Download as pdf or txt
You might also like
- GCMS Reference Manual 28 May 2015Document445 pagesGCMS Reference Manual 28 May 2015Bom100% (2)
- D 5586 - 95 Rdu1odytotuDocument18 pagesD 5586 - 95 Rdu1odytotuJuanNo ratings yet
- Rate of Grease Penetration of Flexible Barrier Materials (Rapid Method)Document3 pagesRate of Grease Penetration of Flexible Barrier Materials (Rapid Method)DanZel Dan100% (1)
- F 2252 - 03 - RjiyntiDocument2 pagesF 2252 - 03 - RjiyntiAndres Camilo Benitez100% (1)
- Ohio BMV - Online ServicesDocument2 pagesOhio BMV - Online Servicestaylor mogerNo ratings yet
- AS1933ADocument1 pageAS1933AEasun - MR TechnicalNo ratings yet
- Snagging Resistance of Fabrics (Bean Bag) : Standard Test Method ForDocument8 pagesSnagging Resistance of Fabrics (Bean Bag) : Standard Test Method ForJuanNo ratings yet
- Sans SaDocument24 pagesSans SaSugenPillay100% (1)
- MSDS Polypropylene HomopolymerDocument7 pagesMSDS Polypropylene HomopolymerStewart El KomalaNo ratings yet
- ASTM D 5736 95 (R01) 高蓬松度无纺织纤维厚度的标准试验方法 PDFDocument4 pagesASTM D 5736 95 (R01) 高蓬松度无纺织纤维厚度的标准试验方法 PDFCarlo Miguel MagalitNo ratings yet
- AASHTO t99 180Document7 pagesAASHTO t99 180dongpc1No ratings yet
- A 20 Point Guide To Passing The Revised Ea ExamDocument7 pagesA 20 Point Guide To Passing The Revised Ea Exampoet_in_christNo ratings yet
- Thickness of Highloft Nonwoven Fabrics: Standard Test Method ForDocument4 pagesThickness of Highloft Nonwoven Fabrics: Standard Test Method ForJuanNo ratings yet
- Nonwoven IndustryDocument6 pagesNonwoven IndustryGaurav SachanNo ratings yet
- D 3654 Shear TestDocument6 pagesD 3654 Shear TestAccutech labelsNo ratings yet
- D 2578 - 04 - Rdi1nzgDocument4 pagesD 2578 - 04 - Rdi1nzgaless2056100% (1)
- Fabric TestingDocument6 pagesFabric TestingMandyMillsGazalNo ratings yet
- Fabrics and Fabric Test Methods: Standard Terminology Relating ToDocument11 pagesFabrics and Fabric Test Methods: Standard Terminology Relating ToSyeda Farah Zehra100% (1)
- O-Ring Diffusion 001Document10 pagesO-Ring Diffusion 001mirco marastoniNo ratings yet
- D2094-00 (2014) Standard Practice For Preparation of Bar and Rod Specimens For Adhesion TestsDocument4 pagesD2094-00 (2014) Standard Practice For Preparation of Bar and Rod Specimens For Adhesion Testsjose flores100% (1)
- Inkjet Technology for Digital FabricationFrom EverandInkjet Technology for Digital FabricationIan M. HutchingsNo ratings yet
- Astm D 897 - 01 - RDG5NWDocument3 pagesAstm D 897 - 01 - RDG5NWphaindikaNo ratings yet
- Research On Packaging MaterialsDocument48 pagesResearch On Packaging MaterialsShahbazAliMemon100% (1)
- High Energy Radiation and Polymers, A Review of Commercial Processes and Emerging ApplicationsDocument26 pagesHigh Energy Radiation and Polymers, A Review of Commercial Processes and Emerging ApplicationsMile007No ratings yet
- 2012 Polymer-Composite Materials For Radiation ProtectionDocument10 pages2012 Polymer-Composite Materials For Radiation Protectionduque_stradaNo ratings yet
- D5587, D3786, D5034, D5035 PDFDocument38 pagesD5587, D3786, D5034, D5035 PDFGaja EndranNo ratings yet
- Flammability of Apparel Textiles: Standard Test Method ForDocument15 pagesFlammability of Apparel Textiles: Standard Test Method ForDoulat RamNo ratings yet
- Astm D - 127Document2 pagesAstm D - 127wjawichNo ratings yet
- D. C. Blackley B.sc. Ph.D. F.P.R.I. Auth. - Synthetic Rubbers Their Chemistry and Technology-Springer Netherlands 1983Document380 pagesD. C. Blackley B.sc. Ph.D. F.P.R.I. Auth. - Synthetic Rubbers Their Chemistry and Technology-Springer Netherlands 1983Minh Tran100% (3)
