Download as pdf or txt
You might also like
- Melt Degassing and Best Practices For HP Die CastersDocument14 pagesMelt Degassing and Best Practices For HP Die CastersLilian Jefferson MalavaziNo ratings yet
- Solved Problems On Mass Transfer PDFDocument12 pagesSolved Problems On Mass Transfer PDFProtim DasNo ratings yet
- Qin2019 PDFDocument4 pagesQin2019 PDFIlmal YaqinNo ratings yet
- Materials Science and Engineering ADocument9 pagesMaterials Science and Engineering ATuấn NanoNo ratings yet
- 1 s2.0 S1359646217304773 MainDocument5 pages1 s2.0 S1359646217304773 Mainvenkatesh198910No ratings yet
- Effect of Ca Addition On The Room-Temperature Formability of AZ31Document4 pagesEffect of Ca Addition On The Room-Temperature Formability of AZ31FatihNo ratings yet
- Research Article: Seismic Performance of Exterior Steel Ring-Stiffener JointDocument23 pagesResearch Article: Seismic Performance of Exterior Steel Ring-Stiffener JointJeno MscNo ratings yet
- Crack Path Morphology in Dual-Phase SteelDocument3 pagesCrack Path Morphology in Dual-Phase SteelEngels OchoaNo ratings yet
- Plastic Deformation and Creep Damage Evaluations of Type 316 Austenitic Stainless Steels by EBSDDocument10 pagesPlastic Deformation and Creep Damage Evaluations of Type 316 Austenitic Stainless Steels by EBSDsisiley2010No ratings yet
- Zeng 2015Document6 pagesZeng 2015Marco A. R. JimenesNo ratings yet
- Feng 2010Document15 pagesFeng 2010ggNo ratings yet
- Nakai 2000Document7 pagesNakai 2000HajatNo ratings yet
- Study of Grain Boundary Character Along Intergranular Stress Corrosion Crack Paths in Austenitic AlloyDocument10 pagesStudy of Grain Boundary Character Along Intergranular Stress Corrosion Crack Paths in Austenitic AlloyelucidatorNo ratings yet
- An Electrochemical Study On Deformed Gal PDFDocument7 pagesAn Electrochemical Study On Deformed Gal PDFEllanNo ratings yet
- Segregation Stabilizes Nanocrystalline BDocument5 pagesSegregation Stabilizes Nanocrystalline BmehecoNo ratings yet
- Valiev 2002Document4 pagesValiev 2002srijroxNo ratings yet
- Materials: Measurement of Fracture Toughness of Pure Tungsten Using A Small-Sized Compact Tension SpecimenDocument10 pagesMaterials: Measurement of Fracture Toughness of Pure Tungsten Using A Small-Sized Compact Tension SpecimenpurnashisNo ratings yet
- Microstructure Characteristics and Corrosion ResistanceDocument11 pagesMicrostructure Characteristics and Corrosion ResistanceDilipSinghNo ratings yet
- Microstructure and Mechanical Properties of Low Carbon Steel WiresDocument8 pagesMicrostructure and Mechanical Properties of Low Carbon Steel WiresLeonardo ZarateNo ratings yet
- Journal Pre-Proofs: Materials LettersDocument8 pagesJournal Pre-Proofs: Materials LettersMahmood KhanNo ratings yet
- Transition of TensileDocument10 pagesTransition of TensileDACAMOGO DCMGNo ratings yet
- Paper 5Document6 pagesPaper 5mahhelalNo ratings yet
- Paradox of Strength and Ductility in Metals ProcesDocument4 pagesParadox of Strength and Ductility in Metals ProcesAkash KumarNo ratings yet
- Role of (10-12) Twinning Characteristics in The Deformation BehaviorDocument13 pagesRole of (10-12) Twinning Characteristics in The Deformation Behaviorzjq1432031523No ratings yet
- Deep Drawing of AZ31 Alloy SheetsDocument37 pagesDeep Drawing of AZ31 Alloy Sheetsa c s reddyNo ratings yet
