
Solid Desiccant Dehydration Plant
Solid Desiccant Dehydration Plant
You might also like
- Closed and Open Feed SystemDocument7 pagesClosed and Open Feed SystemRoneil BaculioNo ratings yet
- Ice Making Plant FactoryDocument7 pagesIce Making Plant FactoryKifayat UllahNo ratings yet
- Natural Gas DehydrationDocument12 pagesNatural Gas DehydrationSagar DadhichNo ratings yet
- Gas Drying EquipmentDocument6 pagesGas Drying EquipmentJustin Paul CongeNo ratings yet
- TPP - A Presentation On Thermal Power PlantsDocument30 pagesTPP - A Presentation On Thermal Power PlantsSounak SasmalNo ratings yet
- Fractional DistillationDocument5 pagesFractional DistillationLê LộcNo ratings yet
- Chapter 1 Introduction: 1.1 Stripping MethodDocument5 pagesChapter 1 Introduction: 1.1 Stripping MethodBishal LamichhaneNo ratings yet
- Off Gas CoolingDocument9 pagesOff Gas CoolingAnonymous zwSP5gvNo ratings yet
- UntitledDocument7 pagesUntitledafifiNo ratings yet
- Steam TrapsDocument11 pagesSteam TrapsAnkit Sharma100% (1)
- Air PollutionDocument22 pagesAir PollutionSaba waseemNo ratings yet
- Boiler ReportDocument17 pagesBoiler ReportMalik MadniNo ratings yet
- Refrigeration and Air Conditioning Lab: Mansoura University Faculty of Engineering Mechanical Power Department 4 YearDocument9 pagesRefrigeration and Air Conditioning Lab: Mansoura University Faculty of Engineering Mechanical Power Department 4 YearKhaled HakimNo ratings yet
- New Microsoft PowerPoint PresentationDocument13 pagesNew Microsoft PowerPoint PresentationNabaz MuhamadNo ratings yet
- Nurrohman - ProjectDocument32 pagesNurrohman - ProjectNurrohman NurrohmanNo ratings yet
- Performance Evaluation of Wick Cooled Evaporative CondenserDocument14 pagesPerformance Evaluation of Wick Cooled Evaporative CondenserShobhit GargNo ratings yet
- EvaporatorsDocument21 pagesEvaporatorsMr. Muhammad Hassam SiddiquiNo ratings yet
- Aspects of Lead Acid Battery Technology 5 Dry Charging of Formed Negative PlatesDocument12 pagesAspects of Lead Acid Battery Technology 5 Dry Charging of Formed Negative PlatestjkiddNo ratings yet
- CondensersDocument25 pagesCondensersARSAL HASHMINo ratings yet
- STEAMDocument47 pagesSTEAMjayshethNo ratings yet
- Drying in Mass TransferDocument57 pagesDrying in Mass TransferMohammad JunaidNo ratings yet
- Unit 5.1 RefrigrationDocument11 pagesUnit 5.1 RefrigrationPalanichamy MuruganNo ratings yet
- Distillation Through Fractional ColumnDocument6 pagesDistillation Through Fractional ColumnM. Shehryar KhanNo ratings yet
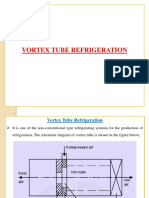
- Vortex Tube Steam Jet RefrigerationDocument14 pagesVortex Tube Steam Jet RefrigerationDInesh KumarNo ratings yet
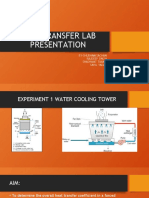
- Mass Transfer Lab Presentation: By-Shubham Sachan Rajdeep Singh Shashwat Tiwari Sahil YadavDocument21 pagesMass Transfer Lab Presentation: By-Shubham Sachan Rajdeep Singh Shashwat Tiwari Sahil Yadavbadshah sharmaNo ratings yet
- 04 Solid Bed DehydrationDocument23 pages04 Solid Bed DehydrationMohamed SahnounNo ratings yet
- BoilerDocument77 pagesBoilerChoudhry Waqas Uddin.No ratings yet
