Download as pdf or txt
You might also like
- Mechanics of MachinesDocument4 pagesMechanics of MachinesDineshkumar0% (2)
- Jafurah Field Development - Export Pipelines (PACKAGE #5) : CONTRACT No. 6600050457 / BI No. 10-14329Document60 pagesJafurah Field Development - Export Pipelines (PACKAGE #5) : CONTRACT No. 6600050457 / BI No. 10-14329Sahitya100% (1)
- NMR 7930 601 sh1 1187005 PO1015610Document2 pagesNMR 7930 601 sh1 1187005 PO1015610Tizio Tizio100% (3)
- Saep 16Document19 pagesSaep 16BiplabPalNo ratings yet
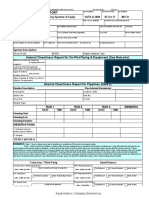
- Saudi Aramco Test Report: Internal Cleanliness Report (Piping Systems & Equip) SATR-A-2008 30-Oct-17 MechDocument2 pagesSaudi Aramco Test Report: Internal Cleanliness Report (Piping Systems & Equip) SATR-A-2008 30-Oct-17 MechJagdishNo ratings yet
- Saudi Aramco Inspection ChecklistDocument5 pagesSaudi Aramco Inspection ChecklistAbdul HannanNo ratings yet
- 175 012000Document2 pages175 012000Abu Anas M.SalaheldinNo ratings yet
- Inspection & Testing Requirements Scope:: Test and Inspection PerDocument2 pagesInspection & Testing Requirements Scope:: Test and Inspection PerAbu Anas M.Salaheldin100% (1)
- Typical Inspection Plan (TIP) Index: Project Inspection Division / IAGDocument6 pagesTypical Inspection Plan (TIP) Index: Project Inspection Division / IAGAbu BindongNo ratings yet
- Saes S 070Document2 pagesSaes S 070Naushad AlamNo ratings yet
- Saudi Aramco: Company General UseDocument1 pageSaudi Aramco: Company General UseParthiban R100% (1)
- 175 000003Document1 page175 000003zhangNo ratings yet
- Saudi Aramco Typical Inspection PlanDocument10 pagesSaudi Aramco Typical Inspection PlanNaushad AlamNo ratings yet
- Saudi Aramco Inspection ChecklistDocument1 pageSaudi Aramco Inspection ChecklistjunaidNo ratings yet
- SATIP-P-104-01 Rev 8 Final LV Cables PDFDocument2 pagesSATIP-P-104-01 Rev 8 Final LV Cables PDFSabheeh AliNo ratings yet
- Second List of Non Inspectable Materials For Sa Approval - Vid RemarksDocument6 pagesSecond List of Non Inspectable Materials For Sa Approval - Vid RemarksMohamed Reda100% (1)
- ZMFR 9com AgentDocument1 pageZMFR 9com AgentenricoNo ratings yet
- SAES-L-450 PDF Download - On-Land and Near-Shore Pipelines - PDFYARDocument5 pagesSAES-L-450 PDF Download - On-Land and Near-Shore Pipelines - PDFYARZahidRafiqueNo ratings yet
- 12 Samss 008Document4 pages12 Samss 008Moustafa BayoumiNo ratings yet
- SATIP Q 006 02 (Recovered)Document10 pagesSATIP Q 006 02 (Recovered)Abdul HannanNo ratings yet
- Sa 7930Document2 pagesSa 7930stuntmanzNo ratings yet
- Sale and Purchase Agreement (Land and Building)Document22 pagesSale and Purchase Agreement (Land and Building)Eda Edayu AnuarNo ratings yet
- Saudi Aramco Inspection Checklist: Gravity Sewer Piping Installation Inspection SAIC-L-2138 25-May-05 PlumbDocument3 pagesSaudi Aramco Inspection Checklist: Gravity Sewer Piping Installation Inspection SAIC-L-2138 25-May-05 PlumbHesham HelalNo ratings yet
- SAIC-K-4039 Rev 7 Air-Cooled Condenser InstallationDocument2 pagesSAIC-K-4039 Rev 7 Air-Cooled Condenser InstallationshahzadaNo ratings yet
