Download as docx, pdf, or txt
You might also like
- Internal Audit Checklist - AS9100Document13 pagesInternal Audit Checklist - AS9100John Scholz75% (12)
- Ev Charging Business PlanDocument45 pagesEv Charging Business PlanJoseph QuillNo ratings yet
- Craft Brewery Breakeven Analysis TemplateDocument2 pagesCraft Brewery Breakeven Analysis TemplateDharmateja PalapartiNo ratings yet
- WSO-2022-IB-Working-Conditions-Survey - (Parts-1 And-2)Document20 pagesWSO-2022-IB-Working-Conditions-Survey - (Parts-1 And-2)Iris T.No ratings yet
- Chapter I - General Introduction: Project Analysis and ManagementDocument66 pagesChapter I - General Introduction: Project Analysis and ManagementTadele Dandena100% (1)
- Instituteof Technology: Hawassa UniversityDocument25 pagesInstituteof Technology: Hawassa UniversityTadesse Abadi100% (2)
- Unit 5 Acceptance Sampling Plans: StructureDocument18 pagesUnit 5 Acceptance Sampling Plans: Structurevinay100% (2)
- Alphasol International Group Profile: Tel: +251 114 701858 Fax: +251 114 702358 Mobile +251 920745948, EmailDocument16 pagesAlphasol International Group Profile: Tel: +251 114 701858 Fax: +251 114 702358 Mobile +251 920745948, EmailsachinoilNo ratings yet
- Opertions Research Note From CH I-V RevisedDocument129 pagesOpertions Research Note From CH I-V Reviseddereje86% (7)
- Aggregate Planning (Chapter 8-9) : Demand ForecastDocument8 pagesAggregate Planning (Chapter 8-9) : Demand ForecastФилипп СибирякNo ratings yet
- SylableDocument3 pagesSylabledebelaNo ratings yet
- A Socio-Economic History of North Shäwa, ETHIOPIA (1880s-1935)Document315 pagesA Socio-Economic History of North Shäwa, ETHIOPIA (1880s-1935)didierNo ratings yet
- Awoke Mengistie Jun 2018 Final ThesisDocument80 pagesAwoke Mengistie Jun 2018 Final ThesisNam NguyenNo ratings yet
- Final Project Thesis 2 ORGINALDocument57 pagesFinal Project Thesis 2 ORGINALDesta TessemaNo ratings yet
- Habeshaaaa PDFDocument86 pagesHabeshaaaa PDFsilesh kebedeNo ratings yet
- Case Study DownsizingDocument13 pagesCase Study DownsizingManisha GuptaNo ratings yet
- Overheads and Absorption CostingDocument34 pagesOverheads and Absorption CostingIndra ThapaNo ratings yet
- Pencil Manufacture ReportDocument24 pagesPencil Manufacture ReportHailyn OchentaNo ratings yet
- CH 5Document19 pagesCH 5Ebsa AdemeNo ratings yet
- Computer Aided Modeling Cost Estimation of A Hand TruckDocument4 pagesComputer Aided Modeling Cost Estimation of A Hand TruckIJARP PublicationsNo ratings yet
- Assignment Gobe 1Document7 pagesAssignment Gobe 1Belayneh AmsaluNo ratings yet
- OM Individual Assignment IIDocument5 pagesOM Individual Assignment IIAdane Alebel100% (1)
- 2015 Final Project Abel Tsegaye at Eltex (Repaired) (Repaired)Document50 pages2015 Final Project Abel Tsegaye at Eltex (Repaired) (Repaired)Birhanu Alemu100% (2)
- Design ProjectDocument66 pagesDesign ProjectAmanuel100% (1)
- Assignment 2Document6 pagesAssignment 2Reeha NeupaneNo ratings yet
- MM Ansoff & BCG MatrixDocument31 pagesMM Ansoff & BCG MatrixAshirbad NayakNo ratings yet
- MakeORBuy NumericalsDocument6 pagesMakeORBuy Numericalsgurjit20No ratings yet
- Final Abdu ProjectDocument47 pagesFinal Abdu Projecttazeb Abebe100% (1)
- Categorization of Msmes, Ancillary IndustriesDocument3 pagesCategorization of Msmes, Ancillary IndustriesGaurav kumarNo ratings yet
- Redi This 1s DrafttDocument54 pagesRedi This 1s DrafttMelaku KifleNo ratings yet
- Article Review On: Profitable Working Capital Management in Industrial Maintenance CompaniesDocument5 pagesArticle Review On: Profitable Working Capital Management in Industrial Maintenance CompaniesHabte DebeleNo ratings yet
- Taguchi'S Quality Loss FunctionDocument17 pagesTaguchi'S Quality Loss FunctionAvi Barua100% (1)
- Eyu Internship ReportDocument12 pagesEyu Internship ReportAbel Lema100% (2)
- Eyob Final PDFDocument55 pagesEyob Final PDFBirhanu Alemu100% (1)
