
Aiche-16-024 Improved Urea Process
Aiche-16-024 Improved Urea Process
You might also like
- Greenhouse Technology and Management PDFDocument374 pagesGreenhouse Technology and Management PDFDiaz Garizao Luis92% (12)
- Characteristics of Earth Necessary To Support Life PresentationDocument16 pagesCharacteristics of Earth Necessary To Support Life PresentationNailah Uy Codarat100% (1)
- Process Description Urea Melt-StdDocument6 pagesProcess Description Urea Melt-StdDai RojasNo ratings yet
- Difference Between StripperDocument2 pagesDifference Between StripperUsama JawaidNo ratings yet
- Heat - Mass Balance at ULCOS PDFDocument3 pagesHeat - Mass Balance at ULCOS PDFROWHEITNo ratings yet
- Pipelined Processor TamuDocument72 pagesPipelined Processor TamuanvinderNo ratings yet
- New Approach To Relief Valve Load Calculations PDFDocument3 pagesNew Approach To Relief Valve Load Calculations PDFchemengseliem100% (1)
- Designing of Urea Plant: Nitish Bir Chetan Mahajan Roshan KudariDocument26 pagesDesigning of Urea Plant: Nitish Bir Chetan Mahajan Roshan KudarinitishNo ratings yet
- 2001 Latest Urea Technology For Improving Performance and Product Quality PDFDocument20 pages2001 Latest Urea Technology For Improving Performance and Product Quality PDFAviv AL FarisNo ratings yet
- Chapter III With Plant CapacityDocument13 pagesChapter III With Plant Capacitymonkey d. luffyNo ratings yet
- CO2 Utilization Pathways Techno-Economic AssessmenDocument8 pagesCO2 Utilization Pathways Techno-Economic AssessmenNestor TamayoNo ratings yet
- Urea HMDDocument106 pagesUrea HMDAlmahadi AliasNo ratings yet
- Stamicarbon Urea Process Data: 1) Includes All E-Power Driven EquipmentDocument1 pageStamicarbon Urea Process Data: 1) Includes All E-Power Driven EquipmentPermata AdindaNo ratings yet
- 2021 01 Baboo Snamprogetti Urea ProcessDocument24 pages2021 01 Baboo Snamprogetti Urea ProcessusmanalihaashmiNo ratings yet
- Urea Prilling Tower DustDocument14 pagesUrea Prilling Tower DustRajeshkumar ElangoNo ratings yet
- Case APC Urea YaraAPC PDFDocument7 pagesCase APC Urea YaraAPC PDFAmy Diana Salinas FloresNo ratings yet
- Uhde Publications PDF en 51Document11 pagesUhde Publications PDF en 51Chamrat TechanithiNo ratings yet
- Urea Technology, A Critical Reviewehli) : Agrtcultnmeo Af25-0000-0000Document12 pagesUrea Technology, A Critical Reviewehli) : Agrtcultnmeo Af25-0000-0000Claudio ArenasNo ratings yet
- Low Oxygen Test - UreaDocument12 pagesLow Oxygen Test - Ureaasirul_meNo ratings yet
- Urea Prills Manufacturing FinalDocument31 pagesUrea Prills Manufacturing FinalGaurav VinayakNo ratings yet
- TP UreaDocument7 pagesTP UreawaqasNo ratings yet
- Optimization of Urea PlantsDocument37 pagesOptimization of Urea PlantsShivakumar UmaraniNo ratings yet
- Urea Dedusting TechnologyDocument8 pagesUrea Dedusting TechnologyGeorge Van BommelNo ratings yet
- 2011 05 Russ BHDT For A Safe & Reliable Urea IndustryDocument17 pages2011 05 Russ BHDT For A Safe & Reliable Urea Industrytarjo_teaNo ratings yet
- Urea Synthesis With Pool CondenserDocument1 pageUrea Synthesis With Pool Condensersite commissing teamNo ratings yet