- Inspection of Support Foundation Prior To Structural or Equipment Installation SAIC-M-2006 03-Apr-22 MechDocument2 pagesInspection of Support Foundation Prior To Structural or Equipment Installation SAIC-M-2006 03-Apr-22 MechsankuNo ratings yet
- Civil ITPs ChecklistsDocument183 pagesCivil ITPs ChecklistsmunirNo ratings yet
- PIM AgendaDocument1 pagePIM Agendagayas416100% (1)
- SATIP-K-001-11 - AC Split Systems DX TypeDocument3 pagesSATIP-K-001-11 - AC Split Systems DX TypeRAMAKRISHNANo ratings yet
- Stud BoltDocument15 pagesStud BoltMohamed RedaNo ratings yet
- Saudi Aramco Inspection Checklist Visual Inspection at Test PressureDocument8 pagesSaudi Aramco Inspection Checklist Visual Inspection at Test Pressurekarthi51289No ratings yet
- 1st List of Non Inspectable Materials Technical Submittals - VID Comments (OMPPD-GUPD-L-165-17)Document7 pages1st List of Non Inspectable Materials Technical Submittals - VID Comments (OMPPD-GUPD-L-165-17)Mohamed Reda Hussein SengarNo ratings yet
- IK - Manufacturers - XLSX 7 19 18Document428 pagesIK - Manufacturers - XLSX 7 19 18Naveen TripuraneniNo ratings yet
- Inspectable MaterialsDocument2 pagesInspectable MaterialsMohamed RedaNo ratings yet
- Saudi Aramco General StandardDocument4 pagesSaudi Aramco General StandardThomas JohnNo ratings yet
- 01 Samss 051 PDFDocument13 pages01 Samss 051 PDFnadeem shaikh100% (1)
- Saep 301Document12 pagesSaep 301Demac Saud50% (2)
- Saep 334Document48 pagesSaep 334jubairNo ratings yet
- SATIP-P-104-05 Rev 7 FinalDocument6 pagesSATIP-P-104-05 Rev 7 FinalHatemS.MashaGbehNo ratings yet
- 175 030100Document2 pages175 030100Abu Anas M.Salaheldin100% (1)
- SATIP S 070 03 ThermoplasticDocument2 pagesSATIP S 070 03 ThermoplasticMuhammad Farukh Manzoor100% (1)
- Materials System SpecificationDocument12 pagesMaterials System SpecificationGOSP3 QC Mechanical100% (1)
- Saep 44Document17 pagesSaep 44AbdullahNo ratings yet
- SATIP-P-104-05 Rev 8 Final Above Grade Conduits PDFDocument2 pagesSATIP-P-104-05 Rev 8 Final Above Grade Conduits PDFSabheeh AliNo ratings yet
- SAIC-A-2003 Rev 0Document3 pagesSAIC-A-2003 Rev 0bluelions_19No ratings yet
- Saes R 004Document8 pagesSaes R 004Shahzad HussainNo ratings yet
- Saic L 1002Document2 pagesSaic L 1002Hussain Nasser Al- NowiesserNo ratings yet
- Saic M 1069Document2 pagesSaic M 1069Hussain Nasser Al- NowiesserNo ratings yet
- Saudi Aramco Typical Inspection Plan: Valve Inspection, Testing & Installation SATIP-L-108-01 8-Nov-15 MechanicalDocument12 pagesSaudi Aramco Typical Inspection Plan: Valve Inspection, Testing & Installation SATIP-L-108-01 8-Nov-15 MechanicalAhdal NoushadNo ratings yet
- Inspection & Testing Requirements Scope:: Test and Inspection PerDocument2 pagesInspection & Testing Requirements Scope:: Test and Inspection PerSelvakpm06No ratings yet
- 05.0 Mta-Approval Sheet FormatDocument1 page05.0 Mta-Approval Sheet FormatAswin KurupNo ratings yet
- SCH.Q - Contract No.6600044663 (IK)Document81 pagesSCH.Q - Contract No.6600044663 (IK)kamilNo ratings yet
- Saes TABLEDocument13 pagesSaes TABLERiyaz BasheerNo ratings yet