- WOLEGAADocument53 pagesWOLEGAABirhanu AlemuNo ratings yet
- Adinew Best Project PDFDocument47 pagesAdinew Best Project PDFBirhanu Alemu100% (1)
- Fikir Pure Natural Spring WaterDocument2 pagesFikir Pure Natural Spring WaterbirukNo ratings yet
- ABC Assignment2012Document88 pagesABC Assignment2012haarvendraraoNo ratings yet
- Chapter One: Introduction To Materials ManagementDocument10 pagesChapter One: Introduction To Materials Managementayal gezeNo ratings yet
- Intern Report1Document40 pagesIntern Report1anteneh hailieNo ratings yet
- Nokia FinalDocument22 pagesNokia FinalAyaz AliNo ratings yet
- IVC203 CourseDocument151 pagesIVC203 CourseBal ChadNo ratings yet
- UserManual Tiratex 1600 V2 8 ENDocument128 pagesUserManual Tiratex 1600 V2 8 ENTúNo ratings yet
- Biruk AsnakeDocument25 pagesBiruk AsnakeBiruk AsnakeNo ratings yet
- Course Outline Ms Project ManagementDocument2 pagesCourse Outline Ms Project ManagementKhurshid100% (1)
- Internship Report 123Document75 pagesInternship Report 123Kalid AbebeNo ratings yet
- Chapter Seven: Basic Accounting Principles & Budgeting FundamentalsDocument35 pagesChapter Seven: Basic Accounting Principles & Budgeting FundamentalsbelaynehNo ratings yet
- MBA Semester 1 Assignments With AnswerDocument8 pagesMBA Semester 1 Assignments With AnswerRajesh SinghNo ratings yet
- Material Handling: Material Handling Involves Short-Distance Movement Within The Confines of A Building orDocument7 pagesMaterial Handling: Material Handling Involves Short-Distance Movement Within The Confines of A Building orNidhi EnterprisesNo ratings yet
- Muluken PDFDocument35 pagesMuluken PDFBirhanu AlemuNo ratings yet
- Formulation of LP Problems-130928022247-Phpapp02Document13 pagesFormulation of LP Problems-130928022247-Phpapp02Anish MonachanNo ratings yet
- Kokeb Marble & Paint Factory June 2022Document9 pagesKokeb Marble & Paint Factory June 2022Kiya KinfeNo ratings yet
- Sr. No. Topic Page No.: Ins VikrantDocument22 pagesSr. No. Topic Page No.: Ins Vikrantshreyas jadhavNo ratings yet
- Project ProfileDocument24 pagesProject Profilesamson100% (2)
- Wolkite University: College of Engineering and Technology Departement of Food Process EngineeringDocument47 pagesWolkite University: College of Engineering and Technology Departement of Food Process EngineeringDani Tariku100% (2)
- Soap Making Business PlanDocument20 pagesSoap Making Business PlanUpdi Salan MuuseNo ratings yet
- Samara Univrsity: College of Business and EconomicsDocument18 pagesSamara Univrsity: College of Business and Economicsethnan lNo ratings yet
- Alehgne TsehayDocument67 pagesAlehgne TsehayMuket AgmasNo ratings yet
- OverheadDocument15 pagesOverheadSwapnil Jade100% (1)
- Feasibility Of: Foam Production ProjectDocument37 pagesFeasibility Of: Foam Production Projectdaniel nugusieNo ratings yet
- 4CHAPTER FOUR - Inventory Management - New12Document24 pages4CHAPTER FOUR - Inventory Management - New12mishamomanedoNo ratings yet
- CHAPTER 4 - Inventory MGT MMDocument25 pagesCHAPTER 4 - Inventory MGT MMhailegebreselassie24No ratings yet
- PM Ch-4-Project Feasibility StudyDocument55 pagesPM Ch-4-Project Feasibility StudyWondmageneUrgessaNo ratings yet
- 3 Chapter ThreeDocument8 pages3 Chapter ThreeWondmageneUrgessaNo ratings yet
- 5 Chapter FiveDocument11 pages5 Chapter FiveWondmageneUrgessaNo ratings yet
- Chapter 1 STATDocument27 pagesChapter 1 STATWondmageneUrgessaNo ratings yet
- 4 Chapter FourDocument11 pages4 Chapter FourWondmageneUrgessaNo ratings yet
- Unit One: IntroductionDocument24 pagesUnit One: IntroductionWondmageneUrgessaNo ratings yet
- 1 Chapter OneDocument9 pages1 Chapter OneWondmageneUrgessaNo ratings yet
- Introduction To Business StatisticsDocument224 pagesIntroduction To Business StatisticsWondmageneUrgessaNo ratings yet
- Chapters 2-4Document72 pagesChapters 2-4WondmageneUrgessaNo ratings yet
