
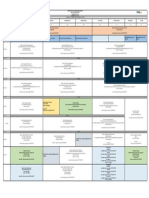
Diploma in Management: Block
Diploma in Management: Block
You might also like
- Revision With Key AnswersDocument15 pagesRevision With Key AnswersbenzidaNo ratings yet
- Plant LocationDocument4 pagesPlant LocationaprsinghNo ratings yet
- Unit-3 Plant Location & Plant LayoutDocument18 pagesUnit-3 Plant Location & Plant LayoutMubin Shaikh NooruNo ratings yet
- Unit 2 POM - SMDocument51 pagesUnit 2 POM - SMTushar SrivastavaNo ratings yet
- Lecture Notes ON Plant Layout and Material Handling: B.Tech Viiii Sem JNTUH R15 - 2018-2019Document78 pagesLecture Notes ON Plant Layout and Material Handling: B.Tech Viiii Sem JNTUH R15 - 2018-2019Austin Edwin100% (1)
- Prod Chap 2Document10 pagesProd Chap 2Rutvik DicholkarNo ratings yet
- Design of Production SystemDocument29 pagesDesign of Production Systemsujit kcNo ratings yet
- Unit 4 IeDocument75 pagesUnit 4 Ienilesh nagureNo ratings yet
- Location Selection in Industrial EngineeringDocument21 pagesLocation Selection in Industrial EngineeringHiral GamechiNo ratings yet
- BardDocument8 pagesBardŚŰBHÁM řájNo ratings yet
- Chapter 2 - PLANT LOCATION AND LAYOUT PDFDocument43 pagesChapter 2 - PLANT LOCATION AND LAYOUT PDFSam Renu100% (1)
- MODULE 9 Location PlanningDocument7 pagesMODULE 9 Location PlanningJubeleen DolosaNo ratings yet
- Plant Location: Unit 2 Operations ManagementDocument17 pagesPlant Location: Unit 2 Operations ManagementNaresh Babu NBNo ratings yet
- LAy Out and Location Unit 5Document40 pagesLAy Out and Location Unit 5Abirami SubramaniamNo ratings yet
- Chapter 3 .PDF Industrial ManegementDocument29 pagesChapter 3 .PDF Industrial Manegementisaaczeleke82No ratings yet
- Lesson 6 Location-PlanningDocument28 pagesLesson 6 Location-PlanningSamantha Alice LysanderNo ratings yet
- Plant Location and LayoutDocument12 pagesPlant Location and LayoutbamneakashfunNo ratings yet
- Chapter Six: Facility Location 6-1-IntroductionDocument16 pagesChapter Six: Facility Location 6-1-IntroductionRajesh ShuklaNo ratings yet
- Location and LayoutDocument4 pagesLocation and LayoutAnik DuttaNo ratings yet
- Kombolcha Institute of Technology Department of Industrial EngineeringDocument41 pagesKombolcha Institute of Technology Department of Industrial EngineeringFakihat MohammedNo ratings yet
- 03 - Facility Location and LayoutDocument39 pages03 - Facility Location and LayoutOwais AliNo ratings yet
- Operations Management CompletedDocument12 pagesOperations Management Completedaditya kaulNo ratings yet
- Assignment 5 Chapter 5Document5 pagesAssignment 5 Chapter 5Abeba GselassieNo ratings yet
- LayoutDocument53 pagesLayoutSnehal Kothari0% (1)
- LOCATION PLANNING AND ANALYSIS MR Karganilla.Document26 pagesLOCATION PLANNING AND ANALYSIS MR Karganilla.Dennis KarganillaNo ratings yet
- Concept of Plant Location Planning in Operations ManagementDocument13 pagesConcept of Plant Location Planning in Operations ManagementGhanshyam KashyapNo ratings yet
- Chapter 4Document12 pagesChapter 4Melindo JommarNo ratings yet
- Faculty of Management: Subject In-Charge: Dr. Navalpreet Kaur WadaliDocument17 pagesFaculty of Management: Subject In-Charge: Dr. Navalpreet Kaur WadaliSachin KirolaNo ratings yet
- Exploring The in Uence of Facility Location On The Operations of Service OrganizationsDocument9 pagesExploring The in Uence of Facility Location On The Operations of Service OrganizationsFlia Rincon Garcia SoyGabyNo ratings yet