- Dehydration of Natural Gas Using Solid DesiccantsDocument9 pagesDehydration of Natural Gas Using Solid DesiccantsAjay BharaneNo ratings yet
- RegeneratorDocument23 pagesRegeneratorBlue BlazeNo ratings yet
- Types of Distillation ColumnDocument3 pagesTypes of Distillation ColumnKornelis OlaNo ratings yet
- Steam and Condensate SystemDocument5 pagesSteam and Condensate SystemAayush AgrawalNo ratings yet
- CH 1Document32 pagesCH 1beila.amu.22No ratings yet
- 3 Short Path DistillationDocument55 pages3 Short Path DistillationBhavin SolankiNo ratings yet
- DryingDocument175 pagesDryingtalhawasimNo ratings yet
- CFBC Boiler DescriptionDocument9 pagesCFBC Boiler Descriptioncmani_bweNo ratings yet
- Vacuum Distillation DefinitionDocument1 pageVacuum Distillation DefinitionVijay KumarNo ratings yet
- Evaporator AccessoriesDocument21 pagesEvaporator AccessoriesgrittyptNo ratings yet
- Presentation Report-Converted 1Document11 pagesPresentation Report-Converted 1S.k. YadavNo ratings yet
- Steam TrapDocument5 pagesSteam TrapMrinal Kanti RoyNo ratings yet
- 4 - Evaporation SDocument32 pages4 - Evaporation Sabdelsalam kasemNo ratings yet
- BKLT DeaeratorDocument24 pagesBKLT Deaeratormalikgaurav01No ratings yet
- Lec 4Document36 pagesLec 4Shamsuzzaman SharifNo ratings yet
- Cryopump: Vacuum Pump Gases VapoursDocument2 pagesCryopump: Vacuum Pump Gases VapoursEmil Florin TutaNo ratings yet
- Module Iii Refrigeration CycleDocument16 pagesModule Iii Refrigeration CycleDiether RigorNo ratings yet
- Vacuum SystemDocument28 pagesVacuum SystemDalveer Singh100% (1)
- Vacuum SystemDocument28 pagesVacuum SystemSam100% (1)
- 409 - 5 Refrigeration & Air ConditioningDocument104 pages409 - 5 Refrigeration & Air Conditioningisrat jahanNo ratings yet
- Dryness Fraction & Its DeterminationDocument12 pagesDryness Fraction & Its DeterminationAtif RaziNo ratings yet
- SteamDocument38 pagesSteamDebendu Nag100% (2)
- Condensate & UtilisationDocument3 pagesCondensate & Utilisationmohamed faragNo ratings yet
- ECM Steam Short NotesDocument15 pagesECM Steam Short NotesVinay PanditNo ratings yet
- Steam Jet Refrigeration SystemDocument3 pagesSteam Jet Refrigeration Systemnikhilgogoi80No ratings yet
- Ornos, Janlyn Z. MEL 2 Assessment 1Document4 pagesOrnos, Janlyn Z. MEL 2 Assessment 1Janlyn OrnosNo ratings yet
- Condenser: Function of A CondenserDocument6 pagesCondenser: Function of A CondenserShirr SagerNo ratings yet
- Presentation TemplateDocument18 pagesPresentation Templatesaibabu sai100% (1)
- Fractional DistillationDocument17 pagesFractional DistillationSubash KumarNo ratings yet
- Types of EvaporatorsDocument12 pagesTypes of Evaporatorsapi-377437388% (8)
- Boiler Feedwater DeaerationDocument5 pagesBoiler Feedwater DeaerationFA AyNo ratings yet
- World Journal of Pharmaceutical ResearchDocument14 pagesWorld Journal of Pharmaceutical ResearchDevanandDongreNo ratings yet
- Fracture Mechanics: Jump To Navigation Jump To SearchDocument19 pagesFracture Mechanics: Jump To Navigation Jump To SearchReeverse MasterminddNo ratings yet
- Jurnal InternasionalDocument9 pagesJurnal InternasionalalninditaNo ratings yet
- National Fire Protection Association-GoogleDocument2 pagesNational Fire Protection Association-GooglesandeepNo ratings yet
