Download as pdf or txt
You might also like
- Lesson 2-C-Changes That Materials Undergo Due To Oxygen and Heat (Grade 5) ObjectivesDocument15 pagesLesson 2-C-Changes That Materials Undergo Due To Oxygen and Heat (Grade 5) Objectiveshaizelle resma75% (4)
- MSDS New BERKO SAFE 106 NSFDocument5 pagesMSDS New BERKO SAFE 106 NSFAlves EdattukaranNo ratings yet
- Essential Oils N OleoresinDocument32 pagesEssential Oils N Oleoresinasokmithra100% (3)
- Analysis of Hard WaterDocument17 pagesAnalysis of Hard WaterMihit Kumar100% (6)
- Us2503724 - Ca2941105a1Document8 pagesUs2503724 - Ca2941105a1Facundo MendezNo ratings yet
- US4780224Document4 pagesUS4780224Mohamad Reza JahanbakhshNo ratings yet
- United States PatentDocument5 pagesUnited States PatentDIEGONo ratings yet
- US4997584Document4 pagesUS4997584Mohamad Reza JahanbakhshNo ratings yet
- Us 4377495Document5 pagesUs 4377495DWNLD USRMLNo ratings yet
- Hidrogenación 2Document8 pagesHidrogenación 2Adrian vilariño gonzalezNo ratings yet
- Etilbenzene 2 (Recovered)Document8 pagesEtilbenzene 2 (Recovered)Mario VensfiseCrewNo ratings yet
- US3891683Document5 pagesUS3891683Risma Dewi SNo ratings yet
- United States Patent: Benzene From Pyrolysis Naphtha Produced by High-TemperaDocument8 pagesUnited States Patent: Benzene From Pyrolysis Naphtha Produced by High-TemperalandagoNo ratings yet
- US4880550Document6 pagesUS4880550Sachin PatilNo ratings yet
- United States Patent 0: '3, l50, l74 ICCDocument2 pagesUnited States Patent 0: '3, l50, l74 ICCMuhammadAmdadulHoqueNo ratings yet
- Produksi Phthalic AnhydrideDocument5 pagesProduksi Phthalic Anhydridehalim syarifNo ratings yet
- United States Patent (19) : Hu Et AlDocument4 pagesUnited States Patent (19) : Hu Et AlSepti WidyaNo ratings yet
- Reactor AnaeróbicoDocument8 pagesReactor AnaeróbicoLuis BejaranoNo ratings yet
- United States Patent (19) : Daly Et Al. 11) 4,436,836Document9 pagesUnited States Patent (19) : Daly Et Al. 11) 4,436,836arif thoha bariklanaNo ratings yet
- Conocophillips Reduced Volatility Alkylation Process (Revap)Document12 pagesConocophillips Reduced Volatility Alkylation Process (Revap)Bharavi K S100% (1)
- Arease: Nov. 8, 1966 W. Wogt Et Al 3,284,495 Process For The Continuous Manufacture, Purification andDocument3 pagesArease: Nov. 8, 1966 W. Wogt Et Al 3,284,495 Process For The Continuous Manufacture, Purification andRachmad HermawanNo ratings yet
- United States Patent 1191: RedfordDocument6 pagesUnited States Patent 1191: Redfordhaddig8No ratings yet
- IsomerizationDocument8 pagesIsomerizationWaraey50% (2)
- Patent Pabrik Phenyl Ethyl AlcoholDocument6 pagesPatent Pabrik Phenyl Ethyl AlcoholFaizhal DimazNo ratings yet
- Coetzee (2006) An Improved PSA Catalyst For Alkene Oligomerization Fischer-Tropsch RefineryDocument6 pagesCoetzee (2006) An Improved PSA Catalyst For Alkene Oligomerization Fischer-Tropsch RefineryIvan Jose Acosta MoralesNo ratings yet
- Process of Deodourizing of Iso Prpopyl AlcoholDocument4 pagesProcess of Deodourizing of Iso Prpopyl AlcoholMani ChemistNo ratings yet
- Us 3717672Document5 pagesUs 3717672eschim.civNo ratings yet
- Us 3625879 PatentDocument8 pagesUs 3625879 PatentJuPe Juniawan PrakosoNo ratings yet
- United States Patent (19) : Fujii, All of Matsuyama, Japan Attorney, Agent, or Firm-Sherman & ShallowayDocument7 pagesUnited States Patent (19) : Fujii, All of Matsuyama, Japan Attorney, Agent, or Firm-Sherman & ShallowaySälàám Shãnü BhåïNo ratings yet