- D 1817 - 01 - Rde4mtcDocument3 pagesD 1817 - 01 - Rde4mtcDr. Ahmed Abdel-HakimNo ratings yet
- GB - T 4669-2008 (Iso 3801-1977)Document7 pagesGB - T 4669-2008 (Iso 3801-1977)jaymNo ratings yet
- D 4795 - 94 r98 - Rdq3otutotrsotgDocument3 pagesD 4795 - 94 r98 - Rdq3otutotrsotgalienz1988newNo ratings yet
- D 3236 - 88 r99 - RdmymzytodhsotkDocument8 pagesD 3236 - 88 r99 - Rdmymzytodhsotkjamaljamal20No ratings yet
- D5035 11 Breaking Force and Elongation of Textile Fabrics (Strip Method)Document8 pagesD5035 11 Breaking Force and Elongation of Textile Fabrics (Strip Method)Raj SontakkeNo ratings yet
- Periodic or Skip Testing in Pharmaceutical Industry Us and Europe Perspective 2153 2435.1000283 PDFDocument5 pagesPeriodic or Skip Testing in Pharmaceutical Industry Us and Europe Perspective 2153 2435.1000283 PDFpakdomoNo ratings yet
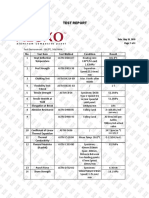
- Test Report: Page: 1 of 4 Date: May 26, 2010Document4 pagesTest Report: Page: 1 of 4 Date: May 26, 2010rqfsiypisnvabmtusrNo ratings yet
- Understanding ESCRDocument9 pagesUnderstanding ESCRimru2No ratings yet
- Ash Astm d5630Document1 pageAsh Astm d5630Kanwal NainNo ratings yet
- X Lý CloDocument21 pagesX Lý CloNghĩa Tô TrungNo ratings yet
- Polymer ProcessingDocument6 pagesPolymer ProcessingAldi RenaldhaNo ratings yet
- 68 25 Haze Gard I PDFDocument6 pages68 25 Haze Gard I PDFshubhendra mishraaNo ratings yet
- C224-78 (2014) Standard Practice For Sampling Glass ContainersDocument2 pagesC224-78 (2014) Standard Practice For Sampling Glass ContainersAhmed AlzubaidiNo ratings yet
- Makrolon 2458Document6 pagesMakrolon 2458markcoates100% (1)
- Medical Device Design Using Polymer CompoundsDocument6 pagesMedical Device Design Using Polymer CompoundsAkash DoshiNo ratings yet
- F 1319 - 94 R00 - RjezmtkDocument4 pagesF 1319 - 94 R00 - RjezmtkshamrajjNo ratings yet
- Coextrusion Is On The Increase in Tubing For Medical UsesDocument9 pagesCoextrusion Is On The Increase in Tubing For Medical UsesIlayaraja Boopathy100% (1)
- Standard Procedure NWSP 0703r0 15 CompressDocument10 pagesStandard Procedure NWSP 0703r0 15 CompressViktorija Onyskiv100% (1)
- Surface Water Absorption of Terry Fabrics (Water Flow) : Standard Test Method ForDocument10 pagesSurface Water Absorption of Terry Fabrics (Water Flow) : Standard Test Method ForJuan100% (1)
- Nitrosamine Generating Accelerators in Curing of RubberDocument3 pagesNitrosamine Generating Accelerators in Curing of RubberkarlosmpNo ratings yet
- ASTM C272 Water Absorption of Core Materials For Sandwich PDFDocument4 pagesASTM C272 Water Absorption of Core Materials For Sandwich PDFSílvio Xavier SantosNo ratings yet
- Astm D 333 - 96Document3 pagesAstm D 333 - 96Cynthia GutierrezNo ratings yet
- Astm d1876 2001 StandardpeelDocument4 pagesAstm d1876 2001 StandardpeelKarthikayen RajuNo ratings yet
- PLATE (4239 023 21830) : Outside Dimensions (CM) Quantities (PCS) Weights (KG)Document3 pagesPLATE (4239 023 21830) : Outside Dimensions (CM) Quantities (PCS) Weights (KG)ree_haningNo ratings yet
- Good Manufacturing Practice (GMP) Guidelines. - European Commission-LINKSDocument3 pagesGood Manufacturing Practice (GMP) Guidelines. - European Commission-LINKSraju1559405No ratings yet
- Global Adhesives and Sealants MarketDocument2 pagesGlobal Adhesives and Sealants MarketMahesh ChaudhariNo ratings yet