- Saudi Aramco Test Report: Positive Material Identification (PMI) Report 30-Oct-17 MechDocument2 pagesSaudi Aramco Test Report: Positive Material Identification (PMI) Report 30-Oct-17 MechJagdishNo ratings yet
- Ad 036821 002Document1 pageAd 036821 002AmolNo ratings yet
- Schedule Q Latest Revisions ApplicationsDocument47 pagesSchedule Q Latest Revisions Applicationstuv srinuvasaNo ratings yet
- 01-SAMSS-044 PDF Download - CRA Clad Pipe SpoolsDocument4 pages01-SAMSS-044 PDF Download - CRA Clad Pipe SpoolsZahidRafiqueNo ratings yet
- Mip17-Hse-Jsa-Jub-40 Jsa For Installation of Steel StructureDocument14 pagesMip17-Hse-Jsa-Jub-40 Jsa For Installation of Steel StructureAmeerHamzaWarraichNo ratings yet
- MIP17-HSE-JSA-JUB-39 JSA For Piping Works (Flanged Installation, - Gasket Installation Welding & Bolt Tightening) - 2023 Rev 0Document13 pagesMIP17-HSE-JSA-JUB-39 JSA For Piping Works (Flanged Installation, - Gasket Installation Welding & Bolt Tightening) - 2023 Rev 0AmeerHamzaWarraichNo ratings yet
- VD V220 BSL DWG 0015 - eDocument26 pagesVD V220 BSL DWG 0015 - eabdulNo ratings yet
- NDE NDT Procedures Piping ADM 35313M-01 Q 153 01-1-150Document150 pagesNDE NDT Procedures Piping ADM 35313M-01 Q 153 01-1-150QC ManagerNo ratings yet
- NDE NDT Procedures Piping ADM 35313M-01 Q 153 01Document392 pagesNDE NDT Procedures Piping ADM 35313M-01 Q 153 01Neil JavierNo ratings yet
- Q&A第62条,无glazing, with panic hardware: Door & Frame Types Window TypeDocument1 pageQ&A第62条,无glazing, with panic hardware: Door & Frame Types Window TypeJohn BuntalesNo ratings yet
- Data Schedule (30-TMSS-01, Revision 0) Air Break Disconnect Switches & Grounding Switches-69Kv Substation No. 001Document3 pagesData Schedule (30-TMSS-01, Revision 0) Air Break Disconnect Switches & Grounding Switches-69Kv Substation No. 001John BuntalesNo ratings yet
- Appendix-7 Stress Summary: Saudi Arabian Oil CompanyDocument1 pageAppendix-7 Stress Summary: Saudi Arabian Oil CompanyJohn BuntalesNo ratings yet
- Da179165 001Document1 pageDa179165 001John BuntalesNo ratings yet
- PIP CTSE1000-2018 DatasheetsDocument2 pagesPIP CTSE1000-2018 DatasheetsJohn Buntales0% (1)
- Door & Frame Types Louver TypesDocument1 pageDoor & Frame Types Louver TypesJohn BuntalesNo ratings yet
- Pip Adg003 Specification For Editing Practices: Work ProcessesDocument34 pagesPip Adg003 Specification For Editing Practices: Work ProcessesJohn BuntalesNo ratings yet
- Pip Adg005 Specification For Developing Data Forms For PracticesDocument20 pagesPip Adg005 Specification For Developing Data Forms For PracticesJohn BuntalesNo ratings yet
- Pip Adg004-2014Document15 pagesPip Adg004-2014John BuntalesNo ratings yet
- Pip Adg001 Specification For Developing Practices: Work ProcessesDocument21 pagesPip Adg001 Specification For Developing Practices: Work ProcessesJohn BuntalesNo ratings yet
- Appendix-8 Flange Leakage Calculation: Saudi Arabian Oil CompanyDocument1 pageAppendix-8 Flange Leakage Calculation: Saudi Arabian Oil CompanyJohn BuntalesNo ratings yet
- Appendix-5 Displacement Report: Saudi Arabian Oil CompanyDocument1 pageAppendix-5 Displacement Report: Saudi Arabian Oil CompanyJohn BuntalesNo ratings yet
