
Manufacturing Processes UNIT Test-I - Series A With Solutions
Manufacturing Processes UNIT Test-I - Series A With Solutions
You might also like
- Breakout Trading Strategies Quick GuideDocument10 pagesBreakout Trading Strategies Quick GuideAnand Kesarkar100% (1)
- Sand Mould Casting Multiple Choice QuestionsDocument9 pagesSand Mould Casting Multiple Choice QuestionsAyoub Mohamed100% (1)
- Astm A70Document1 pageAstm A70Anand KesarkarNo ratings yet
- Wps Is 2062 GR B Butt-OkDocument2 pagesWps Is 2062 GR B Butt-OkAnand Kesarkar33% (3)
- RequiredDocument3 pagesRequiredKplm StevenNo ratings yet
- Metal Cas MCQDocument25 pagesMetal Cas MCQKanhaiyaPrasadNo ratings yet
- Foundary Technology Questions With AnswersDocument2 pagesFoundary Technology Questions With Answerskaluagrawa100% (1)
- Moulding and Pattern NotesDocument28 pagesMoulding and Pattern Notesprabhu100% (1)
- MCQ MPDocument27 pagesMCQ MPEr Vishal Divya Jagadale67% (3)
- Casting E BookDocument46 pagesCasting E BookunitybeginsathomeNo ratings yet
- Metal Casting AnswersDocument6 pagesMetal Casting AnswersKarthi100% (1)
- Module 8Document6 pagesModule 8Kurt MarfilNo ratings yet
- Amem201 Multiple All TopicsDocument14 pagesAmem201 Multiple All TopicsKavan PanneerselvamNo ratings yet
- MP QUESTION BANK CastingDocument12 pagesMP QUESTION BANK CastingSwapvaibNo ratings yet
- Cswip 3.1 (Welding Inspector) Multiple Choice QuestionsDocument18 pagesCswip 3.1 (Welding Inspector) Multiple Choice QuestionsRajkumar ANo ratings yet
- (D) Basic: Cswip 3.1 (Welding Inspector) Multiple Choice QuestionsDocument31 pages(D) Basic: Cswip 3.1 (Welding Inspector) Multiple Choice QuestionsJigar Prajapati100% (1)
- A65BDocument3 pagesA65BSiva Kumar SNo ratings yet
- MP1 Quiz 1Document3 pagesMP1 Quiz 1Veerakumar SNo ratings yet
- 55 MCQ of CastingDocument8 pages55 MCQ of CastingVivek Bajpai100% (1)
- Casting-Welding Paper Solutions PDFDocument9 pagesCasting-Welding Paper Solutions PDFNitesh MalavNo ratings yet
- Traditional Machining MCQsDocument2 pagesTraditional Machining MCQsMuhammad AwaisNo ratings yet
- Last Name, First Name: - UMD Directory IDDocument8 pagesLast Name, First Name: - UMD Directory IDYealshaday BirhanuNo ratings yet
- 1.5 Fy - January Practice TestDocument4 pages1.5 Fy - January Practice Testmayur.kshirsagar26No ratings yet
- IES 2000 - II With Solution - EditedDocument20 pagesIES 2000 - II With Solution - EditedHarshal ThakreNo ratings yet
- Building Materials Const MCQDocument23 pagesBuilding Materials Const MCQsirsa11100% (2)
- Mp-I MCQ Sem-I (2016)Document134 pagesMp-I MCQ Sem-I (2016)Saurabh Deshmukh50% (2)
- KMC 2018 PDFDocument11 pagesKMC 2018 PDFKailash Chaudhary100% (2)
- Forming E BookDocument22 pagesForming E BookunitybeginsathomeNo ratings yet
- Third Grade Overseer/Third Grade Draftsman MARKDocument11 pagesThird Grade Overseer/Third Grade Draftsman MARKprasanthNo ratings yet
- Special Casting Fig Q A For StudentsDocument60 pagesSpecial Casting Fig Q A For StudentsRavinder Antil75% (4)
- 03 - Trowel Vocations (Old Questions)Document10 pages03 - Trowel Vocations (Old Questions)Min HtetNo ratings yet
