
Document 19394 Section 13214
Document 19394 Section 13214
You might also like
- Commercial Installation Guide: Steel Framed Wall & Ceiling SystemsDocument164 pagesCommercial Installation Guide: Steel Framed Wall & Ceiling SystemsBrian LukeNo ratings yet
- Catalog Wilsonart 2020Document42 pagesCatalog Wilsonart 2020Brian LukeNo ratings yet
- Lesson 9Document23 pagesLesson 9Huynh Thanh TamNo ratings yet
- Analysis of Copper Vs Aluminum Winding MotorsDocument6 pagesAnalysis of Copper Vs Aluminum Winding MotorsSwapnil DesaiNo ratings yet
- Ciria Guide C766: An Overview of The Updated Ciria C660 Guidance On Control of Cracking in Reinforced Concrete StructuresDocument6 pagesCiria Guide C766: An Overview of The Updated Ciria C660 Guidance On Control of Cracking in Reinforced Concrete StructuressiidharthkmahajanNo ratings yet
- ISO 5660-1 Reaction To Fire TestDocument11 pagesISO 5660-1 Reaction To Fire TestBrian Luke100% (1)
- AWS Welding StandardsDocument33 pagesAWS Welding Standardstupagroup40% (5)
- The Formalization of Selection ProceduresDocument4 pagesThe Formalization of Selection ProceduresHamza KarimNo ratings yet
- Jármai (2015) - Cost Calculation of Thin-Walled Structures Using Different Manufacturing TechniquesDocument15 pagesJármai (2015) - Cost Calculation of Thin-Walled Structures Using Different Manufacturing TechniquesGogyNo ratings yet
- Job Knowledge 96Document3 pagesJob Knowledge 96Mehmet SoysalNo ratings yet
- Welding Costs: Job KnowledgeDocument3 pagesWelding Costs: Job KnowledgeMuhammed Sulfeek100% (1)
- TALAT Lecture 1254: FatigueDocument16 pagesTALAT Lecture 1254: FatigueCORE MaterialsNo ratings yet
- Friction Stir Spot WeldingDocument12 pagesFriction Stir Spot WeldingManish MNo ratings yet
- Design CalcDocument9 pagesDesign CalcMuhammad HasanNo ratings yet
- Weld CalculationDocument13 pagesWeld CalculationAdnan RanaNo ratings yet
- Alloy Castings: Experimental Analysis of Cylindrical Riser Design For Lm6 AluminiumDocument10 pagesAlloy Castings: Experimental Analysis of Cylindrical Riser Design For Lm6 AluminiumvengadeshNo ratings yet
- Die Casting Die Parameter - Calculation - GuidelineDocument8 pagesDie Casting Die Parameter - Calculation - GuidelineVenkateswaran venkateswaranNo ratings yet
- Electrical Steel CoilsDocument16 pagesElectrical Steel CoilsX800XLNo ratings yet
- Mechanics of Materials: Report 5Document9 pagesMechanics of Materials: Report 5Moiz AmirNo ratings yet
- Weld CalculationsDocument13 pagesWeld CalculationsDries VandezandeNo ratings yet
- Flow Simulation and Chatacterization of Aluminium Forgings Conforming To Aa 6061 SpecificationDocument8 pagesFlow Simulation and Chatacterization of Aluminium Forgings Conforming To Aa 6061 SpecificationEnijad ArnautNo ratings yet
- Welding References - Education Center - KOBELCO - KOBE STEEL, LTD.Document6 pagesWelding References - Education Center - KOBELCO - KOBE STEEL, LTD.Ferdie UlangNo ratings yet
- Cantilever Beam ReportDocument5 pagesCantilever Beam ReportJoseph TuzonNo ratings yet
- Dillimax SteelDocument6 pagesDillimax SteelVignesh MaharajanNo ratings yet
- Welding Rods InfoDocument9 pagesWelding Rods InfoSeju CherianNo ratings yet
- XBeam2d 2 ENDocument10 pagesXBeam2d 2 ENAlem LoajnerNo ratings yet
- Productivity and EcononyDocument69 pagesProductivity and EcononyVijayan MunuswamyNo ratings yet