- Appendix-6 Stress Report: Saudi Arabian Oil CompanyDocument1 pageAppendix-6 Stress Report: Saudi Arabian Oil CompanyJohn BuntalesNo ratings yet
- Saudi Aramco Requirements Technical Links, Comments & ExceptionsDocument2 pagesSaudi Aramco Requirements Technical Links, Comments & ExceptionsJohn BuntalesNo ratings yet
- Appendix-1 Piping Isometric With Node Numbers: Saudi Arabian Oil CompanyDocument1 pageAppendix-1 Piping Isometric With Node Numbers: Saudi Arabian Oil CompanyJohn BuntalesNo ratings yet
- Digital F13-MB-007 Xlpe 170: Esd Auxilliary 12PRX18AWGDocument1 pageDigital F13-MB-007 Xlpe 170: Esd Auxilliary 12PRX18AWGJohn BuntalesNo ratings yet
- Project: Zamil Warehouse, Kaa Port Road, Dammam Bill of Quantity - TelecomDocument1 pageProject: Zamil Warehouse, Kaa Port Road, Dammam Bill of Quantity - TelecomJohn BuntalesNo ratings yet
- Appendix-4 Restraint Report: Saudi Arabian Oil CompanyDocument1 pageAppendix-4 Restraint Report: Saudi Arabian Oil CompanyJohn BuntalesNo ratings yet
- RD-139767-013-0F1 (J) IC-4941 Through IC-4960Document1 pageRD-139767-013-0F1 (J) IC-4941 Through IC-4960John BuntalesNo ratings yet
- Franklin O. Marinas Felemuel D. Bullos JR.: Design Engineer: Certified byDocument1 pageFranklin O. Marinas Felemuel D. Bullos JR.: Design Engineer: Certified byJohn BuntalesNo ratings yet
- Appendix-2 Pipe Data Input: Saudi Arabian Oil CompanyDocument1 pageAppendix-2 Pipe Data Input: Saudi Arabian Oil CompanyJohn BuntalesNo ratings yet
- Structural Calculation - Excavation ShoringDocument9 pagesStructural Calculation - Excavation ShoringJohn BuntalesNo ratings yet
- Zamil Warehouse: Original Date Prepared by Checked by Approved byDocument2 pagesZamil Warehouse: Original Date Prepared by Checked by Approved byJohn BuntalesNo ratings yet
- Project: Zamil Warehouse, Kaa Port Road, Dammam Bill of Quantity - TelecomDocument2 pagesProject: Zamil Warehouse, Kaa Port Road, Dammam Bill of Quantity - TelecomJohn BuntalesNo ratings yet
- Design Engineer: Certified byDocument4 pagesDesign Engineer: Certified byJohn BuntalesNo ratings yet
- Design of Structural Member Soldier Pile: Design Engineer Certified byDocument3 pagesDesign of Structural Member Soldier Pile: Design Engineer Certified byJohn BuntalesNo ratings yet
- Safety Instruction Sheet For Cross Country Pipeline - Critical PipingDocument1 pageSafety Instruction Sheet For Cross Country Pipeline - Critical PipingJohn BuntalesNo ratings yet
- Saudi Aramco Requirements Technical Links, Comments & ExceptionsDocument2 pagesSaudi Aramco Requirements Technical Links, Comments & ExceptionsJohn BuntalesNo ratings yet
- Feature Parameter Description: TFO GBSS12.0Document16 pagesFeature Parameter Description: TFO GBSS12.0AlexNo ratings yet
- Digital Twins For Precision HealthcareDocument20 pagesDigital Twins For Precision HealthcarevikaashNo ratings yet
- Encoder Leinelinde ADS Upgrade Unit Flyer enDocument2 pagesEncoder Leinelinde ADS Upgrade Unit Flyer enWilliamcreisNo ratings yet
