Download as pdf or txt
You might also like
- Design of Steel and Timber Structures - ExamplesDocument78 pagesDesign of Steel and Timber Structures - Examplesሃይለ ገብረስላሴ92% (73)
- Reinforced Concrete Buildings: Behavior and DesignFrom EverandReinforced Concrete Buildings: Behavior and DesignRating: 5 out of 5 stars5/5 (1)
- Making A Brochure RubricDocument3 pagesMaking A Brochure Rubricapi-319827188No ratings yet
- Analysis of RCC Beams Using ABACUSDocument8 pagesAnalysis of RCC Beams Using ABACUSvijjikewlguy7116No ratings yet
- Cold Formed Steel DesignDocument9 pagesCold Formed Steel DesignMNo ratings yet
- Advantages of Structural Steel StructuresDocument6 pagesAdvantages of Structural Steel StructuresHnin Nwe SoeNo ratings yet
- Analytical Study of Conventional Slab An PDFDocument6 pagesAnalytical Study of Conventional Slab An PDFlax mediaNo ratings yet
- Faculty of EngineeringDocument16 pagesFaculty of EngineeringSofijaNo ratings yet
- Wide Frame AnalogyDocument13 pagesWide Frame AnalogyFikri AnwarNo ratings yet
- Comparison of Practical Approaches For Modelling Shearwalls in Structural Analyses of BuildingsDocument8 pagesComparison of Practical Approaches For Modelling Shearwalls in Structural Analyses of Buildingskamel_riliNo ratings yet
- Nonlinear Analysis Methods For Reinforced Concrete Buildings With Shear WallsDocument8 pagesNonlinear Analysis Methods For Reinforced Concrete Buildings With Shear Wallsakif-benzer-6764No ratings yet
- Steel Structures By: Dr. Amr IbrahimDocument31 pagesSteel Structures By: Dr. Amr IbrahimFgaier AhmedNo ratings yet
- Evaluationofthe Structural Performanceofthe Tetragonal Lattice GirderDocument18 pagesEvaluationofthe Structural Performanceofthe Tetragonal Lattice GirderRayees AhmadNo ratings yet
- Finall Structurall Report For PrintDocument66 pagesFinall Structurall Report For Printpoojitha100% (1)
- Prefabrication Concrete ShellsDocument202 pagesPrefabrication Concrete ShellsGabriel Riso100% (1)
- Strength Evaluation For Cap Plate On The Node Connection in Circular Steel Tube Diagrid SystemDocument9 pagesStrength Evaluation For Cap Plate On The Node Connection in Circular Steel Tube Diagrid SystemRaihan MufidaNo ratings yet
- Short Proposal Finite ElementDocument9 pagesShort Proposal Finite ElementMuhammad Ilham ZulkipllyNo ratings yet
- Shewangizaw GroupDocument211 pagesShewangizaw GroupmulugetaNo ratings yet
- 12stromberg DesignofstructuralbracedDocument11 pages12stromberg DesignofstructuralbracedponjoveNo ratings yet
- Behaviour of Axially Loaded Composite Wall Panel by Using Finite Element MethodDocument6 pagesBehaviour of Axially Loaded Composite Wall Panel by Using Finite Element MethodmustaqqimNo ratings yet
- 1 s2.0 S1877705814012260 MainDocument10 pages1 s2.0 S1877705814012260 Mainmanjumv27No ratings yet
- 167 BrotanDocument8 pages167 BrotanGoogle AccountNo ratings yet
- 01 Prajwal JiwtodeDocument20 pages01 Prajwal Jiwtode01 - Prajwal JiwtodeNo ratings yet
- Lesson 1 Introduction To RC DesignDocument6 pagesLesson 1 Introduction To RC Designrose ann claveriaNo ratings yet
- Beam SlabDocument66 pagesBeam Slabmadkik100% (1)
- Study On Behaviour of Stud Type Shear Connector in Composite Beam Using ANSYSDocument5 pagesStudy On Behaviour of Stud Type Shear Connector in Composite Beam Using ANSYSShubham BajpaiNo ratings yet
- Pre-Engineered Building - A New Trend of Industrial Building: (Volume3, Issue8)Document2 pagesPre-Engineered Building - A New Trend of Industrial Building: (Volume3, Issue8)wonderskiranNo ratings yet