- Methods of Data PresntationDocument53 pagesMethods of Data PresntationWondmageneUrgessaNo ratings yet
- Measurement of Centeral TendencyDocument34 pagesMeasurement of Centeral TendencyWondmageneUrgessaNo ratings yet
- Chapter 1Document106 pagesChapter 1WondmageneUrgessaNo ratings yet
- Storage Function and ResponsibilitiesDocument9 pagesStorage Function and ResponsibilitiesWondmageneUrgessaNo ratings yet
- CH 2 Small BusinessDocument9 pagesCH 2 Small BusinessWondmageneUrgessaNo ratings yet
- CH 04 Product & Service ConceptDocument8 pagesCH 04 Product & Service ConceptWondmageneUrgessaNo ratings yet
- CH 3Document28 pagesCH 3WondmageneUrgessaNo ratings yet
- CH 05 Marketing and New Venture DevtDocument10 pagesCH 05 Marketing and New Venture DevtWondmageneUrgessaNo ratings yet
- CH 1 IntroductionDocument6 pagesCH 1 IntroductionWondmageneUrgessaNo ratings yet
- CH 3 Business PlanDocument10 pagesCH 3 Business PlanWondmageneUrgessaNo ratings yet
- The Sap Hana AngularjsDocument8 pagesThe Sap Hana AngularjsJaganNo ratings yet
- Basel Committee Principles of CG in Banking CompaniesDocument9 pagesBasel Committee Principles of CG in Banking Companieslil cool DNo ratings yet
- The Standish Group Report Chaos ReportDocument8 pagesThe Standish Group Report Chaos ReportBiniam KirosNo ratings yet
- Icici Bank PPT 5584a31de5658Document13 pagesIcici Bank PPT 5584a31de5658dinesh mehlawatNo ratings yet
- Marine Policy: Steven W. Purcell, David H. Williamson, Poasi NgaluafeDocument8 pagesMarine Policy: Steven W. Purcell, David H. Williamson, Poasi NgaluafeCésar LevioNo ratings yet
- InvoiceDocument1 pageInvoicelatest updateNo ratings yet
- Thesis Final Rantala PDFDocument70 pagesThesis Final Rantala PDFIbrahim Ab Ras100% (1)
- HIgh Level Political Forum On Sustainable DevelopmentDocument3 pagesHIgh Level Political Forum On Sustainable DevelopmentFrank KaufmannNo ratings yet
- Factsheet PolymountFilmcleanerDocument2 pagesFactsheet PolymountFilmcleanerNaishal PatelNo ratings yet
- GP Chapter 2Document4 pagesGP Chapter 2TARUN SUTHARNo ratings yet
- About TleDocument7 pagesAbout TleAllysa VenusNo ratings yet
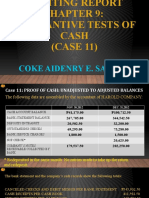
- Auditing Report CASE11Document18 pagesAuditing Report CASE11Coke Aidenry Saludo0% (1)
- 奥巴马演讲 - 华尔街改革Document2 pages奥巴马演讲 - 华尔街改革范仁瑋No ratings yet
- Princ ch31 PresentationDocument44 pagesPrinc ch31 PresentationJ.JEFRI CHENNo ratings yet
- Arctern Offer Letter - Savan Gurudas AnvekarDocument8 pagesArctern Offer Letter - Savan Gurudas Anvekarsavan kalakarNo ratings yet
- Model Question paper-MCOBDocument2 pagesModel Question paper-MCOBSugirtha NamachivayamNo ratings yet
- BS en 13121-4Document22 pagesBS en 13121-4Aizaz ShaikhNo ratings yet
- Civil Engineering Cover Letter ExampleDocument12 pagesCivil Engineering Cover Letter ExampleParas VishwakarmaNo ratings yet
- Digital Marketing Services in DelhiDocument5 pagesDigital Marketing Services in DelhiMemen IndiaNo ratings yet
- Control Assistant PDFDocument2 pagesControl Assistant PDFPeng UNo ratings yet
- Introduction To HULDocument7 pagesIntroduction To HULvaibhhav1234567890100% (1)
- Strategic EntrepreneurshipPPTDocument29 pagesStrategic EntrepreneurshipPPTRain LerogNo ratings yet
- Tna Confectionery Brochure (EN)Document3 pagesTna Confectionery Brochure (EN)Bindu PanickerNo ratings yet
- Vietnam Retail Banking 2022 D1tru0Document39 pagesVietnam Retail Banking 2022 D1tru0ankyanky122No ratings yet
- Statista Content Marketing-Compass 2021 enDocument52 pagesStatista Content Marketing-Compass 2021 enAmanda SeabraNo ratings yet
- Plan-Do-Check-Act: (PDCA)Document24 pagesPlan-Do-Check-Act: (PDCA)Wriddhi MajumderNo ratings yet
- Muhammed Hussain Khan CVDocument3 pagesMuhammed Hussain Khan CVMuhammedNo ratings yet
- FAR 38MC PFRS For SMEsDocument2 pagesFAR 38MC PFRS For SMEsMark Leo Opo RetuertoNo ratings yet