- Wall Bearing SystemDocument45 pagesWall Bearing SystemRabi DhakalNo ratings yet
- Casablanca Infinity L+ 118° - ENDocument15 pagesCasablanca Infinity L+ 118° - ENNebojsaNo ratings yet
- Rapid Prototyping Technology For Manufacturing GTEDocument9 pagesRapid Prototyping Technology For Manufacturing GTEehsanNo ratings yet
- Duplex Beaune 2010Document10 pagesDuplex Beaune 2010aliNo ratings yet
- Effect of Different Metalurgical Phases On The Welding Residual Stresses of Base MetalDocument71 pagesEffect of Different Metalurgical Phases On The Welding Residual Stresses of Base Metalsalmanzafar_37304938No ratings yet
- Slab Culvert ComparisonsDocument12 pagesSlab Culvert ComparisonsPushpesh RanjanNo ratings yet
- Costing of Joining Methods - Arc Welding CostsDocument27 pagesCosting of Joining Methods - Arc Welding CostsTasmanijskaNemaNo ratings yet
- Power Scaling of Kw-Diode Lasers Optimized For Material Processing ApplicationsDocument9 pagesPower Scaling of Kw-Diode Lasers Optimized For Material Processing ApplicationsDu RoyNo ratings yet
- Design Load Basis Report Tensile Canopy - Vedvan - Noida - R0Document27 pagesDesign Load Basis Report Tensile Canopy - Vedvan - Noida - R0Neeraj KumarNo ratings yet
- Modeling and Analysis of Naca 66-206 Aer PDFDocument6 pagesModeling and Analysis of Naca 66-206 Aer PDFkishoreNo ratings yet
- Lázaro Plata 2020 J. Phys. Conf. Ser. 1587 012034Document8 pagesLázaro Plata 2020 J. Phys. Conf. Ser. 1587 012034fernandoNo ratings yet
- Calculation of Breaking Load of EC Grade Aluminium Wire As Per International StandardDocument4 pagesCalculation of Breaking Load of EC Grade Aluminium Wire As Per International StandardssNo ratings yet
- International Journal of Computational Engineering Research (IJCER)Document8 pagesInternational Journal of Computational Engineering Research (IJCER)International Journal of computational Engineering research (IJCER)No ratings yet
- Lecture 2 - ME460 Renewable Energy ResourcesDocument125 pagesLecture 2 - ME460 Renewable Energy ResourcessaadNo ratings yet
- Desing Review As The First Step of Transformer Life AssessmentDocument17 pagesDesing Review As The First Step of Transformer Life AssessmentAhmed HasanNo ratings yet
- Protocol Klasik C - enDocument14 pagesProtocol Klasik C - enNebojsaNo ratings yet
- Superalloys 2005 601 611Document11 pagesSuperalloys 2005 601 611Anonymous KzJcjGCJbNo ratings yet
- Heavy Assembly ShopDocument8 pagesHeavy Assembly ShoprampdwnNo ratings yet
- Welding Economy and ProductivityDocument29 pagesWelding Economy and Productivitykmas1612100% (4)
- EASA Mod 7A BK 7 RivetsDocument65 pagesEASA Mod 7A BK 7 RivetsVasco M C Santos100% (1)
- 1.relation Between Torsion Moment, Torsion Angle and Span LengthDocument15 pages1.relation Between Torsion Moment, Torsion Angle and Span LengthMoiz Amir100% (1)
- StifenerDocument2 pagesStifenerbranka0savicNo ratings yet
- Electroplating Cost Calculation - RefDocument12 pagesElectroplating Cost Calculation - RefJitendra PatilNo ratings yet
- Product Data Sheet: Afrox 7018-1Document2 pagesProduct Data Sheet: Afrox 7018-1Gervasio AndradeNo ratings yet
- A New Approach - MuslimMahardikaDocument15 pagesA New Approach - MuslimMahardikaheri suhud kustoyo100% (1)
- Materials Types and Selection For Carabiners Manuf PDFDocument10 pagesMaterials Types and Selection For Carabiners Manuf PDFƦĩĉârðø SàßrĩNo ratings yet
