Download as pdf or txt
You might also like
- Sample Midterm SolutionsDocument12 pagesSample Midterm SolutionsAnyone SomeoneNo ratings yet
- El Analisis de Aceite Como Una Buena Practica de ManteniDocument49 pagesEl Analisis de Aceite Como Una Buena Practica de ManteniCarlos Alberto Martínez Escobar100% (1)
- MATH2411: Applied Statistics: Exercise: (Parameter Estimation)Document3 pagesMATH2411: Applied Statistics: Exercise: (Parameter Estimation)Precious0150% (1)
- American Statistical AssociationDocument7 pagesAmerican Statistical Associationmantu6kumar-17No ratings yet
- IHP 525 Module Five Problem SetDocument3 pagesIHP 525 Module Five Problem SethoseaNo ratings yet
- Mini - Tab For STADocument83 pagesMini - Tab For STAmilanstr100% (1)
- BCH314 Tutorial#1Document1 pageBCH314 Tutorial#1mondeNo ratings yet
- Feed Mixing Mill Type MGP/2140-O + Electric Plant For Feeding Section of Textile Line 1C1519Document7 pagesFeed Mixing Mill Type MGP/2140-O + Electric Plant For Feeding Section of Textile Line 1C1519Asep SomantriNo ratings yet
- Mobilith AW SeriesDocument3 pagesMobilith AW SeriesDavid SalgueroNo ratings yet
- A Review On Lubricant Condition Monitoring Information Analysis For Maintenance Decision SupportDocument35 pagesA Review On Lubricant Condition Monitoring Information Analysis For Maintenance Decision SupportHector J100% (1)
- Limit Values For LubricantsDocument28 pagesLimit Values For LubricantsSindley LimaferNo ratings yet
- TO4+ Caterpillar PDFDocument65 pagesTO4+ Caterpillar PDFangel de mi guardaNo ratings yet
- Cimac Guideline Used Oil Analysis FinalDocument14 pagesCimac Guideline Used Oil Analysis Finalhugo Yang100% (1)
- S O S Services: Maintenance Products and ServicesDocument8 pagesS O S Services: Maintenance Products and Servicescaptain_commanderNo ratings yet
- Ferrography Overview PDFDocument16 pagesFerrography Overview PDFfido aloneNo ratings yet
- STLE MagazineDocument84 pagesSTLE MagazineJorge Cuadros BlasNo ratings yet
- ISO 11171 Revision Update R1Document13 pagesISO 11171 Revision Update R1M.ASNo ratings yet
- 1 - Imo - 2011Document1 page1 - Imo - 2011BatoktoyNo ratings yet
- IndustrialCap 24pgDocument24 pagesIndustrialCap 24pgAlejandroNo ratings yet
- Standardization of Vegitable Oils PDFDocument8 pagesStandardization of Vegitable Oils PDFjepri purwantoNo ratings yet
- Ufm Interpretation Synopsis PDFDocument1 pageUfm Interpretation Synopsis PDFtazjuan1100% (1)
- Eaton® Lubricant SuppliersDocument12 pagesEaton® Lubricant SuppliersDavid PomaNo ratings yet
- PQ Index - What Does It MeanDocument5 pagesPQ Index - What Does It MeanAnibal RiosNo ratings yet
- D 2983 - 04 Low ViscozityDocument13 pagesD 2983 - 04 Low ViscozityCorina StanculescuNo ratings yet
- Cement Industry: Reliable & Cost Saving LubricantsDocument8 pagesCement Industry: Reliable & Cost Saving LubricantsJulian Dario Galarza InsfranNo ratings yet
- Astm Contaminacion de Hidrocarburo Con MicroorganismosDocument11 pagesAstm Contaminacion de Hidrocarburo Con Microorganismosfbetzabeth07No ratings yet
- S O S Services Oil AnalysisDocument4 pagesS O S Services Oil AnalysisAlex JordánNo ratings yet
- Machinery Lubrication July - August 2018Document77 pagesMachinery Lubrication July - August 2018Jorge Cuadros BlasNo ratings yet
- Indian Standard: Methods of Tests For Internal Combustion EnginesDocument4 pagesIndian Standard: Methods of Tests For Internal Combustion EnginesrajkumarrakhraNo ratings yet
