uni CNBVictor MoralesNo ratings yet
- A-B Profiles 2013Document8 pagesA-B Profiles 2013Victor MoralesNo ratings yet
- Gmta 500Document1 pageGmta 500Victor MoralesNo ratings yet
- Nitta Belt PolyDocument16 pagesNitta Belt PolyVictor MoralesNo ratings yet
- Technical Data Sheet Fabric Style Composition Finish Weight Permeability Weave Thickness Tensile Strength Mesh Count Opening SizeDocument1 pageTechnical Data Sheet Fabric Style Composition Finish Weight Permeability Weave Thickness Tensile Strength Mesh Count Opening SizeVictor MoralesNo ratings yet
- Sprocket PDF 4275Document88 pagesSprocket PDF 4275Ivan HarijantoNo ratings yet
- Z Overlap A Procedimientos de Vulcanizado VOLTADocument5 pagesZ Overlap A Procedimientos de Vulcanizado VOLTAVictor MoralesNo ratings yet
- 215 Fms Transilon Product Range MultiDocument8 pages215 Fms Transilon Product Range MultiVictor MoralesNo ratings yet
- Broc en Profiles 8-Pages 081013Document8 pagesBroc en Profiles 8-Pages 081013Victor MoralesNo ratings yet
- ABUSASpecFab 0408Document8 pagesABUSASpecFab 0408Victor MoralesNo ratings yet
- Timing Belt Catalogue ResumeDocument9 pagesTiming Belt Catalogue ResumeVictor MoralesNo ratings yet
- T5 Steel Linear PDFDocument1 pageT5 Steel Linear PDFVictor MoralesNo ratings yet
- Calculo de Bandas TransportadorasDocument29 pagesCalculo de Bandas TransportadorasVictor MoralesNo ratings yet
- ATL10 Steel,: Timing Belt Data Sheet PU LinearDocument1 pageATL10 Steel,: Timing Belt Data Sheet PU LinearVictor MoralesNo ratings yet
- Belt For Tyre IndustryDocument12 pagesBelt For Tyre IndustryVictor MoralesNo ratings yet
- AT10 Steel,: Timing Belt Data Sheet PU LinearDocument1 pageAT10 Steel,: Timing Belt Data Sheet PU LinearVictor MoralesNo ratings yet
- Calculo en Teoria y PracticaDocument5 pagesCalculo en Teoria y PracticaVictor MoralesNo ratings yet
- Lennox Mini Split Air Conditioner Heat Pump Error CodesDocument3 pagesLennox Mini Split Air Conditioner Heat Pump Error CodesJoseNorbertoNo ratings yet
- Monthly Maintenance Department Report: PT Cemindo GemilangDocument12 pagesMonthly Maintenance Department Report: PT Cemindo GemilangShahNo ratings yet
- Expanding Fire Tube Boiler Tubes - Elliott ToolDocument3 pagesExpanding Fire Tube Boiler Tubes - Elliott ToolAVINASH ANAND RAONo ratings yet
- Bahrain World Trade Center BWTC The First Large-Scale Integration of Wind Turbines in A BuildingDocument11 pagesBahrain World Trade Center BWTC The First Large-Scale Integration of Wind Turbines in A Buildingrjchp100% (1)
- JCB50 - JCB51 - JCB55: Mini ExcavatorDocument24 pagesJCB50 - JCB51 - JCB55: Mini ExcavatorNaivaidhNo ratings yet
- ACI349-97 - Code Requirements For Nuclear Safety Related Concrete StructuresDocument13 pagesACI349-97 - Code Requirements For Nuclear Safety Related Concrete Structuresmiguel fuentesNo ratings yet
- B-64112en 01 060302Document416 pagesB-64112en 01 060302Reiko SakurakoNo ratings yet
- Eil SpecDocument37 pagesEil SpecJames100% (1)
- Basic Concepts, Rectangular and T Beams PDFDocument49 pagesBasic Concepts, Rectangular and T Beams PDFAhmed Hussein KamelNo ratings yet
- Machine Design-I and II Lecture NotesDocument37 pagesMachine Design-I and II Lecture NotesAzeem MohammadNo ratings yet
- SATIP-L-450-03 Mechanical Ne: Saudi Aramco Typical Inspection Plan Cross Country Above Ground PipeliDocument13 pagesSATIP-L-450-03 Mechanical Ne: Saudi Aramco Typical Inspection Plan Cross Country Above Ground Pipelikarthi51289No ratings yet
- Columbia Accident Investigation Board Volume Five Book ThreeDocument685 pagesColumbia Accident Investigation Board Volume Five Book ThreeBob AndrepontNo ratings yet
- John Mark R. Allas Bs Che-3Document11 pagesJohn Mark R. Allas Bs Che-3John Lloyd De CastroNo ratings yet
- Hi-Force Product Catalogue - HFM1911EN (Page 93)Document1 pageHi-Force Product Catalogue - HFM1911EN (Page 93)AZLAN ABDULLAINo ratings yet
- DH Parameters PDFDocument122 pagesDH Parameters PDFyash523No ratings yet
- JW91 2011Document33 pagesJW91 2011maximchacaNo ratings yet
- Control Sheet SeptemberDocument10 pagesControl Sheet SeptemberM MiftakhNo ratings yet
- 0960-0297 - I8 - 201706 Controlador PCC22100Document90 pages0960-0297 - I8 - 201706 Controlador PCC22100reycoeleNo ratings yet
- Outline Steel Design SpreadsheetDocument22 pagesOutline Steel Design Spreadsheetberto2008No ratings yet
- RW-200/RW-200E: Heat-Shrinkable TubingDocument3 pagesRW-200/RW-200E: Heat-Shrinkable TubingAlterego FotoNo ratings yet
- Rubber Products ApplicationsDocument12 pagesRubber Products Applicationsjhon jairo arango100% (1)
- Aparato de Equivalencia Mecánica de CalorDocument18 pagesAparato de Equivalencia Mecánica de CalorMaria Alejandra Alzate RincónNo ratings yet
- Production Engineering I (Meng 3191) : Lecture On: Chip FormationDocument52 pagesProduction Engineering I (Meng 3191) : Lecture On: Chip FormationFasil Getachew100% (1)
- Hydraulic Bollard Use and Installation ManualDocument30 pagesHydraulic Bollard Use and Installation ManualXavier VillegasNo ratings yet
- Valery MarinovDocument19 pagesValery MarinovMukund GoelNo ratings yet
- Automotive TestingDocument4 pagesAutomotive Testingtahera aqeelNo ratings yet
- Bendix M-32 - (QR)Document8 pagesBendix M-32 - (QR)Hernando MontenegroNo ratings yet
- RedLine ManualDocument2 pagesRedLine ManualBernardo Campos PereiraNo ratings yet