- Pet 8 Rustpreventatives en PDFDocument7 pagesPet 8 Rustpreventatives en PDFSanthosh DuraisamyNo ratings yet
- 0625 s14 Ms 31 PDFDocument9 pages0625 s14 Ms 31 PDFHaider AliNo ratings yet
- Fosroc Nitoflor Lithurin 2: Hardening and Dustproofing Compound For Concrete Surfaces Uses Properties PenetrationDocument2 pagesFosroc Nitoflor Lithurin 2: Hardening and Dustproofing Compound For Concrete Surfaces Uses Properties PenetrationVincent JavateNo ratings yet
- GP-03!12!01 Valve SelectionDocument30 pagesGP-03!12!01 Valve SelectionabenitechNo ratings yet
- 1 s2.0 S0008884603004095 Main PDFDocument7 pages1 s2.0 S0008884603004095 Main PDFdilipNo ratings yet
- Answer Gerak Gempur Chemistry 2013Document11 pagesAnswer Gerak Gempur Chemistry 2013ryder1man6433No ratings yet
- Semi-Centrifugal Casting: An Extensive Analysis: Technical ReportDocument10 pagesSemi-Centrifugal Casting: An Extensive Analysis: Technical ReportS. R. OvhalNo ratings yet
- Simulation of A Urea Synthesis Reactor. 1. ThermodynamicDocument10 pagesSimulation of A Urea Synthesis Reactor. 1. ThermodynamicYaraKanawatiNo ratings yet
- 1870'sDocument614 pages1870'sgeamjivratNo ratings yet
- 2.0 Thermochemistry Dec 21Document77 pages2.0 Thermochemistry Dec 21Shaarmini SankerNo ratings yet
- Floor Cleaner Making ClassesDocument8 pagesFloor Cleaner Making ClassesMuhammad FaisalNo ratings yet
- Excel BasedDocument24 pagesExcel Basedelha e. maruquinNo ratings yet
- Identifying Archaeological Metal PDFDocument4 pagesIdentifying Archaeological Metal PDFadonisghlNo ratings yet
- Waves in Media: Ashcroft and Mermin, Solid State Physics (Saunders College, 1976, Page 553)Document42 pagesWaves in Media: Ashcroft and Mermin, Solid State Physics (Saunders College, 1976, Page 553)Amina lbrahimNo ratings yet
- Cooling Tower 3.4Document5 pagesCooling Tower 3.4Anita Dwi LestariNo ratings yet
- Effect of Magnetizing Water and Seeds On The Production of Cucumber (Cucumis Sativus L.) Under Cooled Plastic TunnelsDocument71 pagesEffect of Magnetizing Water and Seeds On The Production of Cucumber (Cucumis Sativus L.) Under Cooled Plastic Tunnelssunziv19No ratings yet
- TENSION MEMBERS Yielding Shear LagDocument28 pagesTENSION MEMBERS Yielding Shear LagEhsan WasimNo ratings yet
- 2017mar11 PHY1001 Assignment 4Document2 pages2017mar11 PHY1001 Assignment 4AbhimanyuNo ratings yet
- SDS - Pine GelDocument4 pagesSDS - Pine GelMohan KNo ratings yet
- Preparation of Highly Pure Thorium Nitrate Via Thorium Sulfate and Thorium PeroxideDocument4 pagesPreparation of Highly Pure Thorium Nitrate Via Thorium Sulfate and Thorium PeroxideGyan PrameswaraNo ratings yet
- Pressure Vessel HandbookDocument494 pagesPressure Vessel HandbookmiguelmtzgroNo ratings yet
- SMS - Thin Film Evaporator PDFDocument20 pagesSMS - Thin Film Evaporator PDFdj22500100% (1)
- Cat Oxsilan InternetDocument49 pagesCat Oxsilan InternetAnonymous 1vuTwJVDjYNo ratings yet
- Fatigue Testing - Ignacio ArtamendiDocument26 pagesFatigue Testing - Ignacio ArtamendiRoque3RNo ratings yet