- Fire in Syn. Gas Line Due To Sockolet FailureDocument9 pagesFire in Syn. Gas Line Due To Sockolet FailureNaresh SinghNo ratings yet
- Steady State Modeling of Urea Synthesis LoopDocument137 pagesSteady State Modeling of Urea Synthesis LoopDaniel Márquez EspinozaNo ratings yet
- Sequential Simulation of A Fluidized Bed-Aspen PlusDocument6 pagesSequential Simulation of A Fluidized Bed-Aspen PlusAzharuddin Ehtesham FarooquiNo ratings yet
- The Urea Manufacturing ProcessDocument5 pagesThe Urea Manufacturing ProcessJhonny Huanca ChampiriNo ratings yet
- Solar Photovoltaic Based Water Electrolysis System To Generate Hydrogen and OxygenDocument11 pagesSolar Photovoltaic Based Water Electrolysis System To Generate Hydrogen and OxygenIJRASETPublicationsNo ratings yet
- 2001 Tech Mennen PDFDocument5 pages2001 Tech Mennen PDFrkm_rkmNo ratings yet
- Urea Plant TrainingDocument34 pagesUrea Plant TrainingUtkarsh Sharma100% (1)
- Stamicarbon Launch Melt Flash Design: Stamicarbon - Urea Revamp ConceptsDocument34 pagesStamicarbon Launch Melt Flash Design: Stamicarbon - Urea Revamp ConceptsRAMESHWAR VEDACHALAMNo ratings yet
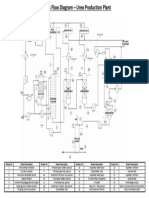
- Process Flow Diagram - Urea Production PlantDocument1 pageProcess Flow Diagram - Urea Production PlantDasun AttanayakeNo ratings yet
- Production of AmmoniaDocument123 pagesProduction of AmmoniaShameerSamsuriNo ratings yet
- 2011 02 Huijben Spie Why Every Urea Plant Needs A Continuous NC Meter PDFDocument9 pages2011 02 Huijben Spie Why Every Urea Plant Needs A Continuous NC Meter PDFfawadintNo ratings yet
- POWER Magazine - May 2023-1Document43 pagesPOWER Magazine - May 2023-1MarcialgonzalezpNo ratings yet
- Sulfur and Sulfuric AcidDocument20 pagesSulfur and Sulfuric AcidZakia LuthfianaNo ratings yet
- Camt 053 001 02Document42 pagesCamt 053 001 02JNo ratings yet
- CHE112P Lecture Recycle - BypassDocument22 pagesCHE112P Lecture Recycle - BypassYzeNo ratings yet
- Saudi Arabia Fertilizers CompanyDocument26 pagesSaudi Arabia Fertilizers CompanybskadyanNo ratings yet
- Urea PDFDocument51 pagesUrea PDFmfruge750% (2)
- Primer On Ammonia Nitrogen Fertilizers and Natural Gas MarketsDocument50 pagesPrimer On Ammonia Nitrogen Fertilizers and Natural Gas MarketsAaronKoNo ratings yet
- Burj Alrab AAADocument34 pagesBurj Alrab AAAKristine Delos ReyesNo ratings yet
- Ammonia Urea Mass BalanceDocument44 pagesAmmonia Urea Mass BalanceSenthil NathanaNo ratings yet
- Modeling and Simulation of Methanation Catalytic Reactor in Ammonia UnitDocument8 pagesModeling and Simulation of Methanation Catalytic Reactor in Ammonia UnitMartin NizNo ratings yet
- Pipelining in MIPs ArchitectureDocument23 pagesPipelining in MIPs Architecturegbland100% (3)
- Plant Layout PDFDocument19 pagesPlant Layout PDFazzatul amiraNo ratings yet
- 05-NEWJCM Brochure 2016Document8 pages05-NEWJCM Brochure 2016RAVI SHANKARNo ratings yet
- Lecture 37 PDFDocument7 pagesLecture 37 PDFShaffaf ThajudheenNo ratings yet