- Plant Layout Project FinalDocument72 pagesPlant Layout Project FinalIbrahim AbdurahmanNo ratings yet
- Plant Location and LayoutDocument11 pagesPlant Location and LayoutashutoshNo ratings yet
- U 2Document10 pagesU 2Rohit GoyalNo ratings yet
- Chapter 3Document29 pagesChapter 3Abiyot egataNo ratings yet
- Unit 3 MSDocument9 pagesUnit 3 MSSandeep SagarNo ratings yet
- Plant Location and Plant LayoutDocument16 pagesPlant Location and Plant Layoutsagar0985% (13)
- Plant Location and Layout: OutlineDocument26 pagesPlant Location and Layout: OutlineSarahjane TerradoNo ratings yet
- 633720175796320000Document56 pages633720175796320000pandu143123No ratings yet
- 10 Tugas Analisis Jurnal Shrutimadhavipdf 1716606449Document9 pages10 Tugas Analisis Jurnal Shrutimadhavipdf 1716606449M RofiyanaNo ratings yet
- Plant Location and Lay-OutDocument26 pagesPlant Location and Lay-OutJoy Maan De GuzmanNo ratings yet
- IM Unit-5Document65 pagesIM Unit-5sabyasachibbaNo ratings yet
- IMST Unit-3 Dip ME 5.1Document19 pagesIMST Unit-3 Dip ME 5.1Kommineni Ravie KumarNo ratings yet
- Chapter 5Document14 pagesChapter 5Reza AunikNo ratings yet
- Plant Location & Layout (Final)Document37 pagesPlant Location & Layout (Final)Hrushikesh ParanjapeNo ratings yet
- Plant Layout Proposal 2Document10 pagesPlant Layout Proposal 2ProStar ManuelNo ratings yet
- Layout and Location StrategyDocument25 pagesLayout and Location StrategyPranesh SanthamoorthyNo ratings yet
- Unit 3 Plant LocationDocument30 pagesUnit 3 Plant LocationvinothkumarNo ratings yet
- Plant Location & LayoutDocument38 pagesPlant Location & LayoutChaitanya DhanawatNo ratings yet
- Unit 4 Facilities Location: ObjectivesDocument22 pagesUnit 4 Facilities Location: Objectivesabhishekmohanty2No ratings yet
- Unit 2 VPDocument18 pagesUnit 2 VPVinita ThoratNo ratings yet
- Industrial Engineering ME 010 705Document69 pagesIndustrial Engineering ME 010 705Althaf VANo ratings yet
- Unit 2 Plant Location and Facility Layout: StructureDocument20 pagesUnit 2 Plant Location and Facility Layout: Structuresimranarora2007No ratings yet
- Plant LocDocument38 pagesPlant LocNasir MamunNo ratings yet
- What Are The Factors Affecting Plant Location Decisions and The Need For Such DecisionsDocument2 pagesWhat Are The Factors Affecting Plant Location Decisions and The Need For Such DecisionsAyush GargNo ratings yet
- Industry Chapter Four PDFDocument15 pagesIndustry Chapter Four PDFTOLESHI WAKJIRA46rrjNo ratings yet
- Layout 3Document16 pagesLayout 3lemaitinhNo ratings yet
- Industry 1Document37 pagesIndustry 1habtamulegese24No ratings yet
- Factors of Industrial Distribution: 3.0: Introduction and ObjectiveDocument6 pagesFactors of Industrial Distribution: 3.0: Introduction and ObjectiveSimeu Joseph SimpliceNo ratings yet
- Plant LocationDocument32 pagesPlant LocationGina Lee Mingrajal SantosNo ratings yet
- 4.1. Purpose and Importance of Determining Factory LocationDocument8 pages4.1. Purpose and Importance of Determining Factory Locationhnhan2472004No ratings yet
- Jadwa Tugas OKTOBER-1Document1 pageJadwa Tugas OKTOBER-1Syahreza FahleviNo ratings yet
- Shibli National P.G College, Azamgarh: Salary For The Month Of: February, 2014, (Clerk)Document5 pagesShibli National P.G College, Azamgarh: Salary For The Month Of: February, 2014, (Clerk)Atshan FazalNo ratings yet