- Casting Class4 01102021Document9 pagesCasting Class4 01102021Deepak KumarNo ratings yet
- Global College of Engineering & Technology (SET 1) Mid:1 Sub:DMM Time:30 Marks:20Document1 pageGlobal College of Engineering & Technology (SET 1) Mid:1 Sub:DMM Time:30 Marks:20Hussain HussainNo ratings yet
- Amem201 Group1 Multiple Choice Q&A Amem201Document4 pagesAmem201 Group1 Multiple Choice Q&A Amem201Aero NaveenNo ratings yet
- MCQ Paper Set 3Document4 pagesMCQ Paper Set 3ViJay SabHaya0% (1)
- Multiple Choice Questions: Subject: Advanced Manufacturing Processes Unit 1: Special Forming ProcessesDocument109 pagesMultiple Choice Questions: Subject: Advanced Manufacturing Processes Unit 1: Special Forming ProcessesMudassir KhanNo ratings yet
- MTP MCQDocument25 pagesMTP MCQrahulNo ratings yet
- Assignment 3Document4 pagesAssignment 3shanthakumargcNo ratings yet
- Solution For Assignment 2Document3 pagesSolution For Assignment 2akshaythakkar_219925No ratings yet
- MCQDocument2 pagesMCQRAMAKANT RANA86% (7)
- Sand CastingDocument81 pagesSand Castingkumarrohit91100% (2)
- Assmnt Engg Material and Metal Casting 25 SepDocument4 pagesAssmnt Engg Material and Metal Casting 25 SepViswanathan SrkNo ratings yet
- Casting ME GATE 2020 Previous Year With Ans KeyDocument10 pagesCasting ME GATE 2020 Previous Year With Ans Keyhyper meshNo ratings yet
- Me QSDocument8 pagesMe QSSaket MishraNo ratings yet
- Manufacturing Technology Multiple Choice Question: 5. Broaching Is Applied For MachiningDocument4 pagesManufacturing Technology Multiple Choice Question: 5. Broaching Is Applied For MachiningEnamul HaqueNo ratings yet
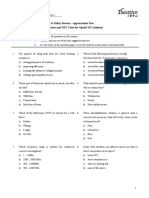
- OU Building Practices and NDT Tests - Test - Apr2015Document6 pagesOU Building Practices and NDT Tests - Test - Apr2015Michael ChungNo ratings yet
- CASTINGQDocument15 pagesCASTINGQAshok PradhanNo ratings yet
- BUILDING TECHNOLOGY 1 and 2 - DATILESDocument7 pagesBUILDING TECHNOLOGY 1 and 2 - DATILESNIKISWARNo ratings yet
- DraftsmanDocument80 pagesDraftsmanDeepika SahniNo ratings yet
- PPSC Draftsman and Head Draftsman Question Paper All SetDocument84 pagesPPSC Draftsman and Head Draftsman Question Paper All SetMukesh RawatNo ratings yet
- SET-4 (CHANDAN's Guidance)Document15 pagesSET-4 (CHANDAN's Guidance)Debashis RouthNo ratings yet
- Last Name, First Name: - UMD Directory IDDocument9 pagesLast Name, First Name: - UMD Directory IDYealshaday BirhanuNo ratings yet
- Question BankDocument13 pagesQuestion BankAkshay Kumar100% (1)
- 150 Top Most Building Materials and CONSTRUCTION Interview Questions - Civil Engineering Objective Type Questions and AnswersDocument44 pages150 Top Most Building Materials and CONSTRUCTION Interview Questions - Civil Engineering Objective Type Questions and AnswersAbdulrahman JawdatNo ratings yet
- Material Hardware 6 1Document13 pagesMaterial Hardware 6 1KEN KANEKI HAISE SASAKINo ratings yet
- Civil Engineering Objective Type QuestionsDocument15 pagesCivil Engineering Objective Type QuestionsKhushiNo ratings yet