- Catalytic Oxidation of Ammonia To NitrogenDocument139 pagesCatalytic Oxidation of Ammonia To Nitrogenagnotts09No ratings yet
- Urea Plant Training Program For GTEDocument40 pagesUrea Plant Training Program For GTEnomidangerous100% (1)
- Hazop Study: 11.1.1 BackgroundDocument14 pagesHazop Study: 11.1.1 BackgroundMuhammad100% (1)
- Chemical TechnologyDocument24 pagesChemical TechnologyAnonymous okVyZFmqqXNo ratings yet
- 04 The Stamicarbon NEXT Generation Urea Plant J MeessenDocument12 pages04 The Stamicarbon NEXT Generation Urea Plant J Meessenigunhakam55100% (1)
- Centrifugal Carbamate Pump Failures-Improvement PDFDocument21 pagesCentrifugal Carbamate Pump Failures-Improvement PDFAbdulrahman Alkhowaiter100% (1)
- Urea ModelingDocument20 pagesUrea ModelingekmagisNo ratings yet
- Unit 1 Chemistry SASTRA University Water TreatmentDocument6 pagesUnit 1 Chemistry SASTRA University Water Treatmentstar100% (1)
- (A) Ammonia Energy CalculationDocument3 pages(A) Ammonia Energy CalculationlightsonsNo ratings yet
- Report - 1 - 12.12.2011Document42 pagesReport - 1 - 12.12.2011rosha_friends4ever_noja100% (1)
- BITS Pilani: Module 2: Flowsheet Synthesis Lecture-7Document16 pagesBITS Pilani: Module 2: Flowsheet Synthesis Lecture-7pulkitNo ratings yet
- Urea Technology, Toyo Eng. CompnayDocument20 pagesUrea Technology, Toyo Eng. CompnaySteve WanNo ratings yet
- MELCOR Vol 2 Reference ManualDocument897 pagesMELCOR Vol 2 Reference ManualJack CavaluzziNo ratings yet
- Exam Questions Aqa Trilogy Bioenergetics: Q1-6 Foundaton Q3-9 HigherDocument28 pagesExam Questions Aqa Trilogy Bioenergetics: Q1-6 Foundaton Q3-9 Higherapi-422428700No ratings yet
- G 205 - 10Document10 pagesG 205 - 10ruben carcamoNo ratings yet
- Carbon Dioxide in Ice Rink RefrigerationDocument65 pagesCarbon Dioxide in Ice Rink RefrigerationSamiYousifNo ratings yet
- Laserco 2Document75 pagesLaserco 2Byron ZúñigaNo ratings yet
- Chem Eng Technol - 2017 - Ghodoosi - Mathematical Modeling of Reverse Water Gas Shift Reaction in A Fixed Bed ReactorDocument10 pagesChem Eng Technol - 2017 - Ghodoosi - Mathematical Modeling of Reverse Water Gas Shift Reaction in A Fixed Bed Reactorqwerty fkvorkcjdkNo ratings yet
- Climate Change SeraficaDocument3 pagesClimate Change SeraficaEi HmmmNo ratings yet
- Exhaust Co2 EmissionDocument6 pagesExhaust Co2 EmissionMery MărgineanNo ratings yet
- P20390 SDS - 6Document4 pagesP20390 SDS - 6Ana Paula Jiménez D.No ratings yet
- Uhde Brochure Ammonia SCR PDFDocument28 pagesUhde Brochure Ammonia SCR PDFBaher ElsheikhNo ratings yet
- Use/Installation Instructions: Vrbd/Vubd 24" W. Beverage Dispenser Retain For Future ReferenceDocument16 pagesUse/Installation Instructions: Vrbd/Vubd 24" W. Beverage Dispenser Retain For Future ReferenceandyvtranNo ratings yet
- New Microsoft Office PowerPoint PresentationDocument15 pagesNew Microsoft Office PowerPoint PresentationTSatyanarayanaNo ratings yet
- PS Q1 Summative Test 4Document6 pagesPS Q1 Summative Test 4John Rodrigo PerezNo ratings yet
- Metoprolol Tartrate MSDS: Section 1: Chemical Product and Company IdentificationDocument5 pagesMetoprolol Tartrate MSDS: Section 1: Chemical Product and Company IdentificationSaurin AminNo ratings yet
