
Erosion Esp
Erosion Esp
You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5823)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1093)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (852)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (590)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (898)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (541)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (349)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (823)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (122)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (403)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- IEEE Guide For Thermal Resistivity Measurements of Soils and Backfill MaterialsDocument33 pagesIEEE Guide For Thermal Resistivity Measurements of Soils and Backfill MaterialsMarcos Serrão93% (27)
- AROC and IROC PracticeDocument4 pagesAROC and IROC PracticeAayan Khan100% (1)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- Statics-Final Exam Questions-2nd Sem 15-16Document6 pagesStatics-Final Exam Questions-2nd Sem 15-16David Olorato Ngwako100% (1)
- WellheadPenetrators PDSDocument1 pageWellheadPenetrators PDSCarlitos BaezNo ratings yet
- Dual Channel Cable Fault Locator: TDR2000/2PDocument3 pagesDual Channel Cable Fault Locator: TDR2000/2PCarlitos BaezNo ratings yet
- ClampOn-Support-Brochure July2016 1Document2 pagesClampOn-Support-Brochure July2016 1Carlitos BaezNo ratings yet
- 13, Dominator Motor De-RatingsDocument3 pages13, Dominator Motor De-RatingsCarlitos BaezNo ratings yet
- Brill 1966Document11 pagesBrill 1966Carlitos BaezNo ratings yet
- Hagedorn 1964Document8 pagesHagedorn 1964Carlitos BaezNo ratings yet
- SPE 138464 ESP Runtime Optimization - Low Volume High GOR ProducersDocument14 pagesSPE 138464 ESP Runtime Optimization - Low Volume High GOR ProducersCarlitos BaezNo ratings yet
- Yaskawa A1000 Tech ManualDocument814 pagesYaskawa A1000 Tech ManualCarlitos BaezNo ratings yet
- Resistors, Dynamic Breaking YaskawaDocument14 pagesResistors, Dynamic Breaking YaskawaCarlitos BaezNo ratings yet
- FT 15 LV 14Document15 pagesFT 15 LV 14jadungNo ratings yet
- Waveguide-Fed Pyramidal Horn: Quick SummaryDocument6 pagesWaveguide-Fed Pyramidal Horn: Quick SummaryDyasti Paramudhita PutriNo ratings yet
- FRP Slab Flexure Strengthening With TYFO Fibrwrap System: Retrofitting of Anglo WarehouseDocument5 pagesFRP Slab Flexure Strengthening With TYFO Fibrwrap System: Retrofitting of Anglo Warehouseheherson juanNo ratings yet
- RT Equipment: Radiation Source Densitometer / Film Density Strips Film ProcessorDocument30 pagesRT Equipment: Radiation Source Densitometer / Film Density Strips Film ProcessorAlejandro RodríguezNo ratings yet
- Esab 36H: Covered (Stick) Electrodes (Smaw) Low Hydrogen ElectrodesDocument1 pageEsab 36H: Covered (Stick) Electrodes (Smaw) Low Hydrogen Electrodesraghubhaimantra4136No ratings yet
- Omega 71Document2 pagesOmega 71Cù Hoàng TuầnNo ratings yet
- Sthe SSDocument43 pagesSthe SSNathanianNo ratings yet
- H-85318-4 TraSys 818Document2 pagesH-85318-4 TraSys 818zouhy0442No ratings yet
- Poly (Propene) (Polypropylene)Document5 pagesPoly (Propene) (Polypropylene)rmehta26No ratings yet
- A Coulombs Law Electric Field IntensityDocument36 pagesA Coulombs Law Electric Field IntensityShaker HusienNo ratings yet
- Soft Bearing Suspension: DatasheetDocument5 pagesSoft Bearing Suspension: DatasheetRuben Marcos HuatucoNo ratings yet
- MAGNUM CatalogoDocument48 pagesMAGNUM Catalogojoseemilioramos2719No ratings yet
- Uv Visible SpectrophotometerDocument29 pagesUv Visible SpectrophotometerlankyrckNo ratings yet
- Assab 718 HHDocument8 pagesAssab 718 HHMoutaz IsmailNo ratings yet
- C Program ExamplesDocument6 pagesC Program ExamplesKarthik BabaNo ratings yet