- Integrated Process For The Production of Vinyl Acetate From Acetic Acid Via Ethyl AcetateDocument44 pagesIntegrated Process For The Production of Vinyl Acetate From Acetic Acid Via Ethyl Acetatearif ihwandaNo ratings yet
- A New Process For Acetic Acid Production by Direct Oxidation of EthyleneDocument6 pagesA New Process For Acetic Acid Production by Direct Oxidation of EthyleneAgus WahyudhiNo ratings yet
- US4133786Document5 pagesUS4133786Ilham Kiki ShahilaNo ratings yet
- Uop Pacol Dehydrogenation Process: Peter R. PujadóDocument10 pagesUop Pacol Dehydrogenation Process: Peter R. PujadóBharavi K S100% (1)
- United States Patent (19) : (45) Date of Patent: Sep. 15, 1998Document8 pagesUnited States Patent (19) : (45) Date of Patent: Sep. 15, 1998Jesús MirelesNo ratings yet
- Nov. 15, 1955 J. T. Rutherford 2,723,995: (NH4) 2SO4Document3 pagesNov. 15, 1955 J. T. Rutherford 2,723,995: (NH4) 2SO4sefssefNo ratings yet
- Amoco ProcessDocument3 pagesAmoco ProcessfuadkusumaNo ratings yet
- US4622425Document6 pagesUS4622425Mohamed HalemNo ratings yet
- US3232984Document6 pagesUS323298425A Syifa Salsabila AlfianiNo ratings yet
- US3903185Document6 pagesUS3903185Muhammad Akbar FahleviNo ratings yet
- Us 4378342Document9 pagesUs 4378342هیمن مNo ratings yet
- Afault and 4-Motov: March 13, 1962 B. C. Bigot 3,025,152Document4 pagesAfault and 4-Motov: March 13, 1962 B. C. Bigot 3,025,152Dikul BrahmbhattNo ratings yet
- United States Patent (19) : Im, Naperville, Both of Ill. Attorney, Agent, or Firm-William C. Clarke Arthur GDocument9 pagesUnited States Patent (19) : Im, Naperville, Both of Ill. Attorney, Agent, or Firm-William C. Clarke Arthur GFebrian Dimas Adi NugrahaNo ratings yet
- US4094913Document4 pagesUS4094913Ranjana MadabushiNo ratings yet
- Refining-Petrochemical Integration-FCC Gasoline To PetrochemicalsDocument4 pagesRefining-Petrochemical Integration-FCC Gasoline To PetrochemicalsKwangsjungNo ratings yet
- By Swill 39Re-A-2J: July 2, 1963 A. Roche Etal 3,096,377Document5 pagesBy Swill 39Re-A-2J: July 2, 1963 A. Roche Etal 3,096,377Ruchita PoilkarNo ratings yet
- Lec 18 PDFDocument5 pagesLec 18 PDFGhazy alshyalNo ratings yet
- Paten Asm Astat Dari Asetaldehid TH1975Document4 pagesPaten Asm Astat Dari Asetaldehid TH1975Agus PurnamaNo ratings yet
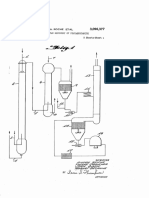
- Us 2509877Document3 pagesUs 2509877Mary Grace VelitarioNo ratings yet
- Manufacturing Process - Docx Maleic AnhydrideDocument5 pagesManufacturing Process - Docx Maleic AnhydrideShadab AslamNo ratings yet
- US3983180Document7 pagesUS3983180Agustina TriyaniNo ratings yet
- US ButyraldehydeDocument2 pagesUS ButyraldehydeAstriany AnyNo ratings yet
- United States Patent 1191: Tu (45) Sep. 7, 1982Document4 pagesUnited States Patent 1191: Tu (45) Sep. 7, 1982AdyNo ratings yet
- US3639461Document5 pagesUS3639461M. IDRISNo ratings yet
- Produccion de Acido Acetico A Partir de La Oxidacion de EtilenoDocument6 pagesProduccion de Acido Acetico A Partir de La Oxidacion de EtilenoBrayan CortésNo ratings yet
- United States PatentDocument4 pagesUnited States Patentwiam wiamNo ratings yet
- AlkylationDocument9 pagesAlkylationabhishek sharma100% (1)
- United States Patent (19) (11) 3,835,199: Schwartz, Jr. Et AlDocument5 pagesUnited States Patent (19) (11) 3,835,199: Schwartz, Jr. Et AlandiNo ratings yet
- Patente ButanonaDocument6 pagesPatente ButanonaAgustina VaiNo ratings yet
- Us 4049572Document7 pagesUs 4049572Paravastu VinuthaNo ratings yet
- FGFHGHJHJKDocument9 pagesFGFHGHJHJKMary Grace VelitarioNo ratings yet