- Cycles of Matter: Lesson ObjectivesDocument6 pagesCycles of Matter: Lesson Objectivesapi-593653104No ratings yet
- The Importance of ReforestationDocument8 pagesThe Importance of ReforestationWarlieZambalesDíaz100% (2)
- Numerical Analysis Blast Furnace PDFDocument9 pagesNumerical Analysis Blast Furnace PDFLTE002No ratings yet
- Tikidan SDS - HydrostopDocument5 pagesTikidan SDS - HydrostopsandeepNo ratings yet
- Anticarbonation CoatingsDocument19 pagesAnticarbonation CoatingsNikhil R DhoreNo ratings yet
- Ecobottle Lab ReportDocument3 pagesEcobottle Lab Reportapi-329914497No ratings yet
- Ss S Ss S William J. Cerveny: 57.7/osyp/22 SN GDocument11 pagesSs S Ss S William J. Cerveny: 57.7/osyp/22 SN GAndrea' MezaNo ratings yet
- Casale Advanced Ammonia TechnologiesDocument35 pagesCasale Advanced Ammonia TechnologiesMaribel ParragaNo ratings yet
- 875542-QA-Combustion and FlameDocument7 pages875542-QA-Combustion and FlameNikita RajNo ratings yet
- PHOTOBIOLOGYDocument49 pagesPHOTOBIOLOGYserimawarNo ratings yet
- Best - Practices WRFChem PDFDocument56 pagesBest - Practices WRFChem PDFDyah Ayu PutriningrumNo ratings yet
- Separation and Purification Technology: SciencedirectDocument13 pagesSeparation and Purification Technology: SciencedirectAndrés HuestikNo ratings yet
- Cambridge Secondary 1 CheckpointDocument12 pagesCambridge Secondary 1 CheckpointDương Ngọc Cường50% (4)
- Cbjescco 14Document7 pagesCbjescco 14Avinash AnkurNo ratings yet























































































Download as pdf or txt
You might also like
- Greenhouse Technology and Management PDFDocument374 pagesGreenhouse Technology and Management PDFDiaz Garizao Luis92% (12)
- Characteristics of Earth Necessary To Support Life PresentationDocument16 pagesCharacteristics of Earth Necessary To Support Life PresentationNailah Uy Codarat100% (1)
- Process Description Urea Melt-StdDocument6 pagesProcess Description Urea Melt-StdDai RojasNo ratings yet
- Difference Between StripperDocument2 pagesDifference Between StripperUsama JawaidNo ratings yet
- Heat - Mass Balance at ULCOS PDFDocument3 pagesHeat - Mass Balance at ULCOS PDFROWHEITNo ratings yet
- Pipelined Processor TamuDocument72 pagesPipelined Processor TamuanvinderNo ratings yet
- New Approach To Relief Valve Load Calculations PDFDocument3 pagesNew Approach To Relief Valve Load Calculations PDFchemengseliem100% (1)
- Designing of Urea Plant: Nitish Bir Chetan Mahajan Roshan KudariDocument26 pagesDesigning of Urea Plant: Nitish Bir Chetan Mahajan Roshan KudarinitishNo ratings yet
- 2001 Latest Urea Technology For Improving Performance and Product Quality PDFDocument20 pages2001 Latest Urea Technology For Improving Performance and Product Quality PDFAviv AL FarisNo ratings yet
- Chapter III With Plant CapacityDocument13 pagesChapter III With Plant Capacitymonkey d. luffyNo ratings yet
- CO2 Utilization Pathways Techno-Economic AssessmenDocument8 pagesCO2 Utilization Pathways Techno-Economic AssessmenNestor TamayoNo ratings yet