- Corrosion Science: SciencedirectDocument7 pagesCorrosion Science: SciencedirectShweta Shukla ChatterjeeNo ratings yet
- Improved Mechanical Properties of AlCrFeNi High-Entropy Alloy With Gradient StructureDocument4 pagesImproved Mechanical Properties of AlCrFeNi High-Entropy Alloy With Gradient StructureScienceVolksNo ratings yet
- Multi Pass MseDocument7 pagesMulti Pass MseAbdulRhman AL-OmariNo ratings yet
- In Situ Mechanical Testing of AM 316L Steel GussevDocument2 pagesIn Situ Mechanical Testing of AM 316L Steel GussevOlivier DubetNo ratings yet
- Materials Science and Engineering ADocument7 pagesMaterials Science and Engineering AAlfiansyah DarmawanNo ratings yet
- Improvement of Fracture Toughness of TiþNb Stabilized Microalloyed STEELDocument17 pagesImprovement of Fracture Toughness of TiþNb Stabilized Microalloyed STEELJoselo HRNo ratings yet
- Achieving Superior Strength and Ductility Combination Through Cryorolling in 2219 Aluminum AlloyDocument9 pagesAchieving Superior Strength and Ductility Combination Through Cryorolling in 2219 Aluminum AlloyPATIL VISHWESH NARENDRANo ratings yet
- Spot Welding PDFDocument6 pagesSpot Welding PDFjames.anitNo ratings yet
- Premature Fatigue Failure of A Spring Due To Quench CracksDocument8 pagesPremature Fatigue Failure of A Spring Due To Quench CracksCamilo Rojas GómezNo ratings yet
- Influence of Different Extrusion Processes On Mechanical Properties of Magnesium AlloyDocument5 pagesInfluence of Different Extrusion Processes On Mechanical Properties of Magnesium AlloydavidNo ratings yet
- Failure AnalysisDocument8 pagesFailure AnalysisAndrea CalderaNo ratings yet
- tmpEF67 TMPDocument4 pagestmpEF67 TMPFrontiersNo ratings yet
- In Situ SEM-EBSD Analysis of Plastic Deformation Mechanisms in Neutron-Irradiated Austenitic SteelDocument27 pagesIn Situ SEM-EBSD Analysis of Plastic Deformation Mechanisms in Neutron-Irradiated Austenitic SteelChin-Min YangNo ratings yet
- Anisotropy in Fatigue Crack Propagation Behavior of Al-CuLi Alloy Thick PlateDocument36 pagesAnisotropy in Fatigue Crack Propagation Behavior of Al-CuLi Alloy Thick Plate1584706055No ratings yet
- Response of Ferrocement Confinement On Behavior of Square RC Short ColumnDocument10 pagesResponse of Ferrocement Confinement On Behavior of Square RC Short ColumnPANKAJ TAMBAKHENo ratings yet
- Author Manuscript: Microstructure and Thickness Effects On Impact Behavior and Separation Formation in X70 Pipeline SteelDocument20 pagesAuthor Manuscript: Microstructure and Thickness Effects On Impact Behavior and Separation Formation in X70 Pipeline Steelvijayaraman rajendranNo ratings yet
- Materials Science & Engineering A: Lu Shen, Zheng Yu Tan, Zhong ChenDocument7 pagesMaterials Science & Engineering A: Lu Shen, Zheng Yu Tan, Zhong Cheneid elsayedNo ratings yet
- Journal of Materials Processing Tech.: SciencedirectDocument16 pagesJournal of Materials Processing Tech.: SciencedirectDeepika RajamNo ratings yet
- Abu Altemen Et Al., 2017, Punching Shear Behavior of Small SFRC Flat PlateDocument11 pagesAbu Altemen Et Al., 2017, Punching Shear Behavior of Small SFRC Flat PlatefaridNo ratings yet
- Tensile PropertiesDocument38 pagesTensile PropertiesJoselo HRNo ratings yet