- Low-Temperature Viscosity of Automotive Fluid Lubricants Measured by Brookfield ViscometerDocument9 pagesLow-Temperature Viscosity of Automotive Fluid Lubricants Measured by Brookfield ViscometerPhạm Hoàng Ái LệNo ratings yet
- MT660 Eng ManualDocument29 pagesMT660 Eng ManualahmetNo ratings yet
- BECHEM Special Lubricants CraneDocument5 pagesBECHEM Special Lubricants CraneRonald Mario Kupa AnticonaNo ratings yet
- Defining The Viscosity Characteristics of Hydraulic Fluids: Standard Practice ForDocument6 pagesDefining The Viscosity Characteristics of Hydraulic Fluids: Standard Practice ForTarlan AllahverdiyevNo ratings yet
- PTK1 Oil Analysis Patch Test KitDocument2 pagesPTK1 Oil Analysis Patch Test KitВалерия КорнееваNo ratings yet
- Set-Up Ftir - d7418Document8 pagesSet-Up Ftir - d7418Sofia Fasolo CunhaNo ratings yet
- Castrol Technical InformationDocument39 pagesCastrol Technical InformationRoberto JiménezNo ratings yet
- Cat NGEC 50 - 50Document2 pagesCat NGEC 50 - 50shamsalihu2729No ratings yet
- For KS Diagnosis Specs Limits Shell LubeAnalyst Condemnation Limits Mar 081Document56 pagesFor KS Diagnosis Specs Limits Shell LubeAnalyst Condemnation Limits Mar 081l447280100% (4)
- Condition Based MaintenanceDocument27 pagesCondition Based Maintenanceseminarproject100% (1)
- KITTIWAKE MA-K27468-KW Oil Test Solutions Iss 10 Single Pages SmallDocument6 pagesKITTIWAKE MA-K27468-KW Oil Test Solutions Iss 10 Single Pages SmallCorina StanculescuNo ratings yet
- D4741Document8 pagesD4741rimi7alNo ratings yet
- Mack T13 Engine Lubricant TestDocument2 pagesMack T13 Engine Lubricant TestFrank FareNo ratings yet
- YresatDocument79 pagesYresatGallegos MONo ratings yet
- Manual Bombas SandPiper S20Document24 pagesManual Bombas SandPiper S20Rodrigo F MNo ratings yet
- Advanced Strategies For Selecting Oil Analysis Alarms and LimitsDocument6 pagesAdvanced Strategies For Selecting Oil Analysis Alarms and Limitsho-fa100% (1)
- Graco G1 AutolubeDocument36 pagesGraco G1 Autolubewahidahadit75No ratings yet
- 2016 Nissan FrontierDocument470 pages2016 Nissan FrontierOzkar WolfNo ratings yet
- Measurement System AnalysisDocument29 pagesMeasurement System AnalysissidwalNo ratings yet
- Measurement System AnalysisDocument15 pagesMeasurement System AnalysisIndian MHNo ratings yet
- MSA Training Material - 18 - 04 - 2018Document10 pagesMSA Training Material - 18 - 04 - 2018Mark AntonyNo ratings yet
- Data Reconciliation: Department of Chemical Engineering, University of Liège, BelgiumDocument17 pagesData Reconciliation: Department of Chemical Engineering, University of Liège, BelgiumDemaropz DenzNo ratings yet
- What Is A GageDocument12 pagesWhat Is A GageMohini MaratheNo ratings yet
- Measurement System AnalysisDocument2 pagesMeasurement System AnalysisashwinnaraleNo ratings yet
- 6.mass BalancingDocument36 pages6.mass BalancingRaul Dionicio100% (1)
- How Todays USM Diag Solve TechwpaperDocument16 pagesHow Todays USM Diag Solve TechwpapersalimabdatNo ratings yet
- Msa (NDC)Document7 pagesMsa (NDC)rkshpanchalNo ratings yet
- Measurement System AnalysisDocument10 pagesMeasurement System AnalysisRodrigo CandelariaNo ratings yet
- Electronic Gas Measurement Auditing: Kenneth W. Blackburn Houston Flow Measurement, IncDocument4 pagesElectronic Gas Measurement Auditing: Kenneth W. Blackburn Houston Flow Measurement, IncAneeshNo ratings yet
- SPE 75223 Using Statistics To Evaluate A History MatchDocument21 pagesSPE 75223 Using Statistics To Evaluate A History MatchMuhammad Ali BuriroNo ratings yet