- Welding of CrMo Steels For Power Generation and Petrochemical ApplicationsDocument12 pagesWelding of CrMo Steels For Power Generation and Petrochemical ApplicationsDries Vandezande100% (1)
- Paper 210 Corrected 2Document11 pagesPaper 210 Corrected 2haroldNo ratings yet
- EuroCorr 2011 Paper No 1022 Harald Osvoll PDFDocument25 pagesEuroCorr 2011 Paper No 1022 Harald Osvoll PDFMinh DoNo ratings yet
- Structural Design IndustrialDocument127 pagesStructural Design IndustrialAndreja GjureskiNo ratings yet
- مقاومة ١Document7 pagesمقاومة ١ahmad243809No ratings yet
- Designing An Optimum Percent Cold Work (%CW) For Cold Rolling of Aluminum Strips To Achieve The Best Mechanical Properties.Document38 pagesDesigning An Optimum Percent Cold Work (%CW) For Cold Rolling of Aluminum Strips To Achieve The Best Mechanical Properties.YussefRikli100% (1)
- Design and Fabrication of Metal Spinning ComponentsDocument6 pagesDesign and Fabrication of Metal Spinning ComponentsAnonymous VRspXsmNo ratings yet
- Concept and Manufacture of A Crankshaft Production Tool: Numerical and Experimental Analysis Fábio Miguel Freitas SilvaDocument10 pagesConcept and Manufacture of A Crankshaft Production Tool: Numerical and Experimental Analysis Fábio Miguel Freitas SilvaTemesgenNo ratings yet
- How to prepare Welding Procedures for Oil & Gas PipelinesFrom EverandHow to prepare Welding Procedures for Oil & Gas PipelinesRating: 5 out of 5 stars5/5 (1)
- Spot Welding Interview Success: An Introduction to Spot WeldingFrom EverandSpot Welding Interview Success: An Introduction to Spot WeldingNo ratings yet
- 9.0-Aluminium Wissenswertes Alu enDocument83 pages9.0-Aluminium Wissenswertes Alu enBrian LukeNo ratings yet
- Airport Expansion The Malaysian Experience of KL I A 2Document25 pagesAirport Expansion The Malaysian Experience of KL I A 2Brian LukeNo ratings yet
- K 0 Fsu 8Document30 pagesK 0 Fsu 8Brian LukeNo ratings yet
- Improving Labor Productivity On Building Construction ProjectsDocument4 pagesImproving Labor Productivity On Building Construction ProjectsBrian LukeNo ratings yet
- CP103 Talford MetroRebound - DataSheetDocument12 pagesCP103 Talford MetroRebound - DataSheetBrian LukeNo ratings yet
- Construction Productivity and Construction Project Performance in Indian Construction ProjectsDocument9 pagesConstruction Productivity and Construction Project Performance in Indian Construction ProjectsBrian LukeNo ratings yet
- Testing of Bored Pile InclinationDocument5 pagesTesting of Bored Pile InclinationBrian LukeNo ratings yet
- Implementation of Construction Performance Database Prototype For Curtain Wall Operation in High Rise Building ConstructionDocument9 pagesImplementation of Construction Performance Database Prototype For Curtain Wall Operation in High Rise Building ConstructionBrian LukeNo ratings yet
- Web-Based Application On Cost Estimation of Curtain Wall SystemDocument14 pagesWeb-Based Application On Cost Estimation of Curtain Wall SystemBrian LukeNo ratings yet
- Foot Of: But That The Variation in The Ultimate Costs of TypicalDocument42 pagesFoot Of: But That The Variation in The Ultimate Costs of TypicalBrian LukeNo ratings yet
- 3 Fold - Welding Brochure - MVDocument2 pages3 Fold - Welding Brochure - MVShekhar Pratap SinghNo ratings yet
- Experiment-1: Study of Grinding Machine and It's OperationsDocument15 pagesExperiment-1: Study of Grinding Machine and It's OperationsMohammed RakibNo ratings yet
