Download as pdf or txt
You might also like
- VW Transporter T4 ( Diesel - 2000-2004) Workshop Manual: Owners Edition (Owners' Workshop Manuals)From EverandVW Transporter T4 ( Diesel - 2000-2004) Workshop Manual: Owners Edition (Owners' Workshop Manuals)Rating: 1 out of 5 stars1/5 (3)
- Automatic Gearbox 0B6 Four-Wheel DriveDocument185 pagesAutomatic Gearbox 0B6 Four-Wheel DriveergdegNo ratings yet
- Caterpillar Cat 235 EXCAVATOR (Prefix 64R) Service Repair Manual (64R01258 and Up)Document25 pagesCaterpillar Cat 235 EXCAVATOR (Prefix 64R) Service Repair Manual (64R01258 and Up)rpoy9396615No ratings yet
- Caterpillar Cat 305C CR Mini Hydraulic Excavator (Prefix HWJ) Service Repair Manual (HWJ00001 and Up)Document23 pagesCaterpillar Cat 305C CR Mini Hydraulic Excavator (Prefix HWJ) Service Repair Manual (HWJ00001 and Up)kfmuseddk50% (4)
- Caterpillar Cat 303.5 D Mini Excavator (Prefix RHP) Service Repair Manual (RHP00001 and Up)Document23 pagesCaterpillar Cat 303.5 D Mini Excavator (Prefix RHP) Service Repair Manual (RHP00001 and Up)kfmuseddkNo ratings yet
- 3512C HD Fuel Injector AdjustmentDocument5 pages3512C HD Fuel Injector Adjustmentharikrishnanpd3327100% (2)
- Caterpillar Cat 303C CR Mini Hydraulic Excavator (Prefix BXT) Service Repair Manual (BXT00001 and Up)Document21 pagesCaterpillar Cat 303C CR Mini Hydraulic Excavator (Prefix BXT) Service Repair Manual (BXT00001 and Up)kfmuseddkNo ratings yet
- 2WDocument97 pages2Wcharmaine100% (1)
- 3516B Generator Set Engine - Fuel Injector Adjustment - SIS - CATERPILLARDocument5 pages3516B Generator Set Engine - Fuel Injector Adjustment - SIS - CATERPILLARpevare78% (9)
- Caterpillar Cat 304D CR Mini Excavator (Prefix TYK) Service Repair Manual (TYK00001 and Up)Document24 pagesCaterpillar Cat 304D CR Mini Excavator (Prefix TYK) Service Repair Manual (TYK00001 and Up)kfmuseddk0% (1)
- (TM) Volkswagen Manual de Taller Volkswagen Jetta Hybrid 2013 en InglesDocument124 pages(TM) Volkswagen Manual de Taller Volkswagen Jetta Hybrid 2013 en InglesJenny Mora LeonNo ratings yet
- Virabrequim C32Document3 pagesVirabrequim C32PauloNo ratings yet
- SEBF 8164 гизьзы 3500Document19 pagesSEBF 8164 гизьзы 3500Aminadav100% (1)
- Caterpillar Cat 304C CR Mini Hydraulic Excavator (Prefix FPK) Service Repair Manual (FPK00001 and Up)Document23 pagesCaterpillar Cat 304C CR Mini Hydraulic Excavator (Prefix FPK) Service Repair Manual (FPK00001 and Up)kfmuseddkNo ratings yet
- 3406e SpecificationsDocument126 pages3406e Specificationsnacho100% (6)
- TORISHIMA - JA - 3542 - MAS Submission - Rev.0 - 20200922Document240 pagesTORISHIMA - JA - 3542 - MAS Submission - Rev.0 - 20200922Francis Dhanaraj100% (1)
- General Engine: "-HondaDocument49 pagesGeneral Engine: "-HondaAlberto LazzarinNo ratings yet
- Proyeccion de Las Camisas C-9Document4 pagesProyeccion de Las Camisas C-9Alejandro ValenzuelaNo ratings yet
- Cylinder Liner Projection - Inspect: Testing and AdjustingDocument5 pagesCylinder Liner Projection - Inspect: Testing and AdjustingВиталийNo ratings yet
- Cylinder Liner Projection - Inspect: Shutdown SIS Previous ScreenDocument4 pagesCylinder Liner Projection - Inspect: Shutdown SIS Previous ScreenbejoythomasNo ratings yet
- Cylinder Liner ProjectionDocument4 pagesCylinder Liner ProjectionFernando Daniel Saez VillarrealNo ratings yet
- Injector InstalacionDocument6 pagesInjector Instalacionjose luis herreraNo ratings yet
- Cylinder Line Projection - SMCS - 1216 - 040Document5 pagesCylinder Line Projection - SMCS - 1216 - 040ToispuoliNo ratings yet