- INDOKOTE Company Profile-4Document8 pagesINDOKOTE Company Profile-4AvijitSinghNo ratings yet






















































































Download as docx, pdf, or txt
You might also like
- Closed and Open Feed SystemDocument7 pagesClosed and Open Feed SystemRoneil BaculioNo ratings yet
- Ice Making Plant FactoryDocument7 pagesIce Making Plant FactoryKifayat UllahNo ratings yet
- Natural Gas DehydrationDocument12 pagesNatural Gas DehydrationSagar DadhichNo ratings yet
- Gas Drying EquipmentDocument6 pagesGas Drying EquipmentJustin Paul CongeNo ratings yet
- TPP - A Presentation On Thermal Power PlantsDocument30 pagesTPP - A Presentation On Thermal Power PlantsSounak SasmalNo ratings yet
- Fractional DistillationDocument5 pagesFractional DistillationLê LộcNo ratings yet
- Chapter 1 Introduction: 1.1 Stripping MethodDocument5 pagesChapter 1 Introduction: 1.1 Stripping MethodBishal LamichhaneNo ratings yet
- Off Gas CoolingDocument9 pagesOff Gas CoolingAnonymous zwSP5gvNo ratings yet
- UntitledDocument7 pagesUntitledafifiNo ratings yet
- Steam TrapsDocument11 pagesSteam TrapsAnkit Sharma100% (1)
- Air PollutionDocument22 pagesAir PollutionSaba waseemNo ratings yet
- Boiler ReportDocument17 pagesBoiler ReportMalik MadniNo ratings yet
- Refrigeration and Air Conditioning Lab: Mansoura University Faculty of Engineering Mechanical Power Department 4 YearDocument9 pagesRefrigeration and Air Conditioning Lab: Mansoura University Faculty of Engineering Mechanical Power Department 4 YearKhaled HakimNo ratings yet
- New Microsoft PowerPoint PresentationDocument13 pagesNew Microsoft PowerPoint PresentationNabaz MuhamadNo ratings yet
- Nurrohman - ProjectDocument32 pagesNurrohman - ProjectNurrohman NurrohmanNo ratings yet
- Performance Evaluation of Wick Cooled Evaporative CondenserDocument14 pagesPerformance Evaluation of Wick Cooled Evaporative CondenserShobhit GargNo ratings yet
- EvaporatorsDocument21 pagesEvaporatorsMr. Muhammad Hassam SiddiquiNo ratings yet
- Aspects of Lead Acid Battery Technology 5 Dry Charging of Formed Negative PlatesDocument12 pagesAspects of Lead Acid Battery Technology 5 Dry Charging of Formed Negative PlatestjkiddNo ratings yet
- CondensersDocument25 pagesCondensersARSAL HASHMINo ratings yet
- STEAMDocument47 pagesSTEAMjayshethNo ratings yet
- Drying in Mass TransferDocument57 pagesDrying in Mass TransferMohammad JunaidNo ratings yet
- Unit 5.1 RefrigrationDocument11 pagesUnit 5.1 RefrigrationPalanichamy MuruganNo ratings yet
- Distillation Through Fractional ColumnDocument6 pagesDistillation Through Fractional ColumnM. Shehryar KhanNo ratings yet
- Vortex Tube Steam Jet RefrigerationDocument14 pagesVortex Tube Steam Jet RefrigerationDInesh KumarNo ratings yet
- Mass Transfer Lab Presentation: By-Shubham Sachan Rajdeep Singh Shashwat Tiwari Sahil YadavDocument21 pagesMass Transfer Lab Presentation: By-Shubham Sachan Rajdeep Singh Shashwat Tiwari Sahil Yadavbadshah sharmaNo ratings yet
- 04 Solid Bed DehydrationDocument23 pages04 Solid Bed DehydrationMohamed SahnounNo ratings yet
- BoilerDocument77 pagesBoilerChoudhry Waqas Uddin.No ratings yet