- Libro de Compra y Ventas (Producciones The Crazy Core, C.a.)Document14 pagesLibro de Compra y Ventas (Producciones The Crazy Core, C.a.)Leonid SolisNo ratings yet
- Where Data Is No Rocket Science !: Be No Date HS Code Product Description QuantityDocument22 pagesWhere Data Is No Rocket Science !: Be No Date HS Code Product Description QuantityPermesh GoelNo ratings yet
- Gramsci-Organic IntellectualsDocument2 pagesGramsci-Organic IntellectualsSatyendra Maurya100% (1)
- Excercising Your GMIB BrochureDocument8 pagesExcercising Your GMIB BrochureRobert SmithNo ratings yet
- Imperialism, The Highest Stage of Capitalism - WikipediaDocument4 pagesImperialism, The Highest Stage of Capitalism - WikipediaAdriano Rocha0% (1)
- PGDM Sem 2-Batch 2020-22-TTDocument1 pagePGDM Sem 2-Batch 2020-22-TTAbhishek GuptaNo ratings yet
- Weights and Measures - The Gazetteers Department - AMRAVATIDocument1 pageWeights and Measures - The Gazetteers Department - AMRAVATIAato AatoNo ratings yet
- Request Letter To EngineeringDocument9 pagesRequest Letter To EngineeringDianne VillamorNo ratings yet
- Softlogic Finance Brief MemoDocument5 pagesSoftlogic Finance Brief Memomonomono90No ratings yet
- Chapter 4: Understanding Interest RatesDocument18 pagesChapter 4: Understanding Interest RatesThi MinhNo ratings yet
- SCM Assignment 3 - Syed Ijlal HaiderDocument5 pagesSCM Assignment 3 - Syed Ijlal HaiderSyed Ijlal HaiderNo ratings yet
- Organic MachineDocument5 pagesOrganic MachineCamilleLouiseNo ratings yet
- 2.0 FIN Plan & Forecasting v1Document62 pages2.0 FIN Plan & Forecasting v1Omer CrestianiNo ratings yet
- Detailed Statement: Transactions List - ACCOSTS REMEDIES PRIVATE LIMITED (INR) - 628105036408Document1 pageDetailed Statement: Transactions List - ACCOSTS REMEDIES PRIVATE LIMITED (INR) - 628105036408Adil KhanNo ratings yet
- The Second Wave Resilient Inclusive Exponential FintechsDocument70 pagesThe Second Wave Resilient Inclusive Exponential FintechsjlknspceppuqowxxtaNo ratings yet
- BARCELOS NETO, Aristóteles - The Deanimalization of ObjectsDocument13 pagesBARCELOS NETO, Aristóteles - The Deanimalization of ObjectsCesar GordonNo ratings yet
- Dula and Grego Bombay 5-6 IMTFI Final ReportDocument14 pagesDula and Grego Bombay 5-6 IMTFI Final ReportCamille CallejaNo ratings yet
- Final Exam 2015 Version 1 CombinedDocument9 pagesFinal Exam 2015 Version 1 CombinedMichael AyadNo ratings yet
- ProposalDocument3 pagesProposalKarl Arne AmianaNo ratings yet
- Invoice SII22012979Document2 pagesInvoice SII22012979Summersky9333No ratings yet
- Chapter 5Document18 pagesChapter 5Aayush KaulNo ratings yet
- QTCLTCDocument5 pagesQTCLTCpievee27102004No ratings yet
- CA Foundation Accounting Suggested Answers Nov 2019Document17 pagesCA Foundation Accounting Suggested Answers Nov 2019Sambhav JainNo ratings yet
- Post Cold War (1900-2000)Document11 pagesPost Cold War (1900-2000)Sadaf MumtazNo ratings yet
- No Company 31-Dec-21 30-Dec-22 Gain/ Loss (%) Capital Gain Dividend Per Share (TZS) Dividend Yield (%)Document2 pagesNo Company 31-Dec-21 30-Dec-22 Gain/ Loss (%) Capital Gain Dividend Per Share (TZS) Dividend Yield (%)Arrowphoto VictoriaNo ratings yet
- dEPARTMENT OF CALENDER 2022-23Document12 pagesdEPARTMENT OF CALENDER 2022-23Vivekananda SubramaniNo ratings yet
- Economic Development 11th Ed - Chapt2 - Nadia SyadzaDocument10 pagesEconomic Development 11th Ed - Chapt2 - Nadia SyadzaSyadza TamamNo ratings yet
























































