- MSA Gage R&RDocument35 pagesMSA Gage R&RAnonymous vF4wgBTdSb100% (1)
- Understanding Wind Turbine Condition Monitoring Systems: ProcessDocument8 pagesUnderstanding Wind Turbine Condition Monitoring Systems: ProcessKenginNo ratings yet
- HerramientasBasicas FAODocument86 pagesHerramientasBasicas FAODenys Rivera GuevaraNo ratings yet
- Core Tools: Measurement Systems Analysis (MSA)Document6 pagesCore Tools: Measurement Systems Analysis (MSA)Salvador Hernandez ColoradoNo ratings yet
- What Calculations?Document7 pagesWhat Calculations?rose_almonteNo ratings yet
- Measurement System AnalysisDocument7 pagesMeasurement System AnalysisselvamNo ratings yet
- Smart Condition Monitoring Using Machine LearningDocument6 pagesSmart Condition Monitoring Using Machine LearningkglorstadNo ratings yet
- Filtergram AnalysisDocument4 pagesFiltergram Analysisgilar herliana putraNo ratings yet
- VPS FQT Instruction Manual SUMMARY-1Document16 pagesVPS FQT Instruction Manual SUMMARY-1gilar herliana putraNo ratings yet
- SYTOil TechDocument28 pagesSYTOil Techgilar herliana putraNo ratings yet
- Sampling Logistic Manual MaritecDocument14 pagesSampling Logistic Manual Maritecgilar herliana putraNo ratings yet
- REF - LIMIT-004 PSB711 - 2003 - 005 - HitachioilsamplingguidelinesDocument4 pagesREF - LIMIT-004 PSB711 - 2003 - 005 - Hitachioilsamplingguidelinesgilar herliana putraNo ratings yet
- NTN Bearing LubricationDocument7 pagesNTN Bearing Lubricationgilar herliana putraNo ratings yet
- The Effects of Fuel Dilution With Biodiesel On Lubricant Acidity, Oxidation and Corrosion - A Study With CJ-4 and CI-4 PLUS LubricantsDocument21 pagesThe Effects of Fuel Dilution With Biodiesel On Lubricant Acidity, Oxidation and Corrosion - A Study With CJ-4 and CI-4 PLUS Lubricantsgilar herliana putraNo ratings yet
- Oil Analisis Kobexindo ProductDocument6 pagesOil Analisis Kobexindo Productgilar herliana putraNo ratings yet
- HEXINDO - HITACHI Appendix B - Interim Oil Analysis GuidelineDocument4 pagesHEXINDO - HITACHI Appendix B - Interim Oil Analysis Guidelinegilar herliana putraNo ratings yet
- Condemning Volvo FH16Document1 pageCondemning Volvo FH16gilar herliana putraNo ratings yet
- Scania Oil AnalysisDocument1 pageScania Oil Analysisgilar herliana putraNo ratings yet
- KMSI-LN17-003 Service Tips New Criteria of Engine Oil Soot (English Ver)Document1 pageKMSI-LN17-003 Service Tips New Criteria of Engine Oil Soot (English Ver)gilar herliana putraNo ratings yet
- General Wear AnalysisDocument14 pagesGeneral Wear Analysisgilar herliana putraNo ratings yet
- DEUTZ Gas Engine Limit - Oil AnalysisDocument13 pagesDEUTZ Gas Engine Limit - Oil Analysisgilar herliana putraNo ratings yet
- Proposal of An FTIR Methodology To Monitor Oxidation Level in Used Engine Oils Effects of Thermal Degradation and Fuel DilutionDocument13 pagesProposal of An FTIR Methodology To Monitor Oxidation Level in Used Engine Oils Effects of Thermal Degradation and Fuel Dilutiongilar herliana putraNo ratings yet
- Tests For The Analysis of Used Lubricating GreaseDocument36 pagesTests For The Analysis of Used Lubricating Greasegilar herliana putraNo ratings yet
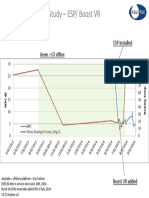
- Case Study - ESP/ Boost VRDocument1 pageCase Study - ESP/ Boost VRgilar herliana putraNo ratings yet
- Deutz Engine SpecsTR019999012184 - ENDocument34 pagesDeutz Engine SpecsTR019999012184 - ENgilar herliana putraNo ratings yet