- ASTM D 3786 Bursting Strength, Diaphragm MethodDocument1 pageASTM D 3786 Bursting Strength, Diaphragm MethodAfzal Sarfaraz100% (1)
- 2 Astm D6943Document16 pages2 Astm D6943Boris CardenasNo ratings yet
- Rust Protection by Metal Preservatives in The Humidity CabinetDocument9 pagesRust Protection by Metal Preservatives in The Humidity CabinettoanvmpetrologxNo ratings yet
- Moisture ManagementDocument32 pagesMoisture ManagementSalome Kyatuheire100% (1)
- Tensile TestDocument5 pagesTensile Testgnklol3No ratings yet
- Param XLW (PC) Auto Tensile Tester: ProfessionalDocument3 pagesParam XLW (PC) Auto Tensile Tester: ProfessionalAamirMalik100% (1)
- Apparant DensityDocument2 pagesApparant Densityaman anandNo ratings yet
- Testing MethodDocument81 pagesTesting MethodPandora123456No ratings yet
- High Performance PigmentsFrom EverandHigh Performance PigmentsEdwin B. FaulknerNo ratings yet
- Thickness of Nonwoven Fabrics: Standard Test Method ForDocument4 pagesThickness of Nonwoven Fabrics: Standard Test Method ForJuanNo ratings yet
- D 6207 - 97 r03 RdyymdctotdsmdmDocument6 pagesD 6207 - 97 r03 RdyymdctotdsmdmJuan GutierrezNo ratings yet
- D 6613 - 02 Rdy2mtmDocument3 pagesD 6613 - 02 Rdy2mtmJuanNo ratings yet
- D 6554 - 00 Rdy1ntqDocument3 pagesD 6554 - 00 Rdy1ntqJuanNo ratings yet
- D 6588 - 02 Rdy1odgDocument6 pagesD 6588 - 02 Rdy1odgJuanNo ratings yet
- D 6544 - 00 Rdy1ndqDocument4 pagesD 6544 - 00 Rdy1ndqJuanNo ratings yet
- D 6611 - 00 Rdy2mteDocument8 pagesD 6611 - 00 Rdy2mteJuanNo ratings yet
- D 6664 - 01 Rdy2njqDocument4 pagesD 6664 - 01 Rdy2njqJuanNo ratings yet
- D 6603 - 00 Rdy2mdmDocument5 pagesD 6603 - 00 Rdy2mdmJuanNo ratings yet
- D 6672 - 01 Rdy2nziDocument6 pagesD 6672 - 01 Rdy2nziJuanNo ratings yet
- D 6663 - 01 Rdy2njmDocument4 pagesD 6663 - 01 Rdy2njmJuanNo ratings yet
- D 6612 - 00 Rdy2mtiDocument4 pagesD 6612 - 00 Rdy2mtiJuanNo ratings yet
- D 5586 - 01 Rdu1odyDocument20 pagesD 5586 - 01 Rdu1odyJuanNo ratings yet
- Tearing Strength of Fabrics by Trapezoid Procedure: Standard Test Method ForDocument6 pagesTearing Strength of Fabrics by Trapezoid Procedure: Standard Test Method ForJuanNo ratings yet
- D 5431 - 93 R01 Rdu0mzeDocument4 pagesD 5431 - 93 R01 Rdu0mzeJuanNo ratings yet
- Care Symbols For Care Instructions On Textile ProductsDocument6 pagesCare Symbols For Care Instructions On Textile ProductsJuanNo ratings yet
- Mass Per Unit Area of Pile Yarn Floor Coverings: Standard Test Method ForDocument10 pagesMass Per Unit Area of Pile Yarn Floor Coverings: Standard Test Method ForJuanNo ratings yet
- Determining Seam Strength in Inflatable Restraint Cushions: Standard Test Method ForDocument6 pagesDetermining Seam Strength in Inflatable Restraint Cushions: Standard Test Method ForJuanNo ratings yet
- Tearing Strength of Fabrics by Trapezoid Procedure: Standard Test Method ForDocument6 pagesTearing Strength of Fabrics by Trapezoid Procedure: Standard Test Method ForJuanNo ratings yet
- D 5591 - 98 Rdu1otetukveDocument7 pagesD 5591 - 98 Rdu1otetukveJuanNo ratings yet
- Body Measurements For Children, Sizes 2 To 6x/7: Standard Tables ofDocument5 pagesBody Measurements For Children, Sizes 2 To 6x/7: Standard Tables ofJuanNo ratings yet
- Snagging Resistance of Fabrics (Bean Bag) : Standard Test Method ForDocument8 pagesSnagging Resistance of Fabrics (Bean Bag) : Standard Test Method ForJuanNo ratings yet
- D 5429 - 04 Rdu0mjkDocument5 pagesD 5429 - 04 Rdu0mjkJuanNo ratings yet
- D 5733 - 99 Rdu3mzmDocument6 pagesD 5733 - 99 Rdu3mzmJuanNo ratings yet