- Echipamente de Sudare EWMDocument148 pagesEchipamente de Sudare EWMRogo CatalinNo ratings yet
- IM351Document62 pagesIM351Felipe Savieto AcorsiNo ratings yet
- Welding Technology in High Pressure Boilers FinalDocument18 pagesWelding Technology in High Pressure Boilers FinalRaunak RajpalNo ratings yet
- Steel Castings, Creep-Strength Enhanced Ferritic Alloy, For Pressure-Containing Parts, Suitable For High Temperature ServiceDocument5 pagesSteel Castings, Creep-Strength Enhanced Ferritic Alloy, For Pressure-Containing Parts, Suitable For High Temperature Servicemohammed karasnehNo ratings yet
- Report WeldingDocument11 pagesReport WeldingSomasundaram SomanoNo ratings yet
- Epl ManualDocument63 pagesEpl ManualArun KumarNo ratings yet
- Welding Technology - NPTELDocument145 pagesWelding Technology - NPTELpothirajkalyan100% (1)
- Process TablesDocument43 pagesProcess TablesmonkeydluffyNo ratings yet
- Pwps / WPQ / Wopq Data SheetDocument14 pagesPwps / WPQ / Wopq Data SheetGurbir SinghNo ratings yet
- Qdoc - Tips - Cswip 31 Exam Question and AnswersDocument46 pagesQdoc - Tips - Cswip 31 Exam Question and AnswersASAD RAHMAN100% (1)
- Auto-Axcess 450 DI: OM-228 873G ProcessesDocument60 pagesAuto-Axcess 450 DI: OM-228 873G Processesnestor gonzalez de leonNo ratings yet
- WPS 02Document2 pagesWPS 02ZaidiNo ratings yet
- Weld Australia Guidance Note TGN SG03 AS NZS 2980 A Summary of Changes PDFDocument14 pagesWeld Australia Guidance Note TGN SG03 AS NZS 2980 A Summary of Changes PDFRodolfoMarínNo ratings yet
- Brochure Roll Bonded Clad Plates EDocument36 pagesBrochure Roll Bonded Clad Plates EAries MarteNo ratings yet
- Welding Safety - 130 Question With AnswersDocument18 pagesWelding Safety - 130 Question With AnswersahmedNo ratings yet
- Handy Plasma 125: Plasma Arc Cutting Package - P/N 37884 115V 60HzDocument24 pagesHandy Plasma 125: Plasma Arc Cutting Package - P/N 37884 115V 60Hzbouriahi hassaneNo ratings yet
- Din en Iso 15614-3 - 2008-06Document23 pagesDin en Iso 15614-3 - 2008-06Alfalloy Testing and Inspection Services Pvt. Ltd.No ratings yet
- Arc Welding Types MP IIDocument40 pagesArc Welding Types MP IISyedUbaidRehman100% (1)
- WELDINGDocument6 pagesWELDINGDinusha ThirimaduraNo ratings yet
- Guide Aws CodeDocument33 pagesGuide Aws CodejensdcvNo ratings yet
- (BS EN ISO 17652-2-2003) - Welding Properties of Shop PrimersDocument18 pages(BS EN ISO 17652-2-2003) - Welding Properties of Shop PrimersAlexandre Alves Marinho100% (1)
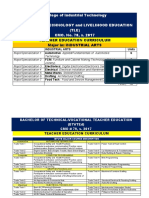
- College of Industrial Technology Bachelor of Technology and Livelihood Education (TLE) CMO. No. 78, S. 2017Document5 pagesCollege of Industrial Technology Bachelor of Technology and Livelihood Education (TLE) CMO. No. 78, S. 2017Industrial TechnologyNo ratings yet
- Procedure Qualification RecordDocument10 pagesProcedure Qualification Recordlamia97No ratings yet
- P91 Profile WpsDocument6 pagesP91 Profile WpsZead Ali Adal100% (2)
- Study of Welding and Cathodic Protection of Gas PipelineDocument93 pagesStudy of Welding and Cathodic Protection of Gas PipelineCamilo Andres JamaicaNo ratings yet
- Document WPS OfficeDocument5 pagesDocument WPS Officecollins chinsungweNo ratings yet