- US3218127Document6 pagesUS3218127PABLO URIZ CEREZONo ratings yet
- MetoxidoDocument8 pagesMetoxidocessavelinoNo ratings yet
- A Further Investigation of the Symmetrical Chloride of Paranitroorthosulphobenzoic AcidFrom EverandA Further Investigation of the Symmetrical Chloride of Paranitroorthosulphobenzoic AcidNo ratings yet
- Nanoporous Catalysts for Biomass ConversionFrom EverandNanoporous Catalysts for Biomass ConversionFeng-Shou XiaoNo ratings yet
- Description For "Jade" Brand "Cz-302" Bottle-Grade Polyester ChipsDocument1 pageDescription For "Jade" Brand "Cz-302" Bottle-Grade Polyester ChipsJUANNo ratings yet
- Reservoir Capacity and YieldDocument28 pagesReservoir Capacity and Yieldwadzajigga50% (2)
- Tessier 2012 StratigraphyofTide-DominatedEstuariesDocument21 pagesTessier 2012 StratigraphyofTide-DominatedEstuariesAlfin RifkiNo ratings yet
- The Fight For Conservation by Pinchot, Gifford, 1865-1946Document48 pagesThe Fight For Conservation by Pinchot, Gifford, 1865-1946Gutenberg.orgNo ratings yet
- Environment VocabularyDocument4 pagesEnvironment VocabularyKata C. BaranyiNo ratings yet
- Properties of LiquidsDocument32 pagesProperties of LiquidsSilhouette DreamNo ratings yet
- Methods in Karst HydrogeologyDocument279 pagesMethods in Karst HydrogeologyAbdalle SahalNo ratings yet
- AQA C3 Possible 6 Mark QuestionsDocument13 pagesAQA C3 Possible 6 Mark QuestionssammyNo ratings yet
- AssignmentDocument1 pageAssignmentMani JhariyaNo ratings yet
- Series PlurisDocument7 pagesSeries PlurisSpellinbyder MirandaNo ratings yet
- 2019 Inter Census ReportDocument410 pages2019 Inter Census ReportZaw Nyi Nyi NyeinNo ratings yet
- 1.1 - Structure of Water and Hydrogen BondingDocument61 pages1.1 - Structure of Water and Hydrogen BondingReem AlamoodiNo ratings yet
- Fully Corrected Numerical ExerciseDocument36 pagesFully Corrected Numerical ExerciseJigar Goswami100% (1)
- Machine Operation Manual NewDocument89 pagesMachine Operation Manual NewPaolo MarinNo ratings yet
- Assignment 1 PDFDocument1 pageAssignment 1 PDFADWAIT CR7No ratings yet
- Astm D 923Document9 pagesAstm D 923Jherson Ariza GarciaNo ratings yet
- A Visit Report OnDocument9 pagesA Visit Report Onsunikesh shuklaNo ratings yet
- 10 Simple Principles of A Healthy Diet by Sergey YoungDocument109 pages10 Simple Principles of A Healthy Diet by Sergey YoungAlonso OrtizNo ratings yet
- Declaration: Pepsico " Is Based On My Own Work Carried Out During The Course of My Study Under TheDocument65 pagesDeclaration: Pepsico " Is Based On My Own Work Carried Out During The Course of My Study Under TheSuraj DubeyNo ratings yet
- Best Tourist Spots in MasbateDocument7 pagesBest Tourist Spots in MasbateRechelle Mae DualosNo ratings yet
- Engineering Chemistry: SPPU - 2020Document36 pagesEngineering Chemistry: SPPU - 2020AayushNo ratings yet
- Las Science 7 Q1 Elements and Compounds Scientific MethodDocument2 pagesLas Science 7 Q1 Elements and Compounds Scientific MethodJonah Santos-PinedaNo ratings yet
- Saving A Dying Lake - The Case of Ramgarh TalDocument20 pagesSaving A Dying Lake - The Case of Ramgarh TalSamya RakshitNo ratings yet
- MSDS-Xanthan Gum-FufengDocument5 pagesMSDS-Xanthan Gum-FufengPriya VSNo ratings yet
- Phosphate Hideout PDFDocument4 pagesPhosphate Hideout PDFUsama JawaidNo ratings yet
- Literature - Air Stripping of VOC's From WaterDocument19 pagesLiterature - Air Stripping of VOC's From WaterAlejandro Castillo VélezNo ratings yet