- Unit 1-Steel StructureDocument182 pagesUnit 1-Steel Structuresumikarai2023No ratings yet
- Finite Element Analysis of Machining Thin-Wall Parts: Key Engineering Materials December 2010Document9 pagesFinite Element Analysis of Machining Thin-Wall Parts: Key Engineering Materials December 2010Sachin PawarNo ratings yet
- Engineering Materials & Conc. TechDocument236 pagesEngineering Materials & Conc. Techsusanninsiima233No ratings yet
- Steel Structure ALL in ONE LECTURE NotesDocument64 pagesSteel Structure ALL in ONE LECTURE Notesobsadaniel63No ratings yet
- PfabDocument15 pagesPfabSudipto RoyNo ratings yet
- INS 324 Steel Structures: Dr. Kivanç TaşkinDocument78 pagesINS 324 Steel Structures: Dr. Kivanç TaşkinChowdhury PriodeepNo ratings yet
- Steel TheoryDocument7 pagesSteel TheoryGame4FunNo ratings yet
- Parametric Study On Reinforced Concrete Beam Using ANSYSDocument8 pagesParametric Study On Reinforced Concrete Beam Using ANSYSmiki156799No ratings yet
- Universiti Tun Hussein Onn Malaysia Faculty of Civil Engineering and Built EnvironmentDocument14 pagesUniversiti Tun Hussein Onn Malaysia Faculty of Civil Engineering and Built EnvironmentEzanie IzyanNo ratings yet
- Chapter 2 - Frameworks: GeneralDocument2 pagesChapter 2 - Frameworks: GeneraldanieldumapitNo ratings yet
- Elementary Design of Structures 2015Document23 pagesElementary Design of Structures 2015Brian Masogoyi NNo ratings yet
- Roof Truss Design For Industrial BuildingsDocument10 pagesRoof Truss Design For Industrial Buildingsalluru anuradhaNo ratings yet
- Seismic Behavior of Steel-Concrete Composite Structures: December 2019Document7 pagesSeismic Behavior of Steel-Concrete Composite Structures: December 2019Usha EngineeringNo ratings yet
- ETABS Design ProcedureDocument10 pagesETABS Design Procedureer_rahmansNo ratings yet
- Rapid Prototyping Using 3-D WeldingDocument11 pagesRapid Prototyping Using 3-D WeldingSundar SivamNo ratings yet
- ChapDocument49 pagesChapAhmed AlrashidNo ratings yet
- Group 10 (Repaired)Document13 pagesGroup 10 (Repaired)Sushil GunagaNo ratings yet
- LectureDocument84 pagesLectureYared AddisuNo ratings yet
- Analysis of Flat Slab Structures in Comparison WitDocument11 pagesAnalysis of Flat Slab Structures in Comparison Witaji raNo ratings yet
- Aluminum HonneycombDocument16 pagesAluminum HonneycombMangesh ThokalNo ratings yet
- Elementary Design of StructuresDocument75 pagesElementary Design of StructuresNADS UG100% (1)
- Load-Carrying Capacity and Failure Mode of Composite Truss Element Under Monotonic LoadingDocument7 pagesLoad-Carrying Capacity and Failure Mode of Composite Truss Element Under Monotonic LoadinganhoangbacNo ratings yet
- Design For CastabilityDocument8 pagesDesign For CastabilityinorwoodNo ratings yet
- 11 Chapter 3Document40 pages11 Chapter 3Prakash RajNo ratings yet
- Comparative Study of Tubular Steel Truss Profiles For Roofing Varying SpanDocument6 pagesComparative Study of Tubular Steel Truss Profiles For Roofing Varying SpantechbhaskarNo ratings yet
- Kamal - 2015 - Encased Beam With Variable Upper SteelDocument8 pagesKamal - 2015 - Encased Beam With Variable Upper SteelRene Rodrigues O. SilvaNo ratings yet
- Lecture 1Document42 pagesLecture 1ayebale samNo ratings yet
- ECE 2207 - Civil Engg DRW IIIDocument36 pagesECE 2207 - Civil Engg DRW IIIKimutai Kirui AlphonceNo ratings yet
- Numerical Estimation and Analysis of Effective Width of Composite Beams With Ribbed SlabDocument15 pagesNumerical Estimation and Analysis of Effective Width of Composite Beams With Ribbed SlabInternational Journal of Application or Innovation in Engineering & ManagementNo ratings yet