- Bearing Clearance (Plastic Gauge)Document3 pagesBearing Clearance (Plastic Gauge)rahmat sanusiNo ratings yet
- Bearing Clearance - Check Measurement Procedure: Shutdown SIS Previous ScreenDocument3 pagesBearing Clearance - Check Measurement Procedure: Shutdown SIS Previous ScreenmkNo ratings yet
- Bearing Clearance - ChecksDocument3 pagesBearing Clearance - ChecksPutra JawaNo ratings yet
- sebf8734 гильза с-9Document13 pagessebf8734 гильза с-9Евгений АбрамовNo ratings yet
- Bearing Clearance - CheckDocument3 pagesBearing Clearance - ChecksenNo ratings yet
- Bering NelsonDocument3 pagesBering NelsonEckard GuendelNo ratings yet
- Cylinder Liner ProjectionDocument3 pagesCylinder Liner ProjectionSreepriodas RoyNo ratings yet
- Connecting Rod Bearings - Install: Disassembly and AssemblyDocument3 pagesConnecting Rod Bearings - Install: Disassembly and AssemblyВиталийNo ratings yet
- Alignment PDFDocument12 pagesAlignment PDFVictor Nunez100% (1)
- Valve Depth - Inspect: Testing and AdjustingDocument3 pagesValve Depth - Inspect: Testing and AdjustingmkNo ratings yet
- Gear Group (Front) - Install - Idler Gear Only: Desmontagem e MontagemDocument6 pagesGear Group (Front) - Install - Idler Gear Only: Desmontagem e MontagemJose nildo lobato Mendes MendesNo ratings yet
- Cylinder Block: Cerrar SIS Pantalla AnteriorDocument6 pagesCylinder Block: Cerrar SIS Pantalla AnteriorJefferson HuamanNo ratings yet
- Pistones y AnillosDocument3 pagesPistones y AnillosJackson GiraldoNo ratings yet
- Sebf 8269 Привод 3408Document16 pagesSebf 8269 Привод 3408mohamed hamedNo ratings yet
- Cylinder Head - Install: Disassembly and AssemblyDocument4 pagesCylinder Head - Install: Disassembly and AssemblyВиталийNo ratings yet
- 305 Con Rod 2Document3 pages305 Con Rod 2qwuLzNo ratings yet
- 216B 226B 232B 242B Skid Steer Loader BXM00001-04224 (MACHINE) POWERED BY 3024C Engine (SEBP3770 - 65) - Systems & Components 6 UBA PDFDocument3 pages216B 226B 232B 242B Skid Steer Loader BXM00001-04224 (MACHINE) POWERED BY 3024C Engine (SEBP3770 - 65) - Systems & Components 6 UBA PDFubaldo caraballoNo ratings yet
- C4.4 Block ComprobacionDocument3 pagesC4.4 Block ComprobacionPabloMatiasC100% (1)
- SEBF8155 цил.головка 3500Document30 pagesSEBF8155 цил.головка 3500Евгений Абрамов100% (1)
- 3013C Pistons and Connecting Rods - Install - PDF Version 1 PDFDocument4 pages3013C Pistons and Connecting Rods - Install - PDF Version 1 PDFJaime Herrera LaraNo ratings yet
- Pistons and Connecting Rods - Assemble: Shutdown SISDocument3 pagesPistons and Connecting Rods - Assemble: Shutdown SISВиталийNo ratings yet
- C11 PistonDocument4 pagesC11 PistonHebert GahujfaNo ratings yet
- Cylinder Head - Install: Cerrar SIS Pantalla AnteriorDocument13 pagesCylinder Head - Install: Cerrar SIS Pantalla AnteriorF Labio Alex100% (1)
- Fuel Injector AdjustmentDocument5 pagesFuel Injector AdjustmentserarturNo ratings yet
- Bearing Clearance - CheckDocument3 pagesBearing Clearance - CheckchanlinNo ratings yet
- Medición en La ArmaduraDocument5 pagesMedición en La ArmaduraAlvaro arceNo ratings yet
- Cylinder Block: SpecificationsDocument4 pagesCylinder Block: SpecificationsBeniamin Kowoll100% (1)
- Calculating Cylinder Liner Projection For 3500, 3500B, 3500C, and G3500 EnginesDocument6 pagesCalculating Cylinder Liner Projection For 3500, 3500B, 3500C, and G3500 EnginesmkNo ratings yet
- C15 & C18 Gear Group (Front) - Time PDFDocument10 pagesC15 & C18 Gear Group (Front) - Time PDFmanu luvunga100% (1)