- Dehydration of Natural Gas Using Solid DesiccantsDocument9 pagesDehydration of Natural Gas Using Solid DesiccantsAjay BharaneNo ratings yet
- RegeneratorDocument23 pagesRegeneratorBlue BlazeNo ratings yet
- Types of Distillation ColumnDocument3 pagesTypes of Distillation ColumnKornelis OlaNo ratings yet
- Steam and Condensate SystemDocument5 pagesSteam and Condensate SystemAayush AgrawalNo ratings yet
- CH 1Document32 pagesCH 1beila.amu.22No ratings yet
- 3 Short Path DistillationDocument55 pages3 Short Path DistillationBhavin SolankiNo ratings yet
- DryingDocument175 pagesDryingtalhawasimNo ratings yet
- CFBC Boiler DescriptionDocument9 pagesCFBC Boiler Descriptioncmani_bweNo ratings yet
- Vacuum Distillation DefinitionDocument1 pageVacuum Distillation DefinitionVijay KumarNo ratings yet
- Evaporator AccessoriesDocument21 pagesEvaporator AccessoriesgrittyptNo ratings yet
- Presentation Report-Converted 1Document11 pagesPresentation Report-Converted 1S.k. YadavNo ratings yet
- Steam TrapDocument5 pagesSteam TrapMrinal Kanti RoyNo ratings yet
- 4 - Evaporation SDocument32 pages4 - Evaporation Sabdelsalam kasemNo ratings yet
- BKLT DeaeratorDocument24 pagesBKLT Deaeratormalikgaurav01No ratings yet
- Lec 4Document36 pagesLec 4Shamsuzzaman SharifNo ratings yet
- Cryopump: Vacuum Pump Gases VapoursDocument2 pagesCryopump: Vacuum Pump Gases VapoursEmil Florin TutaNo ratings yet
- Module Iii Refrigeration CycleDocument16 pagesModule Iii Refrigeration CycleDiether RigorNo ratings yet
- Vacuum SystemDocument28 pagesVacuum SystemDalveer Singh100% (1)
- Vacuum SystemDocument28 pagesVacuum SystemSam100% (1)
- 409 - 5 Refrigeration & Air ConditioningDocument104 pages409 - 5 Refrigeration & Air Conditioningisrat jahanNo ratings yet
- Dryness Fraction & Its DeterminationDocument12 pagesDryness Fraction & Its DeterminationAtif RaziNo ratings yet
- SteamDocument38 pagesSteamDebendu Nag100% (2)
- Condensate & UtilisationDocument3 pagesCondensate & Utilisationmohamed faragNo ratings yet
- ECM Steam Short NotesDocument15 pagesECM Steam Short NotesVinay PanditNo ratings yet
- Steam Jet Refrigeration SystemDocument3 pagesSteam Jet Refrigeration Systemnikhilgogoi80No ratings yet
- Ornos, Janlyn Z. MEL 2 Assessment 1Document4 pagesOrnos, Janlyn Z. MEL 2 Assessment 1Janlyn OrnosNo ratings yet
- Condenser: Function of A CondenserDocument6 pagesCondenser: Function of A CondenserShirr SagerNo ratings yet
- Presentation TemplateDocument18 pagesPresentation Templatesaibabu sai100% (1)
- Fractional DistillationDocument17 pagesFractional DistillationSubash KumarNo ratings yet
- Types of EvaporatorsDocument12 pagesTypes of Evaporatorsapi-377437388% (8)
- Boiler Feedwater DeaerationDocument5 pagesBoiler Feedwater DeaerationFA AyNo ratings yet
- World Journal of Pharmaceutical ResearchDocument14 pagesWorld Journal of Pharmaceutical ResearchDevanandDongreNo ratings yet
- Fracture Mechanics: Jump To Navigation Jump To SearchDocument19 pagesFracture Mechanics: Jump To Navigation Jump To SearchReeverse MasterminddNo ratings yet
- Jurnal InternasionalDocument9 pagesJurnal InternasionalalninditaNo ratings yet
- National Fire Protection Association-GoogleDocument2 pagesNational Fire Protection Association-GooglesandeepNo ratings yet