- Diesel Engine Oil Analysis and Wear Limits: BackgroundDocument5 pagesDiesel Engine Oil Analysis and Wear Limits: Backgroundgilar herliana putraNo ratings yet
- Pall Diesel Fuel Filtration - IMDFFENbDocument4 pagesPall Diesel Fuel Filtration - IMDFFENbgilar herliana putraNo ratings yet
- Volvo Flow Document Oil AnalysisDocument5 pagesVolvo Flow Document Oil Analysisgilar herliana putraNo ratings yet
- Volvo Oil AnalysisDocument5 pagesVolvo Oil Analysisgilar herliana putraNo ratings yet
- Arch Dis Child-2004-Viggiano-1121-3Document4 pagesArch Dis Child-2004-Viggiano-1121-3Stacia AnastashaNo ratings yet
- Data Types:: Basic StatisticsDocument23 pagesData Types:: Basic StatisticsmaheshsakharpeNo ratings yet
- CH 08Document41 pagesCH 08Mhmd AlKhreisatNo ratings yet
- Properties of Sums: Problem Set 1 - Due July 16th ECON 139/239 2010 Summer Term IIDocument17 pagesProperties of Sums: Problem Set 1 - Due July 16th ECON 139/239 2010 Summer Term IIMike KaplanNo ratings yet
- Process of Data Form Dirty CleaningDocument48 pagesProcess of Data Form Dirty CleaningShiva Sena ChowhanNo ratings yet
- Sample Size and PowerDocument19 pagesSample Size and PowerSuryaprakash Reddy ChappidiNo ratings yet
- Week 2Document1 pageWeek 2edward john calub llNo ratings yet
- Oreas 40: High Grade Iron Ore Reference MaterialDocument18 pagesOreas 40: High Grade Iron Ore Reference MaterialJose GarciaNo ratings yet
- BE602 - September 27 2022 Class DeckDocument61 pagesBE602 - September 27 2022 Class DeckPremchander SatheeshNo ratings yet
- R Companion Bio StatisticsDocument294 pagesR Companion Bio StatisticsDavid Rafael Cañez MartinezNo ratings yet
- 2010 AP Statistics Free Response SolutionsDocument3 pages2010 AP Statistics Free Response Solutionsvamsi_kcNo ratings yet
- ASTM G 59 - 97 - Rzu5ltk3rteDocument4 pagesASTM G 59 - 97 - Rzu5ltk3rteSamuel EduardoNo ratings yet
- Contoh Menggunakan Minitab 17 (Bartlett-Tukey-Anova)Document26 pagesContoh Menggunakan Minitab 17 (Bartlett-Tukey-Anova)anda kusumaNo ratings yet
- Homogeneous Sections - BBD and For Back Calculation of Layer ModuliDocument77 pagesHomogeneous Sections - BBD and For Back Calculation of Layer ModuliDevela AvinashNo ratings yet
- 2847 - Vocal Function Exercises For Presbylaryngis ArticleDocument9 pages2847 - Vocal Function Exercises For Presbylaryngis ArticleTundrameredikNo ratings yet
- Neonatal Oral MotorDocument5 pagesNeonatal Oral MotorYessenia DiazNo ratings yet
- The Adequacy of The Mahalanobis Distance To Assess The Comparability of Drug Dissolution ProfilesDocument3 pagesThe Adequacy of The Mahalanobis Distance To Assess The Comparability of Drug Dissolution Profileslhthang1990No ratings yet
- MA Economics MCQDocument13 pagesMA Economics MCQVishal kaushikNo ratings yet
- 1 Tail & 2 Tail TestDocument3 pages1 Tail & 2 Tail TestNisha AggarwalNo ratings yet
- Applied Design of Experiments and Taguchi Methods 1Document371 pagesApplied Design of Experiments and Taguchi Methods 1Ammad NadeemNo ratings yet
- Ba Economics ProgrammeDocument74 pagesBa Economics ProgrammeFred MukondaNo ratings yet
- Cheruiyot - The Relationship Between Corporate Social Responsibility and Financial Performance of Companies Listed at The Nairobi Stock Exchange PDFDocument63 pagesCheruiyot - The Relationship Between Corporate Social Responsibility and Financial Performance of Companies Listed at The Nairobi Stock Exchange PDFjohn MandagoNo ratings yet
- CHAPTER 10 ExtraDocument65 pagesCHAPTER 10 ExtraAyushi JangpangiNo ratings yet
- Nomor 3 UtsDocument6 pagesNomor 3 UtsNita FerdianaNo ratings yet