- Urea HMDDocument106 pagesUrea HMDAlmahadi AliasNo ratings yet
- Stamicarbon Urea Process Data: 1) Includes All E-Power Driven EquipmentDocument1 pageStamicarbon Urea Process Data: 1) Includes All E-Power Driven EquipmentPermata AdindaNo ratings yet
- 2021 01 Baboo Snamprogetti Urea ProcessDocument24 pages2021 01 Baboo Snamprogetti Urea ProcessusmanalihaashmiNo ratings yet
- Urea Prilling Tower DustDocument14 pagesUrea Prilling Tower DustRajeshkumar ElangoNo ratings yet
- Case APC Urea YaraAPC PDFDocument7 pagesCase APC Urea YaraAPC PDFAmy Diana Salinas FloresNo ratings yet
- Uhde Publications PDF en 51Document11 pagesUhde Publications PDF en 51Chamrat TechanithiNo ratings yet
- Urea Technology, A Critical Reviewehli) : Agrtcultnmeo Af25-0000-0000Document12 pagesUrea Technology, A Critical Reviewehli) : Agrtcultnmeo Af25-0000-0000Claudio ArenasNo ratings yet
- Low Oxygen Test - UreaDocument12 pagesLow Oxygen Test - Ureaasirul_meNo ratings yet
- Urea Prills Manufacturing FinalDocument31 pagesUrea Prills Manufacturing FinalGaurav VinayakNo ratings yet
- TP UreaDocument7 pagesTP UreawaqasNo ratings yet
- Optimization of Urea PlantsDocument37 pagesOptimization of Urea PlantsShivakumar UmaraniNo ratings yet
- Urea Dedusting TechnologyDocument8 pagesUrea Dedusting TechnologyGeorge Van BommelNo ratings yet
- 2011 05 Russ BHDT For A Safe & Reliable Urea IndustryDocument17 pages2011 05 Russ BHDT For A Safe & Reliable Urea Industrytarjo_teaNo ratings yet
- Urea Synthesis With Pool CondenserDocument1 pageUrea Synthesis With Pool Condensersite commissing teamNo ratings yet
- Fire in Syn. Gas Line Due To Sockolet FailureDocument9 pagesFire in Syn. Gas Line Due To Sockolet FailureNaresh SinghNo ratings yet
- Steady State Modeling of Urea Synthesis LoopDocument137 pagesSteady State Modeling of Urea Synthesis LoopDaniel Márquez EspinozaNo ratings yet
- Sequential Simulation of A Fluidized Bed-Aspen PlusDocument6 pagesSequential Simulation of A Fluidized Bed-Aspen PlusAzharuddin Ehtesham FarooquiNo ratings yet
- The Urea Manufacturing ProcessDocument5 pagesThe Urea Manufacturing ProcessJhonny Huanca ChampiriNo ratings yet
- Solar Photovoltaic Based Water Electrolysis System To Generate Hydrogen and OxygenDocument11 pagesSolar Photovoltaic Based Water Electrolysis System To Generate Hydrogen and OxygenIJRASETPublicationsNo ratings yet
- 2001 Tech Mennen PDFDocument5 pages2001 Tech Mennen PDFrkm_rkmNo ratings yet
- Urea Plant TrainingDocument34 pagesUrea Plant TrainingUtkarsh Sharma100% (1)
- Stamicarbon Launch Melt Flash Design: Stamicarbon - Urea Revamp ConceptsDocument34 pagesStamicarbon Launch Melt Flash Design: Stamicarbon - Urea Revamp ConceptsRAMESHWAR VEDACHALAMNo ratings yet
- Process Flow Diagram - Urea Production PlantDocument1 pageProcess Flow Diagram - Urea Production PlantDasun AttanayakeNo ratings yet
- Production of AmmoniaDocument123 pagesProduction of AmmoniaShameerSamsuriNo ratings yet