- Manufacturing MCQDocument5 pagesManufacturing MCQJustice RaoNo ratings yet
- Refrigeration Notes 1Document4 pagesRefrigeration Notes 1Jerick HernandezNo ratings yet
- Manufacturing Technology Lab-II Viva QuestionsDocument11 pagesManufacturing Technology Lab-II Viva Questionssenthilkumarksk5585100% (1)
- English Grammar Exercises With Answers Part 4: Your Quest Towards C2From EverandEnglish Grammar Exercises With Answers Part 4: Your Quest Towards C2No ratings yet
- English Grammar Exercises With Answers Part 5: Your Quest Towards C2From EverandEnglish Grammar Exercises With Answers Part 5: Your Quest Towards C2No ratings yet
- The Truth About Fibonacci TradingDocument34 pagesThe Truth About Fibonacci TradingAnand KesarkarNo ratings yet
- Technology Developed by CoirBoard - 0Document16 pagesTechnology Developed by CoirBoard - 0Anand KesarkarNo ratings yet
- Dynamic Print Solution: D P E PDocument8 pagesDynamic Print Solution: D P E PAnand KesarkarNo ratings yet
- Corona Kavach Policy-Oriental Insurance - Rate ChartDocument3 pagesCorona Kavach Policy-Oriental Insurance - Rate ChartAnand KesarkarNo ratings yet
- The Truth About Fibonacci TradingDocument34 pagesThe Truth About Fibonacci TradingAnand KesarkarNo ratings yet
- Let's Discuss Your Next Project.: Contact USDocument8 pagesLet's Discuss Your Next Project.: Contact USAnand KesarkarNo ratings yet
- Standard Operation ProcedureDocument3 pagesStandard Operation ProcedureAnand KesarkarNo ratings yet
- Cap 3 Dse CutoffDocument614 pagesCap 3 Dse CutoffAnand KesarkarNo ratings yet
- Dss 2205 Wps PQR WPQDocument8 pagesDss 2205 Wps PQR WPQAnand KesarkarNo ratings yet
- Change Address Contact Details Email IdDocument1 pageChange Address Contact Details Email IdAnand KesarkarNo ratings yet
- MSRTC - Online Reservation SystemDocument1 pageMSRTC - Online Reservation SystemAnand KesarkarNo ratings yet
- WPQ Is 2062 Haresh Shah W1Document1 pageWPQ Is 2062 Haresh Shah W1Anand KesarkarNo ratings yet
- PDD Unit 1Document27 pagesPDD Unit 1Anand KesarkarNo ratings yet
- New PDD 4Document27 pagesNew PDD 4Anand KesarkarNo ratings yet
- Maths Shortcuts by DayTodayGKDocument20 pagesMaths Shortcuts by DayTodayGKAnand KesarkarNo ratings yet
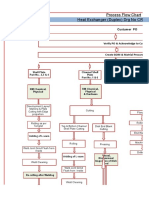
- Process Flow Chart - Heat ExchangerDocument7 pagesProcess Flow Chart - Heat ExchangerAnand KesarkarNo ratings yet
- Unit 3 PDDDocument6 pagesUnit 3 PDDAnand KesarkarNo ratings yet
- Synthesis EssayDocument3 pagesSynthesis EssayGuruPrakash CNo ratings yet
- hb10234 House Bill 10234 Elevating The Regulation and Practice of Architecture in TheDocument60 pageshb10234 House Bill 10234 Elevating The Regulation and Practice of Architecture in Thehero.lumocsoNo ratings yet
- Lecture 2Document30 pagesLecture 2Brenden Kapo100% (1)
- 01 - AutomaticDocument11 pages01 - AutomaticNivla XolerNo ratings yet
- ARMM Pantawid SMAU Comm PlanDocument4 pagesARMM Pantawid SMAU Comm PlanJonaisa CasanguanNo ratings yet
- A Framework For Assessing Poka Yoke DevicesDocument9 pagesA Framework For Assessing Poka Yoke Devicespayanh1No ratings yet