- Analysis of Process of Bead Shaping in Cladding On Narrow SubstrateDocument8 pagesAnalysis of Process of Bead Shaping in Cladding On Narrow SubstrateEduardo PinheiroNo ratings yet
- Koga (2021) - Influence of Layer Thickness On Tensile Deformation and Fracture in The FerriteDocument9 pagesKoga (2021) - Influence of Layer Thickness On Tensile Deformation and Fracture in The FerriteJuan JimenezNo ratings yet
- tmp5B32 TMPDocument2 pagestmp5B32 TMPFrontiersNo ratings yet
- 1 s2.0 S0921509318300029 MainDocument12 pages1 s2.0 S0921509318300029 MainMR GOKCHENNo ratings yet
- E Ffects of Cerium On Crystal Orientation Dependence of Fatigue Fracture Behavior of Magnesium Single CrystalsDocument6 pagesE Ffects of Cerium On Crystal Orientation Dependence of Fatigue Fracture Behavior of Magnesium Single Crystalsvenkatesh198910No ratings yet
- Rasmussen - Et - Al - EN Local Buckling For Cold Stainless Steel SectDocument20 pagesRasmussen - Et - Al - EN Local Buckling For Cold Stainless Steel SectStructural TenderNo ratings yet
- Structure-Property Optimization of Ultrafine-Grained Dual-Phase Steels Using A Microstructure-Based Strain Hardening ModelDocument14 pagesStructure-Property Optimization of Ultrafine-Grained Dual-Phase Steels Using A Microstructure-Based Strain Hardening Modelauto mobileNo ratings yet
- McBabe IJP 2009Document19 pagesMcBabe IJP 2009Chandra ClarkNo ratings yet
- Artigo 2Document6 pagesArtigo 2Edmilson LimaNo ratings yet
- Fatigue Characteristics of DP780 Steel Spot Welding Joints With Different Static Fracture Modesmaterials TransactionsDocument7 pagesFatigue Characteristics of DP780 Steel Spot Welding Joints With Different Static Fracture Modesmaterials TransactionsJuliana G. Rosado CarrascoNo ratings yet
- Journal of Materials Processing Tech.: Kun Dou, Ewan Lordan, Yijie Zhang, Alain Jacot, Zhongyun FanDocument13 pagesJournal of Materials Processing Tech.: Kun Dou, Ewan Lordan, Yijie Zhang, Alain Jacot, Zhongyun FanChirag BharambeNo ratings yet
- Acta 2004 52 14 4121 PDFDocument11 pagesActa 2004 52 14 4121 PDFeid elsayedNo ratings yet
- On The Relationship Between Microstructure, Strength and Toughness in AA7050 Aluminum AlloyDocument11 pagesOn The Relationship Between Microstructure, Strength and Toughness in AA7050 Aluminum Alloypavan_1988No ratings yet
- MN AlloyDocument9 pagesMN AlloyConstanza BravoNo ratings yet
- 1 s2.0 S0142112321004151 MainDocument5 pages1 s2.0 S0142112321004151 MainMaurício PinheiroNo ratings yet
- SI-Kim-2002-Continuous Dynamic Recrystallization of AISI 430 Ferritic St...Document7 pagesSI-Kim-2002-Continuous Dynamic Recrystallization of AISI 430 Ferritic St...鄭勝元No ratings yet
- Characterisation of Hot Tearing in Al Cast Alloys - Methodology and ProceduresDocument8 pagesCharacterisation of Hot Tearing in Al Cast Alloys - Methodology and ProceduresLilian Jefferson MalavaziNo ratings yet
- Effects of Solidification Time On Porosity Content in A201 Aluminum Alloy CastingsDocument6 pagesEffects of Solidification Time On Porosity Content in A201 Aluminum Alloy CastingsLilian Jefferson MalavaziNo ratings yet
- Oxide Hydrogen Interaction and Porosity Development in Al-Si Foundry AlloysDocument96 pagesOxide Hydrogen Interaction and Porosity Development in Al-Si Foundry AlloysLilian Jefferson MalavaziNo ratings yet