- Connecting Rod Bearings - InstallDocument3 pagesConnecting Rod Bearings - InstallPutra JawaNo ratings yet
- Cylinder Block 3408C and 3412C MarineDocument5 pagesCylinder Block 3408C and 3412C MarineSteven Y.MNo ratings yet
- Piston and Rings: EspecificacionesDocument3 pagesPiston and Rings: Especificacionesrigoberto otinianoNo ratings yet
- Caterpillar Cat 225 EXCAVATOR (Prefix 76U) Service Repair Manual (76U01200-02728)Document26 pagesCaterpillar Cat 225 EXCAVATOR (Prefix 76U) Service Repair Manual (76U01200-02728)rpoy9396615No ratings yet
- Cylinder BlockDocument4 pagesCylinder BlockFares100% (1)
- Pistons and Connecting Rods - InstallDocument4 pagesPistons and Connecting Rods - InstallPutra Jawa100% (1)
- CAT - C-15 Industrial Engine BEM0Document5 pagesCAT - C-15 Industrial Engine BEM0Martina FambNo ratings yet
- Pistons and Connecting Rods - Install: Shutdown SIS Previous ScreenDocument3 pagesPistons and Connecting Rods - Install: Shutdown SIS Previous Screenrahmat sanusiNo ratings yet
- Bearing Clearance - Check: Shutdown SIS Previous ScreenDocument3 pagesBearing Clearance - Check: Shutdown SIS Previous ScreenOdai AlsaafinNo ratings yet
- d348 - M.serviceDocument1,704 pagesd348 - M.serviceMarcos Vinicius BinottoNo ratings yet
- Montagem e Desmontagem Da Camisa 3306Document3 pagesMontagem e Desmontagem Da Camisa 3306Lucas ApostoloNo ratings yet
- Plymouth and Chrysler-built cars Complete Owner's Handbook of Repair and MaintenanceFrom EverandPlymouth and Chrysler-built cars Complete Owner's Handbook of Repair and MaintenanceNo ratings yet
- VW Volkswagen Transporter T4 [ Powered By 1.8, 2.4 & 2.9 Diesel engines ]: Workshop Manual Diesel Models Years 2000-2004From EverandVW Volkswagen Transporter T4 [ Powered By 1.8, 2.4 & 2.9 Diesel engines ]: Workshop Manual Diesel Models Years 2000-2004Rating: 3 out of 5 stars3/5 (1)
- гитара передняя С-15 -специфDocument6 pagesгитара передняя С-15 -специфВиталийNo ratings yet
- Accessory Drive - Assemble: ShutdownDocument3 pagesAccessory Drive - Assemble: ShutdownВиталийNo ratings yet
- Accessory Drive - Remove: NoticeDocument2 pagesAccessory Drive - Remove: NoticeВиталийNo ratings yet
- установк5а и снятие толкателейDocument2 pagesустановк5а и снятие толкателейВиталийNo ratings yet
- Cylinder Liner - Install: Disassembly and AssemblyDocument3 pagesCylinder Liner - Install: Disassembly and AssemblyВиталийNo ratings yet
- втулка насос-форсунки 3406еDocument5 pagesвтулка насос-форсунки 3406еВиталийNo ratings yet
- Cylinder Liner Projection - Inspect: Testing and AdjustingDocument5 pagesCylinder Liner Projection - Inspect: Testing and AdjustingВиталийNo ratings yet
- tснятие и монтаж шестерни распредвала с15Document4 pagestснятие и монтаж шестерни распредвала с15ВиталийNo ratings yet
- Camshaft - Install: Disassembly and AssemblyDocument4 pagesCamshaft - Install: Disassembly and AssemblyВиталийNo ratings yet
- Finding Top Dead Center c-18Document3 pagesFinding Top Dead Center c-18ВиталийNo ratings yet
- Inlet and Exhaust Valve Seat Inserts - Remove and InstallDocument3 pagesInlet and Exhaust Valve Seat Inserts - Remove and InstallВиталийNo ratings yet
- инструмент для контроля канавокDocument1 pageинструмент для контроля канавокВиталийNo ratings yet
- Cylinder Head - Install: Disassembly and AssemblyDocument4 pagesCylinder Head - Install: Disassembly and AssemblyВиталийNo ratings yet