- Final With Critic BP Group 2Document32 pagesFinal With Critic BP Group 2Cristelle Joy RebocaNo ratings yet
- COMSATS University Islamabad: Sahiwal Campus (Computer Science Department)Document3 pagesCOMSATS University Islamabad: Sahiwal Campus (Computer Science Department)Moiz AhmadNo ratings yet
- Role Play Activities Week 2Document3 pagesRole Play Activities Week 2zarrarNo ratings yet
- Corporate Social Responsibility, Tax Avoidance, and Earnings PerformanceDocument22 pagesCorporate Social Responsibility, Tax Avoidance, and Earnings PerformanceReynardo GosalNo ratings yet
- Choosing The Right ESOP PlanDocument10 pagesChoosing The Right ESOP PlanSriram VeeramaniNo ratings yet
- PDIC Illustrative ProblemsDocument5 pagesPDIC Illustrative ProblemsDiscord HowNo ratings yet
- Common Excel Shortcut KeysDocument4 pagesCommon Excel Shortcut KeysJuri TunjanNo ratings yet
- Inspector Stamp ControlDocument4 pagesInspector Stamp ControlGeorgeNo ratings yet
- Adhesives, Sealants, and The Automotive IndustryDocument3 pagesAdhesives, Sealants, and The Automotive IndustryPioneer TapesNo ratings yet
- A - BOOK - Reading Level 3Document79 pagesA - BOOK - Reading Level 3Nguyễn Kim AnhNo ratings yet
- Full Download Financial Accounting 4th Edition Kemp Test BankDocument14 pagesFull Download Financial Accounting 4th Edition Kemp Test Bankelizabethrotner100% (27)
- What Is Position Delta - Options Trading Concept Guide - ProjectoptionDocument9 pagesWhat Is Position Delta - Options Trading Concept Guide - Projectoptionjose58No ratings yet
- Suriname Second NDCDocument40 pagesSuriname Second NDCNazia RidaieNo ratings yet
- 18-Tomato Value Chain Karnal Haryana PDFDocument54 pages18-Tomato Value Chain Karnal Haryana PDFNikhil KaleNo ratings yet
- Autonomous Maintenance: Am-Sw RTT Cil With Routes DmsDocument14 pagesAutonomous Maintenance: Am-Sw RTT Cil With Routes DmsAsanka ChathurangaNo ratings yet
- City of Manila, Et Al. vs. Hon. Colet and Malaysian Airline System G.R. No. 120051 December 10, 2014 Leonardo-De Castro, J.Document1 pageCity of Manila, Et Al. vs. Hon. Colet and Malaysian Airline System G.R. No. 120051 December 10, 2014 Leonardo-De Castro, J.Maraipol Trading Corp.No ratings yet
- 10.1108@BIJ-04-2020-0156 (1) .En - EsDocument37 pages10.1108@BIJ-04-2020-0156 (1) .En - EsShirley EspirituNo ratings yet
- Government Agencies and Its Functions & Cabinet Members of The Philippines GDocument7 pagesGovernment Agencies and Its Functions & Cabinet Members of The Philippines GMarven BorromeoNo ratings yet
- Senior Project Reasearch Paper-2Document8 pagesSenior Project Reasearch Paper-2api-506512223No ratings yet
- 2024 Meeting 1 - Data Warehouse FundamentalsDocument47 pages2024 Meeting 1 - Data Warehouse Fundamentalsu19236931No ratings yet
- History of InsuranceDocument10 pagesHistory of InsuranceNikithaNo ratings yet
- TLE7 Q3M4 Coalculatingcostof-ProductionDocument11 pagesTLE7 Q3M4 Coalculatingcostof-ProductionMarie FontanillaNo ratings yet