- Casting Characteristics of High Cerium Content Aluminum AlloyDocument11 pagesCasting Characteristics of High Cerium Content Aluminum AlloyLilian Jefferson MalavaziNo ratings yet
- A Comparative Investigation On The High Temperature Fatigue of Three Cast Aluminum AlloysDocument9 pagesA Comparative Investigation On The High Temperature Fatigue of Three Cast Aluminum AlloysLilian Jefferson MalavaziNo ratings yet
- Dissolution and Melting of Secondary Al2Cu Phase Particles in An AlCu AlloyDocument7 pagesDissolution and Melting of Secondary Al2Cu Phase Particles in An AlCu AlloyLilian Jefferson MalavaziNo ratings yet
- Commentaries On 'Entrainment Defects' by J. CampbellDocument10 pagesCommentaries On 'Entrainment Defects' by J. CampbellLilian Jefferson MalavaziNo ratings yet
- A Study of The High-Temperature Ageing of Al-Cu-Mg-Ag Alloy 201Document21 pagesA Study of The High-Temperature Ageing of Al-Cu-Mg-Ag Alloy 201Lilian Jefferson MalavaziNo ratings yet
- Influence of Microstructural Characteristics On Mechanical Properties ADC12 Aluminum AlloysDocument12 pagesInfluence of Microstructural Characteristics On Mechanical Properties ADC12 Aluminum AlloysLilian Jefferson MalavaziNo ratings yet
- Precipitation in AI-Cu-Mg-Ag Casting Alloy: J. A. Taylor, B. A. Parker, and I. J. PolmearDocument5 pagesPrecipitation in AI-Cu-Mg-Ag Casting Alloy: J. A. Taylor, B. A. Parker, and I. J. PolmearLilian Jefferson MalavaziNo ratings yet
- Ageless Aluminum-Cerium-Based Alloys in High-Volume Die Casting For Improved Energy EfficiencyDocument6 pagesAgeless Aluminum-Cerium-Based Alloys in High-Volume Die Casting For Improved Energy EfficiencyLilian Jefferson MalavaziNo ratings yet
- Innovative Technologies in Mould Release Agents: G.Natesh, A. ColoriDocument4 pagesInnovative Technologies in Mould Release Agents: G.Natesh, A. ColoriLilian Jefferson MalavaziNo ratings yet
- Evaluation of Die LubricantsDocument27 pagesEvaluation of Die LubricantsLilian Jefferson MalavaziNo ratings yet
- The Effect of Adding Different Percentages of Copper On Corrosion of Pure AluminumDocument6 pagesThe Effect of Adding Different Percentages of Copper On Corrosion of Pure AluminumLilian Jefferson MalavaziNo ratings yet
- A Fluxing Method To Remove Inclusions From MoltenDocument3 pagesA Fluxing Method To Remove Inclusions From MoltenLilian Jefferson MalavaziNo ratings yet
- Removal of Impurities in Aluminum by Use of FluxesDocument5 pagesRemoval of Impurities in Aluminum by Use of FluxesLilian Jefferson MalavaziNo ratings yet
- Treatment of A Liquid AluminumDocument55 pagesTreatment of A Liquid AluminumLilian Jefferson Malavazi100% (1)
- Porosity Alleviation and Mechanical Property Improvement of Strontium Modified A356 Alloy by Ultrasonic TreatmentDocument8 pagesPorosity Alleviation and Mechanical Property Improvement of Strontium Modified A356 Alloy by Ultrasonic TreatmentLilian Jefferson MalavaziNo ratings yet
- Wages For ESICDocument10 pagesWages For ESICvai8havNo ratings yet
- Orth Update 2023 16 105-105Document1 pageOrth Update 2023 16 105-105jlkdsjfljsdlfNo ratings yet
- Chem. Research (Sulfuric Acid and Sugar Lab)Document2 pagesChem. Research (Sulfuric Acid and Sugar Lab)Yichen Sun100% (1)
- Todaro1997 - Urbanization, Unemployment, and Migration in Africa - Theory and Policy#urbanization in Africa#Document54 pagesTodaro1997 - Urbanization, Unemployment, and Migration in Africa - Theory and Policy#urbanization in Africa#Julian Mueller-SchwefeNo ratings yet