- 02 Samss 005Document15 pages02 Samss 005Cherukunnon JubuNo ratings yet





































































































Download as pdf or txt
You might also like
- Commercial Installation Guide: Steel Framed Wall & Ceiling SystemsDocument164 pagesCommercial Installation Guide: Steel Framed Wall & Ceiling SystemsBrian LukeNo ratings yet
- Catalog Wilsonart 2020Document42 pagesCatalog Wilsonart 2020Brian LukeNo ratings yet
- Lesson 9Document23 pagesLesson 9Huynh Thanh TamNo ratings yet
- Analysis of Copper Vs Aluminum Winding MotorsDocument6 pagesAnalysis of Copper Vs Aluminum Winding MotorsSwapnil DesaiNo ratings yet
- Ciria Guide C766: An Overview of The Updated Ciria C660 Guidance On Control of Cracking in Reinforced Concrete StructuresDocument6 pagesCiria Guide C766: An Overview of The Updated Ciria C660 Guidance On Control of Cracking in Reinforced Concrete StructuressiidharthkmahajanNo ratings yet
- ISO 5660-1 Reaction To Fire TestDocument11 pagesISO 5660-1 Reaction To Fire TestBrian Luke100% (1)
- AWS Welding StandardsDocument33 pagesAWS Welding Standardstupagroup40% (5)
- The Formalization of Selection ProceduresDocument4 pagesThe Formalization of Selection ProceduresHamza KarimNo ratings yet
- Jármai (2015) - Cost Calculation of Thin-Walled Structures Using Different Manufacturing TechniquesDocument15 pagesJármai (2015) - Cost Calculation of Thin-Walled Structures Using Different Manufacturing TechniquesGogyNo ratings yet
- Job Knowledge 96Document3 pagesJob Knowledge 96Mehmet SoysalNo ratings yet
- Welding Costs: Job KnowledgeDocument3 pagesWelding Costs: Job KnowledgeMuhammed Sulfeek100% (1)
- TALAT Lecture 1254: FatigueDocument16 pagesTALAT Lecture 1254: FatigueCORE MaterialsNo ratings yet
- Friction Stir Spot WeldingDocument12 pagesFriction Stir Spot WeldingManish MNo ratings yet
- Design CalcDocument9 pagesDesign CalcMuhammad HasanNo ratings yet
- Weld CalculationDocument13 pagesWeld CalculationAdnan RanaNo ratings yet
- Alloy Castings: Experimental Analysis of Cylindrical Riser Design For Lm6 AluminiumDocument10 pagesAlloy Castings: Experimental Analysis of Cylindrical Riser Design For Lm6 AluminiumvengadeshNo ratings yet
- Die Casting Die Parameter - Calculation - GuidelineDocument8 pagesDie Casting Die Parameter - Calculation - GuidelineVenkateswaran venkateswaranNo ratings yet
- Electrical Steel CoilsDocument16 pagesElectrical Steel CoilsX800XLNo ratings yet
- Mechanics of Materials: Report 5Document9 pagesMechanics of Materials: Report 5Moiz AmirNo ratings yet
- Weld CalculationsDocument13 pagesWeld CalculationsDries VandezandeNo ratings yet
- Flow Simulation and Chatacterization of Aluminium Forgings Conforming To Aa 6061 SpecificationDocument8 pagesFlow Simulation and Chatacterization of Aluminium Forgings Conforming To Aa 6061 SpecificationEnijad ArnautNo ratings yet
- Welding References - Education Center - KOBELCO - KOBE STEEL, LTD.Document6 pagesWelding References - Education Center - KOBELCO - KOBE STEEL, LTD.Ferdie UlangNo ratings yet
- Cantilever Beam ReportDocument5 pagesCantilever Beam ReportJoseph TuzonNo ratings yet
- Dillimax SteelDocument6 pagesDillimax SteelVignesh MaharajanNo ratings yet
- Welding Rods InfoDocument9 pagesWelding Rods InfoSeju CherianNo ratings yet
- XBeam2d 2 ENDocument10 pagesXBeam2d 2 ENAlem LoajnerNo ratings yet
- Productivity and EcononyDocument69 pagesProductivity and EcononyVijayan MunuswamyNo ratings yet