- Courier Resume TemplateDocument2 pagesCourier Resume TemplateEzeh TochukwuNo ratings yet









































































































Download as pdf or txt
You might also like
- Breakout Trading Strategies Quick GuideDocument10 pagesBreakout Trading Strategies Quick GuideAnand Kesarkar100% (1)
- Sand Mould Casting Multiple Choice QuestionsDocument9 pagesSand Mould Casting Multiple Choice QuestionsAyoub Mohamed100% (1)
- Astm A70Document1 pageAstm A70Anand KesarkarNo ratings yet
- Wps Is 2062 GR B Butt-OkDocument2 pagesWps Is 2062 GR B Butt-OkAnand Kesarkar33% (3)
- RequiredDocument3 pagesRequiredKplm StevenNo ratings yet
- Metal Cas MCQDocument25 pagesMetal Cas MCQKanhaiyaPrasadNo ratings yet
- Foundary Technology Questions With AnswersDocument2 pagesFoundary Technology Questions With Answerskaluagrawa100% (1)
- Moulding and Pattern NotesDocument28 pagesMoulding and Pattern Notesprabhu100% (1)
- MCQ MPDocument27 pagesMCQ MPEr Vishal Divya Jagadale67% (3)
- Casting E BookDocument46 pagesCasting E BookunitybeginsathomeNo ratings yet
- Metal Casting AnswersDocument6 pagesMetal Casting AnswersKarthi100% (1)
- Module 8Document6 pagesModule 8Kurt MarfilNo ratings yet
- Amem201 Multiple All TopicsDocument14 pagesAmem201 Multiple All TopicsKavan PanneerselvamNo ratings yet
- MP QUESTION BANK CastingDocument12 pagesMP QUESTION BANK CastingSwapvaibNo ratings yet
- Cswip 3.1 (Welding Inspector) Multiple Choice QuestionsDocument18 pagesCswip 3.1 (Welding Inspector) Multiple Choice QuestionsRajkumar ANo ratings yet
- (D) Basic: Cswip 3.1 (Welding Inspector) Multiple Choice QuestionsDocument31 pages(D) Basic: Cswip 3.1 (Welding Inspector) Multiple Choice QuestionsJigar Prajapati100% (1)
- A65BDocument3 pagesA65BSiva Kumar SNo ratings yet
- MP1 Quiz 1Document3 pagesMP1 Quiz 1Veerakumar SNo ratings yet
- 55 MCQ of CastingDocument8 pages55 MCQ of CastingVivek Bajpai100% (1)
- Casting-Welding Paper Solutions PDFDocument9 pagesCasting-Welding Paper Solutions PDFNitesh MalavNo ratings yet
- Traditional Machining MCQsDocument2 pagesTraditional Machining MCQsMuhammad AwaisNo ratings yet
- Last Name, First Name: - UMD Directory IDDocument8 pagesLast Name, First Name: - UMD Directory IDYealshaday BirhanuNo ratings yet
- 1.5 Fy - January Practice TestDocument4 pages1.5 Fy - January Practice Testmayur.kshirsagar26No ratings yet
- IES 2000 - II With Solution - EditedDocument20 pagesIES 2000 - II With Solution - EditedHarshal ThakreNo ratings yet
- Building Materials Const MCQDocument23 pagesBuilding Materials Const MCQsirsa11100% (2)
- Mp-I MCQ Sem-I (2016)Document134 pagesMp-I MCQ Sem-I (2016)Saurabh Deshmukh50% (2)
- KMC 2018 PDFDocument11 pagesKMC 2018 PDFKailash Chaudhary100% (2)
- Forming E BookDocument22 pagesForming E BookunitybeginsathomeNo ratings yet
- Third Grade Overseer/Third Grade Draftsman MARKDocument11 pagesThird Grade Overseer/Third Grade Draftsman MARKprasanthNo ratings yet
- Special Casting Fig Q A For StudentsDocument60 pagesSpecial Casting Fig Q A For StudentsRavinder Antil75% (4)