Download as pdf or txt
You might also like
- Revision With Key AnswersDocument15 pagesRevision With Key AnswersbenzidaNo ratings yet
- Plant LocationDocument4 pagesPlant LocationaprsinghNo ratings yet
- Unit-3 Plant Location & Plant LayoutDocument18 pagesUnit-3 Plant Location & Plant LayoutMubin Shaikh NooruNo ratings yet
- Unit 2 POM - SMDocument51 pagesUnit 2 POM - SMTushar SrivastavaNo ratings yet
- Lecture Notes ON Plant Layout and Material Handling: B.Tech Viiii Sem JNTUH R15 - 2018-2019Document78 pagesLecture Notes ON Plant Layout and Material Handling: B.Tech Viiii Sem JNTUH R15 - 2018-2019Austin Edwin100% (1)
- Prod Chap 2Document10 pagesProd Chap 2Rutvik DicholkarNo ratings yet
- Design of Production SystemDocument29 pagesDesign of Production Systemsujit kcNo ratings yet
- Unit 4 IeDocument75 pagesUnit 4 Ienilesh nagureNo ratings yet
- Location Selection in Industrial EngineeringDocument21 pagesLocation Selection in Industrial EngineeringHiral GamechiNo ratings yet
- BardDocument8 pagesBardŚŰBHÁM řájNo ratings yet
- Chapter 2 - PLANT LOCATION AND LAYOUT PDFDocument43 pagesChapter 2 - PLANT LOCATION AND LAYOUT PDFSam Renu100% (1)
- MODULE 9 Location PlanningDocument7 pagesMODULE 9 Location PlanningJubeleen DolosaNo ratings yet
- Plant Location: Unit 2 Operations ManagementDocument17 pagesPlant Location: Unit 2 Operations ManagementNaresh Babu NBNo ratings yet
- LAy Out and Location Unit 5Document40 pagesLAy Out and Location Unit 5Abirami SubramaniamNo ratings yet
- Chapter 3 .PDF Industrial ManegementDocument29 pagesChapter 3 .PDF Industrial Manegementisaaczeleke82No ratings yet
- Lesson 6 Location-PlanningDocument28 pagesLesson 6 Location-PlanningSamantha Alice LysanderNo ratings yet
- Plant Location and LayoutDocument12 pagesPlant Location and LayoutbamneakashfunNo ratings yet
- Chapter Six: Facility Location 6-1-IntroductionDocument16 pagesChapter Six: Facility Location 6-1-IntroductionRajesh ShuklaNo ratings yet
- Location and LayoutDocument4 pagesLocation and LayoutAnik DuttaNo ratings yet
- Kombolcha Institute of Technology Department of Industrial EngineeringDocument41 pagesKombolcha Institute of Technology Department of Industrial EngineeringFakihat MohammedNo ratings yet
- 03 - Facility Location and LayoutDocument39 pages03 - Facility Location and LayoutOwais AliNo ratings yet
- Operations Management CompletedDocument12 pagesOperations Management Completedaditya kaulNo ratings yet
- Assignment 5 Chapter 5Document5 pagesAssignment 5 Chapter 5Abeba GselassieNo ratings yet
- LayoutDocument53 pagesLayoutSnehal Kothari0% (1)
- LOCATION PLANNING AND ANALYSIS MR Karganilla.Document26 pagesLOCATION PLANNING AND ANALYSIS MR Karganilla.Dennis KarganillaNo ratings yet
- Concept of Plant Location Planning in Operations ManagementDocument13 pagesConcept of Plant Location Planning in Operations ManagementGhanshyam KashyapNo ratings yet
- Chapter 4Document12 pagesChapter 4Melindo JommarNo ratings yet
- Faculty of Management: Subject In-Charge: Dr. Navalpreet Kaur WadaliDocument17 pagesFaculty of Management: Subject In-Charge: Dr. Navalpreet Kaur WadaliSachin KirolaNo ratings yet
- Exploring The in Uence of Facility Location On The Operations of Service OrganizationsDocument9 pagesExploring The in Uence of Facility Location On The Operations of Service OrganizationsFlia Rincon Garcia SoyGabyNo ratings yet