- Wall Bearing SystemDocument45 pagesWall Bearing SystemRabi DhakalNo ratings yet
- Casablanca Infinity L+ 118° - ENDocument15 pagesCasablanca Infinity L+ 118° - ENNebojsaNo ratings yet
- Rapid Prototyping Technology For Manufacturing GTEDocument9 pagesRapid Prototyping Technology For Manufacturing GTEehsanNo ratings yet
- Duplex Beaune 2010Document10 pagesDuplex Beaune 2010aliNo ratings yet
- Effect of Different Metalurgical Phases On The Welding Residual Stresses of Base MetalDocument71 pagesEffect of Different Metalurgical Phases On The Welding Residual Stresses of Base Metalsalmanzafar_37304938No ratings yet
- Slab Culvert ComparisonsDocument12 pagesSlab Culvert ComparisonsPushpesh RanjanNo ratings yet
- Costing of Joining Methods - Arc Welding CostsDocument27 pagesCosting of Joining Methods - Arc Welding CostsTasmanijskaNemaNo ratings yet
- Power Scaling of Kw-Diode Lasers Optimized For Material Processing ApplicationsDocument9 pagesPower Scaling of Kw-Diode Lasers Optimized For Material Processing ApplicationsDu RoyNo ratings yet
- Design Load Basis Report Tensile Canopy - Vedvan - Noida - R0Document27 pagesDesign Load Basis Report Tensile Canopy - Vedvan - Noida - R0Neeraj KumarNo ratings yet
- Modeling and Analysis of Naca 66-206 Aer PDFDocument6 pagesModeling and Analysis of Naca 66-206 Aer PDFkishoreNo ratings yet
- Lázaro Plata 2020 J. Phys. Conf. Ser. 1587 012034Document8 pagesLázaro Plata 2020 J. Phys. Conf. Ser. 1587 012034fernandoNo ratings yet
- Calculation of Breaking Load of EC Grade Aluminium Wire As Per International StandardDocument4 pagesCalculation of Breaking Load of EC Grade Aluminium Wire As Per International StandardssNo ratings yet
- International Journal of Computational Engineering Research (IJCER)Document8 pagesInternational Journal of Computational Engineering Research (IJCER)International Journal of computational Engineering research (IJCER)No ratings yet
- Lecture 2 - ME460 Renewable Energy ResourcesDocument125 pagesLecture 2 - ME460 Renewable Energy ResourcessaadNo ratings yet
- Desing Review As The First Step of Transformer Life AssessmentDocument17 pagesDesing Review As The First Step of Transformer Life AssessmentAhmed HasanNo ratings yet
- Protocol Klasik C - enDocument14 pagesProtocol Klasik C - enNebojsaNo ratings yet
- Superalloys 2005 601 611Document11 pagesSuperalloys 2005 601 611Anonymous KzJcjGCJbNo ratings yet
- Heavy Assembly ShopDocument8 pagesHeavy Assembly ShoprampdwnNo ratings yet
- Welding Economy and ProductivityDocument29 pagesWelding Economy and Productivitykmas1612100% (4)
- EASA Mod 7A BK 7 RivetsDocument65 pagesEASA Mod 7A BK 7 RivetsVasco M C Santos100% (1)
- 1.relation Between Torsion Moment, Torsion Angle and Span LengthDocument15 pages1.relation Between Torsion Moment, Torsion Angle and Span LengthMoiz Amir100% (1)
- StifenerDocument2 pagesStifenerbranka0savicNo ratings yet
- Electroplating Cost Calculation - RefDocument12 pagesElectroplating Cost Calculation - RefJitendra PatilNo ratings yet
- Product Data Sheet: Afrox 7018-1Document2 pagesProduct Data Sheet: Afrox 7018-1Gervasio AndradeNo ratings yet
- A New Approach - MuslimMahardikaDocument15 pagesA New Approach - MuslimMahardikaheri suhud kustoyo100% (1)
- Materials Types and Selection For Carabiners Manuf PDFDocument10 pagesMaterials Types and Selection For Carabiners Manuf PDFƦĩĉârðø SàßrĩNo ratings yet