- 2011 02 Huijben Spie Why Every Urea Plant Needs A Continuous NC Meter PDFDocument9 pages2011 02 Huijben Spie Why Every Urea Plant Needs A Continuous NC Meter PDFfawadintNo ratings yet
- POWER Magazine - May 2023-1Document43 pagesPOWER Magazine - May 2023-1MarcialgonzalezpNo ratings yet
- Sulfur and Sulfuric AcidDocument20 pagesSulfur and Sulfuric AcidZakia LuthfianaNo ratings yet
- Camt 053 001 02Document42 pagesCamt 053 001 02JNo ratings yet
- CHE112P Lecture Recycle - BypassDocument22 pagesCHE112P Lecture Recycle - BypassYzeNo ratings yet
- Saudi Arabia Fertilizers CompanyDocument26 pagesSaudi Arabia Fertilizers CompanybskadyanNo ratings yet
- Urea PDFDocument51 pagesUrea PDFmfruge750% (2)
- Primer On Ammonia Nitrogen Fertilizers and Natural Gas MarketsDocument50 pagesPrimer On Ammonia Nitrogen Fertilizers and Natural Gas MarketsAaronKoNo ratings yet
- Burj Alrab AAADocument34 pagesBurj Alrab AAAKristine Delos ReyesNo ratings yet
- Ammonia Urea Mass BalanceDocument44 pagesAmmonia Urea Mass BalanceSenthil NathanaNo ratings yet
- Modeling and Simulation of Methanation Catalytic Reactor in Ammonia UnitDocument8 pagesModeling and Simulation of Methanation Catalytic Reactor in Ammonia UnitMartin NizNo ratings yet
- Pipelining in MIPs ArchitectureDocument23 pagesPipelining in MIPs Architecturegbland100% (3)
- Plant Layout PDFDocument19 pagesPlant Layout PDFazzatul amiraNo ratings yet
- 05-NEWJCM Brochure 2016Document8 pages05-NEWJCM Brochure 2016RAVI SHANKARNo ratings yet
- Lecture 37 PDFDocument7 pagesLecture 37 PDFShaffaf ThajudheenNo ratings yet
- Catalytic Oxidation of Ammonia To NitrogenDocument139 pagesCatalytic Oxidation of Ammonia To Nitrogenagnotts09No ratings yet
- Urea Plant Training Program For GTEDocument40 pagesUrea Plant Training Program For GTEnomidangerous100% (1)
- Hazop Study: 11.1.1 BackgroundDocument14 pagesHazop Study: 11.1.1 BackgroundMuhammad100% (1)
- Chemical TechnologyDocument24 pagesChemical TechnologyAnonymous okVyZFmqqXNo ratings yet
- 04 The Stamicarbon NEXT Generation Urea Plant J MeessenDocument12 pages04 The Stamicarbon NEXT Generation Urea Plant J Meessenigunhakam55100% (1)
- Centrifugal Carbamate Pump Failures-Improvement PDFDocument21 pagesCentrifugal Carbamate Pump Failures-Improvement PDFAbdulrahman Alkhowaiter100% (1)
- Urea ModelingDocument20 pagesUrea ModelingekmagisNo ratings yet
- Unit 1 Chemistry SASTRA University Water TreatmentDocument6 pagesUnit 1 Chemistry SASTRA University Water Treatmentstar100% (1)
- (A) Ammonia Energy CalculationDocument3 pages(A) Ammonia Energy CalculationlightsonsNo ratings yet
- Report - 1 - 12.12.2011Document42 pagesReport - 1 - 12.12.2011rosha_friends4ever_noja100% (1)
- BITS Pilani: Module 2: Flowsheet Synthesis Lecture-7Document16 pagesBITS Pilani: Module 2: Flowsheet Synthesis Lecture-7pulkitNo ratings yet
- Urea Technology, Toyo Eng. CompnayDocument20 pagesUrea Technology, Toyo Eng. CompnaySteve WanNo ratings yet
- MELCOR Vol 2 Reference ManualDocument897 pagesMELCOR Vol 2 Reference ManualJack CavaluzziNo ratings yet
- Exam Questions Aqa Trilogy Bioenergetics: Q1-6 Foundaton Q3-9 HigherDocument28 pagesExam Questions Aqa Trilogy Bioenergetics: Q1-6 Foundaton Q3-9 Higherapi-422428700No ratings yet