- Design of Reinforce Concrete Torsion in Beams SlidesDocument33 pagesDesign of Reinforce Concrete Torsion in Beams SlidesMesfin DerbewNo ratings yet
- Indian Institute of Welding - Anb Refresher Course - Module 01Document65 pagesIndian Institute of Welding - Anb Refresher Course - Module 01aravindanNo ratings yet
- ASTM D3277-95 - Standard Test Methods For Moisture Content of Oil-Impregnated Cellulosic InsulationDocument4 pagesASTM D3277-95 - Standard Test Methods For Moisture Content of Oil-Impregnated Cellulosic InsulationThiago HukuchimaNo ratings yet
- Calculo Nivel MedioDocument140 pagesCalculo Nivel MedioWilliam YundaNo ratings yet
- Problems in Flight Dynamics and Its SolutionsDocument12 pagesProblems in Flight Dynamics and Its SolutionsMohamed Sherif Ahmed SolimanNo ratings yet
- Chapter 10 Rotation of Rigid BodyDocument22 pagesChapter 10 Rotation of Rigid BodylozzzzzNo ratings yet
- A Comparison of Deterministic, Reliability-Based and Risk-Based Structural Optimization Under UncertaintyDocument12 pagesA Comparison of Deterministic, Reliability-Based and Risk-Based Structural Optimization Under UncertaintyRodrigo A Calvo ONo ratings yet
- Lab Report 08 Applying Non-Destructive Analysis Techniques For Assets Health Assessment Using Predictive Maintenance StrategyDocument8 pagesLab Report 08 Applying Non-Destructive Analysis Techniques For Assets Health Assessment Using Predictive Maintenance StrategyImdad Jalali100% (1)
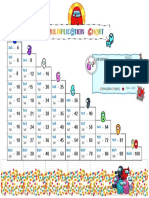
- Multiplication ChartDocument1 pageMultiplication ChartManeerat CharoennapapornNo ratings yet
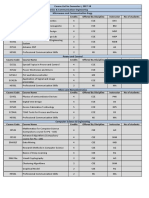
- Course-List 2017-18 Sem-I (PG) UpdatedDocument3 pagesCourse-List 2017-18 Sem-I (PG) UpdatedAmitNo ratings yet
- Mystery of CompositeDocument5 pagesMystery of CompositePhalgun Balaaji0% (1)
- GTP Acss Curlew and Zebra With TW (Revised)Document1 pageGTP Acss Curlew and Zebra With TW (Revised)PM PandianNo ratings yet














































































Download as pdf or txt
You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5823)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1093)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (852)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (590)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (898)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (541)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (349)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (823)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (122)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (403)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- IEEE Guide For Thermal Resistivity Measurements of Soils and Backfill MaterialsDocument33 pagesIEEE Guide For Thermal Resistivity Measurements of Soils and Backfill MaterialsMarcos Serrão93% (27)
- AROC and IROC PracticeDocument4 pagesAROC and IROC PracticeAayan Khan100% (1)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- Statics-Final Exam Questions-2nd Sem 15-16Document6 pagesStatics-Final Exam Questions-2nd Sem 15-16David Olorato Ngwako100% (1)
- WellheadPenetrators PDSDocument1 pageWellheadPenetrators PDSCarlitos BaezNo ratings yet
- Dual Channel Cable Fault Locator: TDR2000/2PDocument3 pagesDual Channel Cable Fault Locator: TDR2000/2PCarlitos BaezNo ratings yet
- ClampOn-Support-Brochure July2016 1Document2 pagesClampOn-Support-Brochure July2016 1Carlitos BaezNo ratings yet
- 13, Dominator Motor De-RatingsDocument3 pages13, Dominator Motor De-RatingsCarlitos BaezNo ratings yet
- Brill 1966Document11 pagesBrill 1966Carlitos BaezNo ratings yet
- Hagedorn 1964Document8 pagesHagedorn 1964Carlitos BaezNo ratings yet
- SPE 138464 ESP Runtime Optimization - Low Volume High GOR ProducersDocument14 pagesSPE 138464 ESP Runtime Optimization - Low Volume High GOR ProducersCarlitos BaezNo ratings yet