- 03 - Trowel Vocations (Old Questions)Document10 pages03 - Trowel Vocations (Old Questions)Min HtetNo ratings yet
- Casting Class4 01102021Document9 pagesCasting Class4 01102021Deepak KumarNo ratings yet
- Global College of Engineering & Technology (SET 1) Mid:1 Sub:DMM Time:30 Marks:20Document1 pageGlobal College of Engineering & Technology (SET 1) Mid:1 Sub:DMM Time:30 Marks:20Hussain HussainNo ratings yet
- Amem201 Group1 Multiple Choice Q&A Amem201Document4 pagesAmem201 Group1 Multiple Choice Q&A Amem201Aero NaveenNo ratings yet
- MCQ Paper Set 3Document4 pagesMCQ Paper Set 3ViJay SabHaya0% (1)
- Multiple Choice Questions: Subject: Advanced Manufacturing Processes Unit 1: Special Forming ProcessesDocument109 pagesMultiple Choice Questions: Subject: Advanced Manufacturing Processes Unit 1: Special Forming ProcessesMudassir KhanNo ratings yet
- MTP MCQDocument25 pagesMTP MCQrahulNo ratings yet
- Assignment 3Document4 pagesAssignment 3shanthakumargcNo ratings yet
- Solution For Assignment 2Document3 pagesSolution For Assignment 2akshaythakkar_219925No ratings yet
- MCQDocument2 pagesMCQRAMAKANT RANA86% (7)
- Sand CastingDocument81 pagesSand Castingkumarrohit91100% (2)
- Assmnt Engg Material and Metal Casting 25 SepDocument4 pagesAssmnt Engg Material and Metal Casting 25 SepViswanathan SrkNo ratings yet
- Casting ME GATE 2020 Previous Year With Ans KeyDocument10 pagesCasting ME GATE 2020 Previous Year With Ans Keyhyper meshNo ratings yet
- Me QSDocument8 pagesMe QSSaket MishraNo ratings yet
- Manufacturing Technology Multiple Choice Question: 5. Broaching Is Applied For MachiningDocument4 pagesManufacturing Technology Multiple Choice Question: 5. Broaching Is Applied For MachiningEnamul HaqueNo ratings yet
- OU Building Practices and NDT Tests - Test - Apr2015Document6 pagesOU Building Practices and NDT Tests - Test - Apr2015Michael ChungNo ratings yet
- CASTINGQDocument15 pagesCASTINGQAshok PradhanNo ratings yet
- BUILDING TECHNOLOGY 1 and 2 - DATILESDocument7 pagesBUILDING TECHNOLOGY 1 and 2 - DATILESNIKISWARNo ratings yet
- DraftsmanDocument80 pagesDraftsmanDeepika SahniNo ratings yet
- PPSC Draftsman and Head Draftsman Question Paper All SetDocument84 pagesPPSC Draftsman and Head Draftsman Question Paper All SetMukesh RawatNo ratings yet
- SET-4 (CHANDAN's Guidance)Document15 pagesSET-4 (CHANDAN's Guidance)Debashis RouthNo ratings yet
- Last Name, First Name: - UMD Directory IDDocument9 pagesLast Name, First Name: - UMD Directory IDYealshaday BirhanuNo ratings yet
- Question BankDocument13 pagesQuestion BankAkshay Kumar100% (1)
- 150 Top Most Building Materials and CONSTRUCTION Interview Questions - Civil Engineering Objective Type Questions and AnswersDocument44 pages150 Top Most Building Materials and CONSTRUCTION Interview Questions - Civil Engineering Objective Type Questions and AnswersAbdulrahman JawdatNo ratings yet
- Material Hardware 6 1Document13 pagesMaterial Hardware 6 1KEN KANEKI HAISE SASAKINo ratings yet
- Civil Engineering Objective Type QuestionsDocument15 pagesCivil Engineering Objective Type QuestionsKhushiNo ratings yet