- Review On Performance Analysis of Steel Concrete Composite SectionDocument3 pagesReview On Performance Analysis of Steel Concrete Composite SectionKaran SadhwaniNo ratings yet
- CENG 5503: Design of Steel & Timber StructuresDocument37 pagesCENG 5503: Design of Steel & Timber StructuresBern Moses DuachNo ratings yet
- Structural Behavior of Concrete Encased Steel BeamDocument14 pagesStructural Behavior of Concrete Encased Steel BeamJoseph TuzonNo ratings yet
- Re - 1990-11Document100 pagesRe - 1990-11Anonymous kdqf49qb100% (1)
- SDME 2024B Integrated Assignment V3.1Document11 pagesSDME 2024B Integrated Assignment V3.1SilambarasanNo ratings yet
- Module 8 EnergyDocument29 pagesModule 8 EnergyKismith Aile MacedaNo ratings yet
- The Design of High-Performance Analog Circuits On Digital CMOS Chips - Vittoz - PaperDocument155 pagesThe Design of High-Performance Analog Circuits On Digital CMOS Chips - Vittoz - Papercira529No ratings yet
- Rc-80 60-Bn Groen GBDocument1 pageRc-80 60-Bn Groen GBanastasiosNo ratings yet
- MS 438Document6 pagesMS 438ZunnuNo ratings yet
- Chapter IV Brayton Cycle, Jet Engine Cycles and Component PerformanceDocument89 pagesChapter IV Brayton Cycle, Jet Engine Cycles and Component PerformanceshmyeNo ratings yet
- Single Start Worm WheelDocument2 pagesSingle Start Worm WheelsuryavigneNo ratings yet
- 894 Series Portable Oxygen System: Oxygen and Life Support Oxygen and Life SupportDocument2 pages894 Series Portable Oxygen System: Oxygen and Life Support Oxygen and Life SupportRichard R M ThodéNo ratings yet
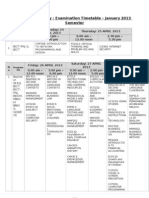
- Examination Timetable - January 2013 SemesterDocument4 pagesExamination Timetable - January 2013 SemesterWhitney CantuNo ratings yet
- 88 - Melanesian PrideDocument4 pages88 - Melanesian PrideArjunBanerjeeNo ratings yet
- RBC - Crypto Currency & Blockchain Technology PDFDocument38 pagesRBC - Crypto Currency & Blockchain Technology PDFSenor TropicanaNo ratings yet
- Diktat Praktikum TBK 2021Document71 pagesDiktat Praktikum TBK 2021Muhammad Handika100% (1)
- Analysis of The Impedance Resonance of Piezoelectric StacksDocument24 pagesAnalysis of The Impedance Resonance of Piezoelectric StacksTung ManhNo ratings yet
- Literature StudyDocument50 pagesLiterature StudyAnirudh BabbarNo ratings yet
- The Viano BrochureDocument64 pagesThe Viano BrochureArtur CatanoiNo ratings yet
- A350 XWB Training For The Future PDFDocument38 pagesA350 XWB Training For The Future PDFMohamed Nidhal CherifNo ratings yet
- HeiDocument1 pageHeiJose Nelson Moreno BNo ratings yet
- The Toyota Way20060913024959Document4 pagesThe Toyota Way20060913024959Nishant GuptaNo ratings yet
- IsaDocument68 pagesIsagallegos70No ratings yet
- Unit 16 Food Packaging (CRC) PDFDocument44 pagesUnit 16 Food Packaging (CRC) PDFdineshsirasatNo ratings yet
- TER Romeo JoystickDocument2 pagesTER Romeo JoystickCaleb SomaiNo ratings yet
- Labunets PHD ThesisDocument162 pagesLabunets PHD ThesisNoman RazaNo ratings yet
- One Dimensional Cutting StockDocument9 pagesOne Dimensional Cutting StockAmit Shankar ChoudharyNo ratings yet
- BMC ProactiveNetDocument594 pagesBMC ProactiveNetfranc_estorsNo ratings yet
- MNL 32-2014Document74 pagesMNL 32-2014Hassan MokhtarNo ratings yet
- 74ALS374 - Dtype Flip FlopDocument7 pages74ALS374 - Dtype Flip FlopDwp BhaskaranNo ratings yet
- Eberspacher Airtronic D2 InstructionsDocument34 pagesEberspacher Airtronic D2 InstructionsDavid Butler100% (1)
- Company ProfileDocument5 pagesCompany ProfilemdmgovernanceNo ratings yet