- High Side Smart Power Solid State Relay: VN02ANDocument11 pagesHigh Side Smart Power Solid State Relay: VN02ANCarlos AgudeloNo ratings yet
- Labor and Delivery Assessment2nd SemDocument16 pagesLabor and Delivery Assessment2nd SemCharisse Ann MonsaleNo ratings yet
- Thanda Matlab..................Document33 pagesThanda Matlab..................Upnishad MishraNo ratings yet
- 7 Installation of SilencerDocument8 pages7 Installation of SilencerktsnlNo ratings yet
- Core dSAT Vocabulary - Set 3Document2 pagesCore dSAT Vocabulary - Set 3Hưng NguyễnNo ratings yet
- Satisfaction With Job Security As A Predictor of Organizational Commitment and Job Performance in A Multicultural EnvironmentDocument11 pagesSatisfaction With Job Security As A Predictor of Organizational Commitment and Job Performance in A Multicultural EnvironmentEffeNo ratings yet
- Elpido Ines Jr. MD, Mha Medical Director Elpido Ines Jr. MD, Mha Medical DirectorDocument3 pagesElpido Ines Jr. MD, Mha Medical Director Elpido Ines Jr. MD, Mha Medical Directorcriselda desistoNo ratings yet
- Slide Presentation Passive DesignDocument24 pagesSlide Presentation Passive DesignNuratiqah Sharifah100% (1)
- Horno de Microondas Sharp R352daDocument36 pagesHorno de Microondas Sharp R352daErick RodriguezNo ratings yet
- Poem Analysis INVICTUSDocument1 pagePoem Analysis INVICTUSNina PerezNo ratings yet
- Campbell - Walsh-Wein UROLOGY 12th Ed (Dragged) 2Document24 pagesCampbell - Walsh-Wein UROLOGY 12th Ed (Dragged) 2revanth kallaNo ratings yet
- Concept Paper JulesDocument6 pagesConcept Paper JulesMARVINS FILMNo ratings yet
- Fruits Washing & SanitationDocument43 pagesFruits Washing & SanitationMuhammad RamzanNo ratings yet
- B47AD Foundation Engineering B: Introduction To Bioprocessing For Chemical EngineersDocument31 pagesB47AD Foundation Engineering B: Introduction To Bioprocessing For Chemical Engineersqoo30115No ratings yet
- Clean Room DetailDocument40 pagesClean Room DetailAjay SastryNo ratings yet
- Chapter 5Document29 pagesChapter 5Zineb LabiadNo ratings yet
- SITXMGT001 Student LogbookDocument34 pagesSITXMGT001 Student LogbookRamesh Adhikari100% (1)
- CNT2002 LLCH Close Down Report - v1 0 Final PDFDocument60 pagesCNT2002 LLCH Close Down Report - v1 0 Final PDFroyclhorNo ratings yet
- 8189473158Document326 pages8189473158sharan100% (6)
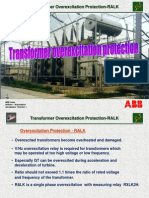
- Transformer Overexcitation Protection-RALK: ABB India Utilities - Automation Juliana/K Tickoo 1Document17 pagesTransformer Overexcitation Protection-RALK: ABB India Utilities - Automation Juliana/K Tickoo 1santoshkumarNo ratings yet
- The Allen Mouse Brain Common Coordinate Framework - A 3D Reference AtlasDocument39 pagesThe Allen Mouse Brain Common Coordinate Framework - A 3D Reference AtlasAlen BenNo ratings yet
- SBP BI AnswersDocument17 pagesSBP BI AnswersWONG YU NING MoeNo ratings yet
- Reproduction of VirusesDocument26 pagesReproduction of VirusesRidham DewalNo ratings yet
- Categorization-Classification Table - 12052017Document2 pagesCategorization-Classification Table - 12052017Cordero FitzGeraldNo ratings yet
- Computer Modelling Group (CMG) TutorialDocument7 pagesComputer Modelling Group (CMG) TutorialMade Ray Yuda SuyatnaNo ratings yet