- Care Symbols For Care Instructions On Textile ProductsDocument6 pagesCare Symbols For Care Instructions On Textile ProductsJuanNo ratings yet
- Tearing Strength of Fabrics by Trapezoid Procedure: Standard Test Method ForDocument6 pagesTearing Strength of Fabrics by Trapezoid Procedure: Standard Test Method ForJuanNo ratings yet
- Snagging Resistance of Fabrics (Bean Bag) : Standard Test Method ForDocument8 pagesSnagging Resistance of Fabrics (Bean Bag) : Standard Test Method ForJuanNo ratings yet
- Rudolf Elmer's Complaint To The ECHR v. Jersey (Standard Bank)Document13 pagesRudolf Elmer's Complaint To The ECHR v. Jersey (Standard Bank)David LeloupNo ratings yet
- EDC - Unit 3 FinalDocument118 pagesEDC - Unit 3 FinalDr UmapathyNo ratings yet
- Balance Sheet of JYOTHI Brass Metal Works (2010-20014) : - in Rs. Cr.Document4 pagesBalance Sheet of JYOTHI Brass Metal Works (2010-20014) : - in Rs. Cr.nawazNo ratings yet
- Revit-Structural Bim SpecialistDocument5 pagesRevit-Structural Bim SpecialistYoukhanna ZayiaNo ratings yet
- UntitledDocument2 pagesUntitledOscar GarroNo ratings yet
- 7 180828001744Document19 pages7 180828001744homeylinNo ratings yet
- Fish Stock AssessmentinBalayanBatangasDocument19 pagesFish Stock AssessmentinBalayanBatangasanakbalayan100% (1)
- Iso TS 21432-2005Document48 pagesIso TS 21432-2005RONALD ALFONSO PACHECO TORRESNo ratings yet
- Castilex Industrial Corporation V VasquezDocument3 pagesCastilex Industrial Corporation V VasquezJaz SumalinogNo ratings yet
- Oral Questions For CSS NC II 2Document5 pagesOral Questions For CSS NC II 2Rhix JohnNo ratings yet
- Advertise Mo NHM PDFDocument29 pagesAdvertise Mo NHM PDFLife LineNo ratings yet
- Socio Lecture PPT 2Document330 pagesSocio Lecture PPT 2Bhenjo Hernandez BaronaNo ratings yet
- Ghana Tech WorkshopsDocument2 pagesGhana Tech WorkshopsGabrielNo ratings yet
- USSBS, Summary Report, Pacific WarDocument40 pagesUSSBS, Summary Report, Pacific WarJapanAirRaids100% (2)
- Vip in MathematicsDocument170 pagesVip in MathematicsJerome Jeremias100% (1)
- BTH Thesis ArchiveDocument7 pagesBTH Thesis ArchiveWriteMyPaperForMeFastSingapore100% (1)
- Power Line Carrier Communication (PLCC) : ContentDocument10 pagesPower Line Carrier Communication (PLCC) : ContentManuel Henríquez SantanaNo ratings yet
- 2018 BCSC 2255 United States v. MengDocument14 pages2018 BCSC 2255 United States v. MengBob MackinNo ratings yet
- 2022 Fee Schedule - Torrens UniversityDocument13 pages2022 Fee Schedule - Torrens UniversityDiana MaticNo ratings yet
- Logic Controller: Multitechnology Know-HowDocument12 pagesLogic Controller: Multitechnology Know-HowPrIsmatIIcONo ratings yet
- WRF Hydro User Guide v3.0 CLEANDocument123 pagesWRF Hydro User Guide v3.0 CLEANisraelmpNo ratings yet
- APFBC JFMC EDC Operational Manual (Assam)Document119 pagesAPFBC JFMC EDC Operational Manual (Assam)poNo ratings yet
- Nx-Osv 9000 Guide: Americas HeadquartersDocument58 pagesNx-Osv 9000 Guide: Americas HeadquartersBobNo ratings yet
- Equipo Ultrasonido TUD300 PDFDocument2 pagesEquipo Ultrasonido TUD300 PDFjoseperezoso100% (1)
- Department of Information Technology: Question Bank TE IT AY-22-23 Sem VI Module 04: Clustering & Outlier AnalysisDocument4 pagesDepartment of Information Technology: Question Bank TE IT AY-22-23 Sem VI Module 04: Clustering & Outlier AnalysisAnurag SinghNo ratings yet
- Xcerts CertificationsDocument4 pagesXcerts CertificationsSajid AfridiNo ratings yet