- Plant Layout Project FinalDocument72 pagesPlant Layout Project FinalIbrahim AbdurahmanNo ratings yet
- Plant Location and LayoutDocument11 pagesPlant Location and LayoutashutoshNo ratings yet
- U 2Document10 pagesU 2Rohit GoyalNo ratings yet
- Chapter 3Document29 pagesChapter 3Abiyot egataNo ratings yet
- Unit 3 MSDocument9 pagesUnit 3 MSSandeep SagarNo ratings yet
- Plant Location and Plant LayoutDocument16 pagesPlant Location and Plant Layoutsagar0985% (13)
- Plant Location and Layout: OutlineDocument26 pagesPlant Location and Layout: OutlineSarahjane TerradoNo ratings yet
- 633720175796320000Document56 pages633720175796320000pandu143123No ratings yet
- 10 Tugas Analisis Jurnal Shrutimadhavipdf 1716606449Document9 pages10 Tugas Analisis Jurnal Shrutimadhavipdf 1716606449M RofiyanaNo ratings yet
- Plant Location and Lay-OutDocument26 pagesPlant Location and Lay-OutJoy Maan De GuzmanNo ratings yet
- IM Unit-5Document65 pagesIM Unit-5sabyasachibbaNo ratings yet
- IMST Unit-3 Dip ME 5.1Document19 pagesIMST Unit-3 Dip ME 5.1Kommineni Ravie KumarNo ratings yet
- Chapter 5Document14 pagesChapter 5Reza AunikNo ratings yet
- Plant Location & Layout (Final)Document37 pagesPlant Location & Layout (Final)Hrushikesh ParanjapeNo ratings yet
- Plant Layout Proposal 2Document10 pagesPlant Layout Proposal 2ProStar ManuelNo ratings yet
- Layout and Location StrategyDocument25 pagesLayout and Location StrategyPranesh SanthamoorthyNo ratings yet
- Unit 3 Plant LocationDocument30 pagesUnit 3 Plant LocationvinothkumarNo ratings yet
- Plant Location & LayoutDocument38 pagesPlant Location & LayoutChaitanya DhanawatNo ratings yet
- Unit 4 Facilities Location: ObjectivesDocument22 pagesUnit 4 Facilities Location: Objectivesabhishekmohanty2No ratings yet
- Unit 2 VPDocument18 pagesUnit 2 VPVinita ThoratNo ratings yet
- Industrial Engineering ME 010 705Document69 pagesIndustrial Engineering ME 010 705Althaf VANo ratings yet
- Unit 2 Plant Location and Facility Layout: StructureDocument20 pagesUnit 2 Plant Location and Facility Layout: Structuresimranarora2007No ratings yet
- Plant LocDocument38 pagesPlant LocNasir MamunNo ratings yet
- What Are The Factors Affecting Plant Location Decisions and The Need For Such DecisionsDocument2 pagesWhat Are The Factors Affecting Plant Location Decisions and The Need For Such DecisionsAyush GargNo ratings yet
- Industry Chapter Four PDFDocument15 pagesIndustry Chapter Four PDFTOLESHI WAKJIRA46rrjNo ratings yet
- Layout 3Document16 pagesLayout 3lemaitinhNo ratings yet
- Industry 1Document37 pagesIndustry 1habtamulegese24No ratings yet
- Factors of Industrial Distribution: 3.0: Introduction and ObjectiveDocument6 pagesFactors of Industrial Distribution: 3.0: Introduction and ObjectiveSimeu Joseph SimpliceNo ratings yet
- Plant LocationDocument32 pagesPlant LocationGina Lee Mingrajal SantosNo ratings yet
- 4.1. Purpose and Importance of Determining Factory LocationDocument8 pages4.1. Purpose and Importance of Determining Factory Locationhnhan2472004No ratings yet
- Jadwa Tugas OKTOBER-1Document1 pageJadwa Tugas OKTOBER-1Syahreza FahleviNo ratings yet
- Shibli National P.G College, Azamgarh: Salary For The Month Of: February, 2014, (Clerk)Document5 pagesShibli National P.G College, Azamgarh: Salary For The Month Of: February, 2014, (Clerk)Atshan FazalNo ratings yet