- Yaskawa A1000 Tech ManualDocument814 pagesYaskawa A1000 Tech ManualCarlitos BaezNo ratings yet
- Resistors, Dynamic Breaking YaskawaDocument14 pagesResistors, Dynamic Breaking YaskawaCarlitos BaezNo ratings yet
- FT 15 LV 14Document15 pagesFT 15 LV 14jadungNo ratings yet
- Waveguide-Fed Pyramidal Horn: Quick SummaryDocument6 pagesWaveguide-Fed Pyramidal Horn: Quick SummaryDyasti Paramudhita PutriNo ratings yet
- FRP Slab Flexure Strengthening With TYFO Fibrwrap System: Retrofitting of Anglo WarehouseDocument5 pagesFRP Slab Flexure Strengthening With TYFO Fibrwrap System: Retrofitting of Anglo Warehouseheherson juanNo ratings yet
- RT Equipment: Radiation Source Densitometer / Film Density Strips Film ProcessorDocument30 pagesRT Equipment: Radiation Source Densitometer / Film Density Strips Film ProcessorAlejandro RodríguezNo ratings yet
- Esab 36H: Covered (Stick) Electrodes (Smaw) Low Hydrogen ElectrodesDocument1 pageEsab 36H: Covered (Stick) Electrodes (Smaw) Low Hydrogen Electrodesraghubhaimantra4136No ratings yet
- Omega 71Document2 pagesOmega 71Cù Hoàng TuầnNo ratings yet
- Sthe SSDocument43 pagesSthe SSNathanianNo ratings yet
- H-85318-4 TraSys 818Document2 pagesH-85318-4 TraSys 818zouhy0442No ratings yet
- Poly (Propene) (Polypropylene)Document5 pagesPoly (Propene) (Polypropylene)rmehta26No ratings yet
- A Coulombs Law Electric Field IntensityDocument36 pagesA Coulombs Law Electric Field IntensityShaker HusienNo ratings yet
- Soft Bearing Suspension: DatasheetDocument5 pagesSoft Bearing Suspension: DatasheetRuben Marcos HuatucoNo ratings yet
- MAGNUM CatalogoDocument48 pagesMAGNUM Catalogojoseemilioramos2719No ratings yet
- Uv Visible SpectrophotometerDocument29 pagesUv Visible SpectrophotometerlankyrckNo ratings yet
- Assab 718 HHDocument8 pagesAssab 718 HHMoutaz IsmailNo ratings yet
- C Program ExamplesDocument6 pagesC Program ExamplesKarthik BabaNo ratings yet
- Design of Reinforce Concrete Torsion in Beams SlidesDocument33 pagesDesign of Reinforce Concrete Torsion in Beams SlidesMesfin DerbewNo ratings yet
- Indian Institute of Welding - Anb Refresher Course - Module 01Document65 pagesIndian Institute of Welding - Anb Refresher Course - Module 01aravindanNo ratings yet
- ASTM D3277-95 - Standard Test Methods For Moisture Content of Oil-Impregnated Cellulosic InsulationDocument4 pagesASTM D3277-95 - Standard Test Methods For Moisture Content of Oil-Impregnated Cellulosic InsulationThiago HukuchimaNo ratings yet
- Calculo Nivel MedioDocument140 pagesCalculo Nivel MedioWilliam YundaNo ratings yet
- Problems in Flight Dynamics and Its SolutionsDocument12 pagesProblems in Flight Dynamics and Its SolutionsMohamed Sherif Ahmed SolimanNo ratings yet
- Chapter 10 Rotation of Rigid BodyDocument22 pagesChapter 10 Rotation of Rigid BodylozzzzzNo ratings yet
- A Comparison of Deterministic, Reliability-Based and Risk-Based Structural Optimization Under UncertaintyDocument12 pagesA Comparison of Deterministic, Reliability-Based and Risk-Based Structural Optimization Under UncertaintyRodrigo A Calvo ONo ratings yet
- Lab Report 08 Applying Non-Destructive Analysis Techniques For Assets Health Assessment Using Predictive Maintenance StrategyDocument8 pagesLab Report 08 Applying Non-Destructive Analysis Techniques For Assets Health Assessment Using Predictive Maintenance StrategyImdad Jalali100% (1)
- Multiplication ChartDocument1 pageMultiplication ChartManeerat CharoennapapornNo ratings yet
- Course-List 2017-18 Sem-I (PG) UpdatedDocument3 pagesCourse-List 2017-18 Sem-I (PG) UpdatedAmitNo ratings yet
- Mystery of CompositeDocument5 pagesMystery of CompositePhalgun Balaaji0% (1)
- GTP Acss Curlew and Zebra With TW (Revised)Document1 pageGTP Acss Curlew and Zebra With TW (Revised)PM PandianNo ratings yet