- Pet 8 Rustpreventatives en PDFDocument7 pagesPet 8 Rustpreventatives en PDFSanthosh DuraisamyNo ratings yet
- 0625 s14 Ms 31 PDFDocument9 pages0625 s14 Ms 31 PDFHaider AliNo ratings yet
- Fosroc Nitoflor Lithurin 2: Hardening and Dustproofing Compound For Concrete Surfaces Uses Properties PenetrationDocument2 pagesFosroc Nitoflor Lithurin 2: Hardening and Dustproofing Compound For Concrete Surfaces Uses Properties PenetrationVincent JavateNo ratings yet
- GP-03!12!01 Valve SelectionDocument30 pagesGP-03!12!01 Valve SelectionabenitechNo ratings yet
- 1 s2.0 S0008884603004095 Main PDFDocument7 pages1 s2.0 S0008884603004095 Main PDFdilipNo ratings yet
- Answer Gerak Gempur Chemistry 2013Document11 pagesAnswer Gerak Gempur Chemistry 2013ryder1man6433No ratings yet
- Semi-Centrifugal Casting: An Extensive Analysis: Technical ReportDocument10 pagesSemi-Centrifugal Casting: An Extensive Analysis: Technical ReportS. R. OvhalNo ratings yet
- Simulation of A Urea Synthesis Reactor. 1. ThermodynamicDocument10 pagesSimulation of A Urea Synthesis Reactor. 1. ThermodynamicYaraKanawatiNo ratings yet
- 1870'sDocument614 pages1870'sgeamjivratNo ratings yet
- 2.0 Thermochemistry Dec 21Document77 pages2.0 Thermochemistry Dec 21Shaarmini SankerNo ratings yet
- Floor Cleaner Making ClassesDocument8 pagesFloor Cleaner Making ClassesMuhammad FaisalNo ratings yet
- Excel BasedDocument24 pagesExcel Basedelha e. maruquinNo ratings yet
- Identifying Archaeological Metal PDFDocument4 pagesIdentifying Archaeological Metal PDFadonisghlNo ratings yet
- Waves in Media: Ashcroft and Mermin, Solid State Physics (Saunders College, 1976, Page 553)Document42 pagesWaves in Media: Ashcroft and Mermin, Solid State Physics (Saunders College, 1976, Page 553)Amina lbrahimNo ratings yet
- Cooling Tower 3.4Document5 pagesCooling Tower 3.4Anita Dwi LestariNo ratings yet
- Effect of Magnetizing Water and Seeds On The Production of Cucumber (Cucumis Sativus L.) Under Cooled Plastic TunnelsDocument71 pagesEffect of Magnetizing Water and Seeds On The Production of Cucumber (Cucumis Sativus L.) Under Cooled Plastic Tunnelssunziv19No ratings yet
- TENSION MEMBERS Yielding Shear LagDocument28 pagesTENSION MEMBERS Yielding Shear LagEhsan WasimNo ratings yet
- 2017mar11 PHY1001 Assignment 4Document2 pages2017mar11 PHY1001 Assignment 4AbhimanyuNo ratings yet
- SDS - Pine GelDocument4 pagesSDS - Pine GelMohan KNo ratings yet
- Preparation of Highly Pure Thorium Nitrate Via Thorium Sulfate and Thorium PeroxideDocument4 pagesPreparation of Highly Pure Thorium Nitrate Via Thorium Sulfate and Thorium PeroxideGyan PrameswaraNo ratings yet
- Pressure Vessel HandbookDocument494 pagesPressure Vessel HandbookmiguelmtzgroNo ratings yet
- SMS - Thin Film Evaporator PDFDocument20 pagesSMS - Thin Film Evaporator PDFdj22500100% (1)
- Cat Oxsilan InternetDocument49 pagesCat Oxsilan InternetAnonymous 1vuTwJVDjYNo ratings yet
- Fatigue Testing - Ignacio ArtamendiDocument26 pagesFatigue Testing - Ignacio ArtamendiRoque3RNo ratings yet
- INDOKOTE Company Profile-4Document8 pagesINDOKOTE Company Profile-4AvijitSinghNo ratings yet