- Libro de Compra y Ventas (Producciones The Crazy Core, C.a.)Document14 pagesLibro de Compra y Ventas (Producciones The Crazy Core, C.a.)Leonid SolisNo ratings yet
- Where Data Is No Rocket Science !: Be No Date HS Code Product Description QuantityDocument22 pagesWhere Data Is No Rocket Science !: Be No Date HS Code Product Description QuantityPermesh GoelNo ratings yet
- Gramsci-Organic IntellectualsDocument2 pagesGramsci-Organic IntellectualsSatyendra Maurya100% (1)
- Excercising Your GMIB BrochureDocument8 pagesExcercising Your GMIB BrochureRobert SmithNo ratings yet
- Imperialism, The Highest Stage of Capitalism - WikipediaDocument4 pagesImperialism, The Highest Stage of Capitalism - WikipediaAdriano Rocha0% (1)
- PGDM Sem 2-Batch 2020-22-TTDocument1 pagePGDM Sem 2-Batch 2020-22-TTAbhishek GuptaNo ratings yet
- Weights and Measures - The Gazetteers Department - AMRAVATIDocument1 pageWeights and Measures - The Gazetteers Department - AMRAVATIAato AatoNo ratings yet
- Request Letter To EngineeringDocument9 pagesRequest Letter To EngineeringDianne VillamorNo ratings yet
- Softlogic Finance Brief MemoDocument5 pagesSoftlogic Finance Brief Memomonomono90No ratings yet
- Chapter 4: Understanding Interest RatesDocument18 pagesChapter 4: Understanding Interest RatesThi MinhNo ratings yet
- SCM Assignment 3 - Syed Ijlal HaiderDocument5 pagesSCM Assignment 3 - Syed Ijlal HaiderSyed Ijlal HaiderNo ratings yet
- Organic MachineDocument5 pagesOrganic MachineCamilleLouiseNo ratings yet
- 2.0 FIN Plan & Forecasting v1Document62 pages2.0 FIN Plan & Forecasting v1Omer CrestianiNo ratings yet
- Detailed Statement: Transactions List - ACCOSTS REMEDIES PRIVATE LIMITED (INR) - 628105036408Document1 pageDetailed Statement: Transactions List - ACCOSTS REMEDIES PRIVATE LIMITED (INR) - 628105036408Adil KhanNo ratings yet
- The Second Wave Resilient Inclusive Exponential FintechsDocument70 pagesThe Second Wave Resilient Inclusive Exponential FintechsjlknspceppuqowxxtaNo ratings yet
- BARCELOS NETO, Aristóteles - The Deanimalization of ObjectsDocument13 pagesBARCELOS NETO, Aristóteles - The Deanimalization of ObjectsCesar GordonNo ratings yet
- Dula and Grego Bombay 5-6 IMTFI Final ReportDocument14 pagesDula and Grego Bombay 5-6 IMTFI Final ReportCamille CallejaNo ratings yet
- Final Exam 2015 Version 1 CombinedDocument9 pagesFinal Exam 2015 Version 1 CombinedMichael AyadNo ratings yet
- ProposalDocument3 pagesProposalKarl Arne AmianaNo ratings yet
- Invoice SII22012979Document2 pagesInvoice SII22012979Summersky9333No ratings yet
- Chapter 5Document18 pagesChapter 5Aayush KaulNo ratings yet
- QTCLTCDocument5 pagesQTCLTCpievee27102004No ratings yet
- CA Foundation Accounting Suggested Answers Nov 2019Document17 pagesCA Foundation Accounting Suggested Answers Nov 2019Sambhav JainNo ratings yet
- Post Cold War (1900-2000)Document11 pagesPost Cold War (1900-2000)Sadaf MumtazNo ratings yet
- No Company 31-Dec-21 30-Dec-22 Gain/ Loss (%) Capital Gain Dividend Per Share (TZS) Dividend Yield (%)Document2 pagesNo Company 31-Dec-21 30-Dec-22 Gain/ Loss (%) Capital Gain Dividend Per Share (TZS) Dividend Yield (%)Arrowphoto VictoriaNo ratings yet
- dEPARTMENT OF CALENDER 2022-23Document12 pagesdEPARTMENT OF CALENDER 2022-23Vivekananda SubramaniNo ratings yet
- Economic Development 11th Ed - Chapt2 - Nadia SyadzaDocument10 pagesEconomic Development 11th Ed - Chapt2 - Nadia SyadzaSyadza TamamNo ratings yet