- G 205 - 10Document10 pagesG 205 - 10ruben carcamoNo ratings yet
- Carbon Dioxide in Ice Rink RefrigerationDocument65 pagesCarbon Dioxide in Ice Rink RefrigerationSamiYousifNo ratings yet
- Laserco 2Document75 pagesLaserco 2Byron ZúñigaNo ratings yet
- Chem Eng Technol - 2017 - Ghodoosi - Mathematical Modeling of Reverse Water Gas Shift Reaction in A Fixed Bed ReactorDocument10 pagesChem Eng Technol - 2017 - Ghodoosi - Mathematical Modeling of Reverse Water Gas Shift Reaction in A Fixed Bed Reactorqwerty fkvorkcjdkNo ratings yet
- Climate Change SeraficaDocument3 pagesClimate Change SeraficaEi HmmmNo ratings yet
- Exhaust Co2 EmissionDocument6 pagesExhaust Co2 EmissionMery MărgineanNo ratings yet
- P20390 SDS - 6Document4 pagesP20390 SDS - 6Ana Paula Jiménez D.No ratings yet
- Uhde Brochure Ammonia SCR PDFDocument28 pagesUhde Brochure Ammonia SCR PDFBaher ElsheikhNo ratings yet
- Use/Installation Instructions: Vrbd/Vubd 24" W. Beverage Dispenser Retain For Future ReferenceDocument16 pagesUse/Installation Instructions: Vrbd/Vubd 24" W. Beverage Dispenser Retain For Future ReferenceandyvtranNo ratings yet
- New Microsoft Office PowerPoint PresentationDocument15 pagesNew Microsoft Office PowerPoint PresentationTSatyanarayanaNo ratings yet
- PS Q1 Summative Test 4Document6 pagesPS Q1 Summative Test 4John Rodrigo PerezNo ratings yet
- Metoprolol Tartrate MSDS: Section 1: Chemical Product and Company IdentificationDocument5 pagesMetoprolol Tartrate MSDS: Section 1: Chemical Product and Company IdentificationSaurin AminNo ratings yet
- Cycles of Matter: Lesson ObjectivesDocument6 pagesCycles of Matter: Lesson Objectivesapi-593653104No ratings yet
- The Importance of ReforestationDocument8 pagesThe Importance of ReforestationWarlieZambalesDíaz100% (2)
- Numerical Analysis Blast Furnace PDFDocument9 pagesNumerical Analysis Blast Furnace PDFLTE002No ratings yet
- Tikidan SDS - HydrostopDocument5 pagesTikidan SDS - HydrostopsandeepNo ratings yet
- Anticarbonation CoatingsDocument19 pagesAnticarbonation CoatingsNikhil R DhoreNo ratings yet
- Ecobottle Lab ReportDocument3 pagesEcobottle Lab Reportapi-329914497No ratings yet
- Ss S Ss S William J. Cerveny: 57.7/osyp/22 SN GDocument11 pagesSs S Ss S William J. Cerveny: 57.7/osyp/22 SN GAndrea' MezaNo ratings yet
- Casale Advanced Ammonia TechnologiesDocument35 pagesCasale Advanced Ammonia TechnologiesMaribel ParragaNo ratings yet
- 875542-QA-Combustion and FlameDocument7 pages875542-QA-Combustion and FlameNikita RajNo ratings yet
- PHOTOBIOLOGYDocument49 pagesPHOTOBIOLOGYserimawarNo ratings yet
- Best - Practices WRFChem PDFDocument56 pagesBest - Practices WRFChem PDFDyah Ayu PutriningrumNo ratings yet
- Separation and Purification Technology: SciencedirectDocument13 pagesSeparation and Purification Technology: SciencedirectAndrés HuestikNo ratings yet
- Cambridge Secondary 1 CheckpointDocument12 pagesCambridge Secondary 1 CheckpointDương Ngọc Cường50% (4)
- Cbjescco 14Document7 pagesCbjescco 14Avinash AnkurNo ratings yet