- Cylinder Liner - Install: Disassembly and AssemblyDocument2 pagesCylinder Liner - Install: Disassembly and AssemblyВиталийNo ratings yet
- Pistons and Connecting Rods - Assemble: Shutdown SISDocument3 pagesPistons and Connecting Rods - Assemble: Shutdown SISВиталийNo ratings yet
- Camshaft Idler Gear - Remove and InstallDocument3 pagesCamshaft Idler Gear - Remove and InstallВиталийNo ratings yet
- Connecting Rod Bearings - Install: Disassembly and AssemblyDocument3 pagesConnecting Rod Bearings - Install: Disassembly and AssemblyВиталийNo ratings yet
- лифтеры снятие и установкаDocument4 pagesлифтеры снятие и установкаВиталийNo ratings yet
- Model 8-DomesticDocument36 pagesModel 8-DomesticВиталийNo ratings yet
- Johnson Outboard Ignition CoilsDocument9 pagesJohnson Outboard Ignition CoilsJSMarine Parts ChinaNo ratings yet
- Transmissao 938Document58 pagesTransmissao 938Jose De Moura CamaraNo ratings yet
- New-Xpander 063c526e930578Document74 pagesNew-Xpander 063c526e930578abdiNo ratings yet
- Main Air Compressor WP 200Document53 pagesMain Air Compressor WP 200dhilip87No ratings yet
- Haulotte HA20 RTJ PRO BrochureDocument2 pagesHaulotte HA20 RTJ PRO BrochureNada. PNG LtdNo ratings yet
- j24 Torque SpecsDocument2 pagesj24 Torque SpecsJ.A.STANLY PERISNo ratings yet
- Grabd Am 2.4l EngineDocument61 pagesGrabd Am 2.4l EngineWayneNo ratings yet
- #02. ST1051E - D30G Training Manual - CompDocument78 pages#02. ST1051E - D30G Training Manual - CompAugusto NuñezNo ratings yet
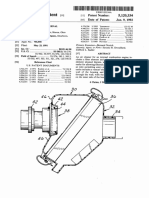
- Air Cleaner For Internal Combustion EngineDocument6 pagesAir Cleaner For Internal Combustion EngineSirDeparnieux100% (1)
- MiG-23 Flogger 167% Plans - Part 1 - Tiled PDFDocument20 pagesMiG-23 Flogger 167% Plans - Part 1 - Tiled PDFFahim Le MajesticNo ratings yet
- WL Ep2 Ep3 Grease PDSDocument1 pageWL Ep2 Ep3 Grease PDSAung Myat ThuNo ratings yet
- Da 170Document1 pageDa 170Fausto Rodriguez IbarraNo ratings yet
- SWE600F发动机培训资料Document215 pagesSWE600F发动机培训资料Feri Advanture100% (1)
- XE80E Double-BoomDocument1 pageXE80E Double-BoomRedzicMNo ratings yet
- Ducati - ST4S Parts 2002Document123 pagesDucati - ST4S Parts 2002srz RodriguezNo ratings yet
- R/S 15F Thru R/S 30F: Air End Model BSA22, BSA21 Air CooledDocument20 pagesR/S 15F Thru R/S 30F: Air End Model BSA22, BSA21 Air CooledAnonymous ZtXb2RO100% (1)
- ABS Warning Light Remains OnDocument7 pagesABS Warning Light Remains OnYomar NegronNo ratings yet
- Performance CurvesDocument1 pagePerformance CurveskapsarcNo ratings yet
- Running RecallsDocument1 pageRunning RecallsWXYZ-TV Channel 7 Detroit100% (1)
- MRT 333 - Campeon: Salient FeaturesDocument1 pageMRT 333 - Campeon: Salient FeaturesGERENCIA TRANSILLANTASNo ratings yet
- D85A-21 Parts PDFDocument599 pagesD85A-21 Parts PDFBudi setyantoNo ratings yet
- Technical Service Information 12-38Document4 pagesTechnical Service Information 12-38Planta Damiana2No ratings yet
- Compressor WabcoDocument6 pagesCompressor Wabcoruben_cruz_34No ratings yet
- STandard 1Document1 pageSTandard 1christinaNo ratings yet
- Ford Crown Victoria Police Interceptor 2011 Owners Manual 3rd EditionDocument333 pagesFord Crown Victoria Police Interceptor 2011 Owners Manual 3rd Editionpau6331No ratings yet
































































![VW Volkswagen Transporter T4 [ Powered By 1.8, 2.4 & 2.9 Diesel engines ]: Workshop Manual Diesel Models Years 2000-2004](https://imgv2-2-f.scribdassets.com/img/word_document/282876773/149x198/5fb74bd6e1/1675169638?v=1)