- Welding of CrMo Steels For Power Generation and Petrochemical ApplicationsDocument12 pagesWelding of CrMo Steels For Power Generation and Petrochemical ApplicationsDries Vandezande100% (1)
- Paper 210 Corrected 2Document11 pagesPaper 210 Corrected 2haroldNo ratings yet
- EuroCorr 2011 Paper No 1022 Harald Osvoll PDFDocument25 pagesEuroCorr 2011 Paper No 1022 Harald Osvoll PDFMinh DoNo ratings yet
- Structural Design IndustrialDocument127 pagesStructural Design IndustrialAndreja GjureskiNo ratings yet
- مقاومة ١Document7 pagesمقاومة ١ahmad243809No ratings yet
- Designing An Optimum Percent Cold Work (%CW) For Cold Rolling of Aluminum Strips To Achieve The Best Mechanical Properties.Document38 pagesDesigning An Optimum Percent Cold Work (%CW) For Cold Rolling of Aluminum Strips To Achieve The Best Mechanical Properties.YussefRikli100% (1)
- Design and Fabrication of Metal Spinning ComponentsDocument6 pagesDesign and Fabrication of Metal Spinning ComponentsAnonymous VRspXsmNo ratings yet
- Concept and Manufacture of A Crankshaft Production Tool: Numerical and Experimental Analysis Fábio Miguel Freitas SilvaDocument10 pagesConcept and Manufacture of A Crankshaft Production Tool: Numerical and Experimental Analysis Fábio Miguel Freitas SilvaTemesgenNo ratings yet
- How to prepare Welding Procedures for Oil & Gas PipelinesFrom EverandHow to prepare Welding Procedures for Oil & Gas PipelinesRating: 5 out of 5 stars5/5 (1)
- Spot Welding Interview Success: An Introduction to Spot WeldingFrom EverandSpot Welding Interview Success: An Introduction to Spot WeldingNo ratings yet
- 9.0-Aluminium Wissenswertes Alu enDocument83 pages9.0-Aluminium Wissenswertes Alu enBrian LukeNo ratings yet
- Airport Expansion The Malaysian Experience of KL I A 2Document25 pagesAirport Expansion The Malaysian Experience of KL I A 2Brian LukeNo ratings yet
- K 0 Fsu 8Document30 pagesK 0 Fsu 8Brian LukeNo ratings yet
- Improving Labor Productivity On Building Construction ProjectsDocument4 pagesImproving Labor Productivity On Building Construction ProjectsBrian LukeNo ratings yet
- CP103 Talford MetroRebound - DataSheetDocument12 pagesCP103 Talford MetroRebound - DataSheetBrian LukeNo ratings yet
- Construction Productivity and Construction Project Performance in Indian Construction ProjectsDocument9 pagesConstruction Productivity and Construction Project Performance in Indian Construction ProjectsBrian LukeNo ratings yet
- Testing of Bored Pile InclinationDocument5 pagesTesting of Bored Pile InclinationBrian LukeNo ratings yet
- Implementation of Construction Performance Database Prototype For Curtain Wall Operation in High Rise Building ConstructionDocument9 pagesImplementation of Construction Performance Database Prototype For Curtain Wall Operation in High Rise Building ConstructionBrian LukeNo ratings yet
- Web-Based Application On Cost Estimation of Curtain Wall SystemDocument14 pagesWeb-Based Application On Cost Estimation of Curtain Wall SystemBrian LukeNo ratings yet
- Foot Of: But That The Variation in The Ultimate Costs of TypicalDocument42 pagesFoot Of: But That The Variation in The Ultimate Costs of TypicalBrian LukeNo ratings yet
- 3 Fold - Welding Brochure - MVDocument2 pages3 Fold - Welding Brochure - MVShekhar Pratap SinghNo ratings yet