- (PDF) A Review Paper On Fingerprint Identification SystemDocument8 pages(PDF) A Review Paper On Fingerprint Identification SystemNazelia AhlaNo ratings yet
- Value Added (Spinner) Aim:-To Perform Programme of Spinner Pre-Requisite: - Android Studio CodeDocument10 pagesValue Added (Spinner) Aim:-To Perform Programme of Spinner Pre-Requisite: - Android Studio CodeK. J kartik JainNo ratings yet
- QA TestCases TemplateDocument29 pagesQA TestCases TemplateRafi Uddin Shaik100% (2)
- Security Baseline Template V2.4.1Document83 pagesSecurity Baseline Template V2.4.1Cuong LeNo ratings yet
- Du 00216Document12 pagesDu 00216Hari Hara SuthanNo ratings yet
- FRP FRP FRP FRP: Cooling Tower Cooling Tower Cooling Tower Cooling Tower Cooling TowerDocument35 pagesFRP FRP FRP FRP: Cooling Tower Cooling Tower Cooling Tower Cooling Tower Cooling TowerAhmed KhattabNo ratings yet
- Delixi Industrial-Control Product Type Selection Manual: Delixi Hangzhou Inverter Co.,LtdDocument14 pagesDelixi Industrial-Control Product Type Selection Manual: Delixi Hangzhou Inverter Co.,Ltdgod-win BANDJENo ratings yet
- Power Supply ExportDocument60 pagesPower Supply ExportAlexandru OrghiciNo ratings yet
- Penawaran Harga OverHoul Nissan RD 10Document3 pagesPenawaran Harga OverHoul Nissan RD 10rian borlandNo ratings yet
- Assignment-3 FM LeetDocument5 pagesAssignment-3 FM LeetŔÄHÙŁ ÇHÓÜĐHÃŔŸNo ratings yet
- Samsung SwotDocument30 pagesSamsung Swotsahil pednekarNo ratings yet
- Atc Q-Bridge Thermal ConductorDocument4 pagesAtc Q-Bridge Thermal ConductorwjsynNo ratings yet
- Ajax Feature in ASPDocument14 pagesAjax Feature in ASPManasvi MehtaNo ratings yet
- Activated-Carbon Adsorber (AK 10-95) - PakerDocument47 pagesActivated-Carbon Adsorber (AK 10-95) - Pakerdj22500No ratings yet
- The Application of Industry 4.0 TechnologiesDocument33 pagesThe Application of Industry 4.0 TechnologiesAchraf adenasNo ratings yet
- TC-485 Lab 01Document18 pagesTC-485 Lab 01laiba khanNo ratings yet
- Purchase Order: Magna Mirrors South-East Europe Dooel StrugaDocument2 pagesPurchase Order: Magna Mirrors South-East Europe Dooel StrugaSlavko CavkoskiNo ratings yet
- Module - It Ipt 02Document152 pagesModule - It Ipt 02Gian Jerome RubioNo ratings yet
- Abnormal Smoke Fault TracingDocument13 pagesAbnormal Smoke Fault TracingTun Tun Win KseNo ratings yet
- Lesson Plan in Teaching Speaking-Etos, MyraDocument4 pagesLesson Plan in Teaching Speaking-Etos, MyraMyra EtosNo ratings yet
- SL - No Floor Equipment Type Equipment Tag - IDDocument55 pagesSL - No Floor Equipment Type Equipment Tag - IDBaladaru Krishna PrasadNo ratings yet
- Hunter Imbued 2021 0Document41 pagesHunter Imbued 2021 0roverNo ratings yet
- PPS Chapter 2Document7 pagesPPS Chapter 2VAISHNAVI RAJENDRA ARORANo ratings yet
- Mortality Rate: Human Conditions Before The Common ERA During The Common ERADocument2 pagesMortality Rate: Human Conditions Before The Common ERA During The Common ERAchastine daneNo ratings yet
- Belimo Sensors Master-Format En-UsDocument7 pagesBelimo Sensors Master-Format En-UsRexell CusipagNo ratings yet
- The Steel Pipe Buyer'S GuideDocument8 pagesThe Steel Pipe Buyer'S Guideramnadh803181No ratings yet