- Manufacturing MCQDocument5 pagesManufacturing MCQJustice RaoNo ratings yet
- Refrigeration Notes 1Document4 pagesRefrigeration Notes 1Jerick HernandezNo ratings yet
- Manufacturing Technology Lab-II Viva QuestionsDocument11 pagesManufacturing Technology Lab-II Viva Questionssenthilkumarksk5585100% (1)
- English Grammar Exercises With Answers Part 4: Your Quest Towards C2From EverandEnglish Grammar Exercises With Answers Part 4: Your Quest Towards C2No ratings yet
- English Grammar Exercises With Answers Part 5: Your Quest Towards C2From EverandEnglish Grammar Exercises With Answers Part 5: Your Quest Towards C2No ratings yet
- The Truth About Fibonacci TradingDocument34 pagesThe Truth About Fibonacci TradingAnand KesarkarNo ratings yet
- Technology Developed by CoirBoard - 0Document16 pagesTechnology Developed by CoirBoard - 0Anand KesarkarNo ratings yet
- Dynamic Print Solution: D P E PDocument8 pagesDynamic Print Solution: D P E PAnand KesarkarNo ratings yet
- Corona Kavach Policy-Oriental Insurance - Rate ChartDocument3 pagesCorona Kavach Policy-Oriental Insurance - Rate ChartAnand KesarkarNo ratings yet
- The Truth About Fibonacci TradingDocument34 pagesThe Truth About Fibonacci TradingAnand KesarkarNo ratings yet
- Let's Discuss Your Next Project.: Contact USDocument8 pagesLet's Discuss Your Next Project.: Contact USAnand KesarkarNo ratings yet
- Standard Operation ProcedureDocument3 pagesStandard Operation ProcedureAnand KesarkarNo ratings yet
- Cap 3 Dse CutoffDocument614 pagesCap 3 Dse CutoffAnand KesarkarNo ratings yet
- Dss 2205 Wps PQR WPQDocument8 pagesDss 2205 Wps PQR WPQAnand KesarkarNo ratings yet
- Change Address Contact Details Email IdDocument1 pageChange Address Contact Details Email IdAnand KesarkarNo ratings yet
- MSRTC - Online Reservation SystemDocument1 pageMSRTC - Online Reservation SystemAnand KesarkarNo ratings yet
- WPQ Is 2062 Haresh Shah W1Document1 pageWPQ Is 2062 Haresh Shah W1Anand KesarkarNo ratings yet
- PDD Unit 1Document27 pagesPDD Unit 1Anand KesarkarNo ratings yet
- New PDD 4Document27 pagesNew PDD 4Anand KesarkarNo ratings yet
- Maths Shortcuts by DayTodayGKDocument20 pagesMaths Shortcuts by DayTodayGKAnand KesarkarNo ratings yet
- Process Flow Chart - Heat ExchangerDocument7 pagesProcess Flow Chart - Heat ExchangerAnand KesarkarNo ratings yet
- Unit 3 PDDDocument6 pagesUnit 3 PDDAnand KesarkarNo ratings yet
- Synthesis EssayDocument3 pagesSynthesis EssayGuruPrakash CNo ratings yet
- hb10234 House Bill 10234 Elevating The Regulation and Practice of Architecture in TheDocument60 pageshb10234 House Bill 10234 Elevating The Regulation and Practice of Architecture in Thehero.lumocsoNo ratings yet
- Lecture 2Document30 pagesLecture 2Brenden Kapo100% (1)
- 01 - AutomaticDocument11 pages01 - AutomaticNivla XolerNo ratings yet
- ARMM Pantawid SMAU Comm PlanDocument4 pagesARMM Pantawid SMAU Comm PlanJonaisa CasanguanNo ratings yet
- A Framework For Assessing Poka Yoke DevicesDocument9 pagesA Framework For Assessing Poka Yoke Devicespayanh1No ratings yet