- Experiment-1: Study of Grinding Machine and It's OperationsDocument15 pagesExperiment-1: Study of Grinding Machine and It's OperationsMohammed RakibNo ratings yet
- Echipamente de Sudare EWMDocument148 pagesEchipamente de Sudare EWMRogo CatalinNo ratings yet
- IM351Document62 pagesIM351Felipe Savieto AcorsiNo ratings yet
- Welding Technology in High Pressure Boilers FinalDocument18 pagesWelding Technology in High Pressure Boilers FinalRaunak RajpalNo ratings yet
- Steel Castings, Creep-Strength Enhanced Ferritic Alloy, For Pressure-Containing Parts, Suitable For High Temperature ServiceDocument5 pagesSteel Castings, Creep-Strength Enhanced Ferritic Alloy, For Pressure-Containing Parts, Suitable For High Temperature Servicemohammed karasnehNo ratings yet
- Report WeldingDocument11 pagesReport WeldingSomasundaram SomanoNo ratings yet
- Epl ManualDocument63 pagesEpl ManualArun KumarNo ratings yet
- Welding Technology - NPTELDocument145 pagesWelding Technology - NPTELpothirajkalyan100% (1)
- Process TablesDocument43 pagesProcess TablesmonkeydluffyNo ratings yet
- Pwps / WPQ / Wopq Data SheetDocument14 pagesPwps / WPQ / Wopq Data SheetGurbir SinghNo ratings yet
- Qdoc - Tips - Cswip 31 Exam Question and AnswersDocument46 pagesQdoc - Tips - Cswip 31 Exam Question and AnswersASAD RAHMAN100% (1)
- Auto-Axcess 450 DI: OM-228 873G ProcessesDocument60 pagesAuto-Axcess 450 DI: OM-228 873G Processesnestor gonzalez de leonNo ratings yet
- WPS 02Document2 pagesWPS 02ZaidiNo ratings yet
- Weld Australia Guidance Note TGN SG03 AS NZS 2980 A Summary of Changes PDFDocument14 pagesWeld Australia Guidance Note TGN SG03 AS NZS 2980 A Summary of Changes PDFRodolfoMarínNo ratings yet
- Brochure Roll Bonded Clad Plates EDocument36 pagesBrochure Roll Bonded Clad Plates EAries MarteNo ratings yet
- Welding Safety - 130 Question With AnswersDocument18 pagesWelding Safety - 130 Question With AnswersahmedNo ratings yet
- Handy Plasma 125: Plasma Arc Cutting Package - P/N 37884 115V 60HzDocument24 pagesHandy Plasma 125: Plasma Arc Cutting Package - P/N 37884 115V 60Hzbouriahi hassaneNo ratings yet
- Din en Iso 15614-3 - 2008-06Document23 pagesDin en Iso 15614-3 - 2008-06Alfalloy Testing and Inspection Services Pvt. Ltd.No ratings yet
- Arc Welding Types MP IIDocument40 pagesArc Welding Types MP IISyedUbaidRehman100% (1)
- WELDINGDocument6 pagesWELDINGDinusha ThirimaduraNo ratings yet
- Guide Aws CodeDocument33 pagesGuide Aws CodejensdcvNo ratings yet
- (BS EN ISO 17652-2-2003) - Welding Properties of Shop PrimersDocument18 pages(BS EN ISO 17652-2-2003) - Welding Properties of Shop PrimersAlexandre Alves Marinho100% (1)
- College of Industrial Technology Bachelor of Technology and Livelihood Education (TLE) CMO. No. 78, S. 2017Document5 pagesCollege of Industrial Technology Bachelor of Technology and Livelihood Education (TLE) CMO. No. 78, S. 2017Industrial TechnologyNo ratings yet
- Procedure Qualification RecordDocument10 pagesProcedure Qualification Recordlamia97No ratings yet
- P91 Profile WpsDocument6 pagesP91 Profile WpsZead Ali Adal100% (2)
- Study of Welding and Cathodic Protection of Gas PipelineDocument93 pagesStudy of Welding and Cathodic Protection of Gas PipelineCamilo Andres JamaicaNo ratings yet
- Document WPS OfficeDocument5 pagesDocument WPS Officecollins chinsungweNo ratings yet
- 02 Samss 005Document15 pages02 Samss 005Cherukunnon JubuNo ratings yet