- Final With Critic BP Group 2Document32 pagesFinal With Critic BP Group 2Cristelle Joy RebocaNo ratings yet
- COMSATS University Islamabad: Sahiwal Campus (Computer Science Department)Document3 pagesCOMSATS University Islamabad: Sahiwal Campus (Computer Science Department)Moiz AhmadNo ratings yet
- Role Play Activities Week 2Document3 pagesRole Play Activities Week 2zarrarNo ratings yet
- Corporate Social Responsibility, Tax Avoidance, and Earnings PerformanceDocument22 pagesCorporate Social Responsibility, Tax Avoidance, and Earnings PerformanceReynardo GosalNo ratings yet
- Choosing The Right ESOP PlanDocument10 pagesChoosing The Right ESOP PlanSriram VeeramaniNo ratings yet
- PDIC Illustrative ProblemsDocument5 pagesPDIC Illustrative ProblemsDiscord HowNo ratings yet
- Common Excel Shortcut KeysDocument4 pagesCommon Excel Shortcut KeysJuri TunjanNo ratings yet
- Inspector Stamp ControlDocument4 pagesInspector Stamp ControlGeorgeNo ratings yet
- Adhesives, Sealants, and The Automotive IndustryDocument3 pagesAdhesives, Sealants, and The Automotive IndustryPioneer TapesNo ratings yet
- A - BOOK - Reading Level 3Document79 pagesA - BOOK - Reading Level 3Nguyễn Kim AnhNo ratings yet
- Full Download Financial Accounting 4th Edition Kemp Test BankDocument14 pagesFull Download Financial Accounting 4th Edition Kemp Test Bankelizabethrotner100% (27)
- What Is Position Delta - Options Trading Concept Guide - ProjectoptionDocument9 pagesWhat Is Position Delta - Options Trading Concept Guide - Projectoptionjose58No ratings yet
- Suriname Second NDCDocument40 pagesSuriname Second NDCNazia RidaieNo ratings yet
- 18-Tomato Value Chain Karnal Haryana PDFDocument54 pages18-Tomato Value Chain Karnal Haryana PDFNikhil KaleNo ratings yet
- Autonomous Maintenance: Am-Sw RTT Cil With Routes DmsDocument14 pagesAutonomous Maintenance: Am-Sw RTT Cil With Routes DmsAsanka ChathurangaNo ratings yet
- City of Manila, Et Al. vs. Hon. Colet and Malaysian Airline System G.R. No. 120051 December 10, 2014 Leonardo-De Castro, J.Document1 pageCity of Manila, Et Al. vs. Hon. Colet and Malaysian Airline System G.R. No. 120051 December 10, 2014 Leonardo-De Castro, J.Maraipol Trading Corp.No ratings yet
- 10.1108@BIJ-04-2020-0156 (1) .En - EsDocument37 pages10.1108@BIJ-04-2020-0156 (1) .En - EsShirley EspirituNo ratings yet
- Government Agencies and Its Functions & Cabinet Members of The Philippines GDocument7 pagesGovernment Agencies and Its Functions & Cabinet Members of The Philippines GMarven BorromeoNo ratings yet
- Senior Project Reasearch Paper-2Document8 pagesSenior Project Reasearch Paper-2api-506512223No ratings yet
- 2024 Meeting 1 - Data Warehouse FundamentalsDocument47 pages2024 Meeting 1 - Data Warehouse Fundamentalsu19236931No ratings yet
- History of InsuranceDocument10 pagesHistory of InsuranceNikithaNo ratings yet
- TLE7 Q3M4 Coalculatingcostof-ProductionDocument11 pagesTLE7 Q3M4 Coalculatingcostof-ProductionMarie FontanillaNo ratings yet
- Courier Resume TemplateDocument2 pagesCourier Resume TemplateEzeh TochukwuNo ratings yet