
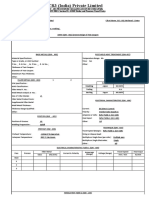
Qw-483 Procedure Qualification Records (PQR) (See QW-200.2, Section IX, ASME Boiler and Pressure Vessel Code)
Qw-483 Procedure Qualification Records (PQR) (See QW-200.2, Section IX, ASME Boiler and Pressure Vessel Code)
You might also like
- 37507022-WPS-PQR-SS-316 LDocument5 pages37507022-WPS-PQR-SS-316 LVarun Malhotra100% (6)
- Dokumen - Tips Cswip 31 Exam AnsDocument32 pagesDokumen - Tips Cswip 31 Exam Anszuheb100% (1)
- Procedure Qualification RecordDocument2 pagesProcedure Qualification RecordDan ClarkeNo ratings yet
- RT Film ReviewDocument1 pageRT Film Reviewpriti kumariNo ratings yet
- Form PQR 1 AsmeDocument6 pagesForm PQR 1 AsmeZam Zam NoorNo ratings yet
- Form PQR 2 AsmeDocument6 pagesForm PQR 2 AsmeZam Zam NoorNo ratings yet
- WPS HaikalDocument3 pagesWPS HaikalRalf PelamoniaNo ratings yet
- BPVC Ix qw-483 PDFDocument2 pagesBPVC Ix qw-483 PDFDwi Agus YuliyantoNo ratings yet
- BPVC Ix qw-483 PDFDocument2 pagesBPVC Ix qw-483 PDFedinson castrilloNo ratings yet
- BPVC Ix qw-483 PDFDocument2 pagesBPVC Ix qw-483 PDFEmma DNo ratings yet
- BPVC Ix qw-483 PDFDocument2 pagesBPVC Ix qw-483 PDFazizNo ratings yet
- BPVC Ix qw-483 PDFDocument2 pagesBPVC Ix qw-483 PDFEmma DNo ratings yet
- BPVC Ix qw-483 PDFDocument2 pagesBPVC Ix qw-483 PDFEmma DNo ratings yet
- Fillet Inspection SheetDocument2 pagesFillet Inspection SheetShankey JAlanNo ratings yet
- SAMPLE FORMAT FOR PROCEDURE QUALIFICATION RECORDS (PQR) BPVC - Ix - qw-483Document2 pagesSAMPLE FORMAT FOR PROCEDURE QUALIFICATION RECORDS (PQR) BPVC - Ix - qw-483Lovedeep SinghNo ratings yet
- Suggested Format PQRDocument2 pagesSuggested Format PQRAngel RebolloNo ratings yet
- QW483Document2 pagesQW483Sc TanNo ratings yet
- QW 483Document2 pagesQW 483delta lab sangliNo ratings yet
- Qw-483 Procedure Qualification Records (PQR: Groove Design of Test Coupon Base Metals (Qw-403) Filler Metals (Qw-404)Document2 pagesQw-483 Procedure Qualification Records (PQR: Groove Design of Test Coupon Base Metals (Qw-403) Filler Metals (Qw-404)Parminder SinghNo ratings yet
- Qw-483 Suggested Format For Welding Procedure Qualification Records (PQR)Document4 pagesQw-483 Suggested Format For Welding Procedure Qualification Records (PQR)aliNo ratings yet
- Procedure Qualification Record (PQR)Document3 pagesProcedure Qualification Record (PQR)surjithkocherilNo ratings yet
- Form Qw-483 Suggested Format For Procedure Qualification Records (PQR) (See QW-200.2, Section IX, ASME Boiler and Pressure Vessel Code) Record Actual Variables Used To Weld Test CouponDocument2 pagesForm Qw-483 Suggested Format For Procedure Qualification Records (PQR) (See QW-200.2, Section IX, ASME Boiler and Pressure Vessel Code) Record Actual Variables Used To Weld Test CouponMijanur Rahman100% (1)
- PQR Editable SampleDocument2 pagesPQR Editable SampleKoya ThangalNo ratings yet
- Sample Editable WPSDocument2 pagesSample Editable WPSsbmmlaNo ratings yet
- Sample Editable WPSDocument2 pagesSample Editable WPSf silva-No ratings yet
- PQR TipsDocument2 pagesPQR TipsWaqas WaqasNo ratings yet
- Qw-482 Suggested Format For Welding Procedure Specifications (WPS) (See QW-200.1, Section IX, ASME Boiler and Pressure Co D E)Document2 pagesQw-482 Suggested Format For Welding Procedure Specifications (WPS) (See QW-200.1, Section IX, ASME Boiler and Pressure Co D E)Vaibhav GuptaNo ratings yet
- PQRDocument2 pagesPQRafqzfieNo ratings yet
- Form Qw-482 Suggested Format For Welding Procedure Specifications (WPS) (See QW-200.1, Section IX, ASME Boiler and Pressure Vessel Code)Document2 pagesForm Qw-482 Suggested Format For Welding Procedure Specifications (WPS) (See QW-200.1, Section IX, ASME Boiler and Pressure Vessel Code)mohammadNo ratings yet
- PQR - 007 샘플Document2 pagesPQR - 007 샘플주용환No ratings yet
- PQR - 007 샘플Document2 pagesPQR - 007 샘플주용환No ratings yet
- ASME WPS-PQR-WQT CombinedDocument6 pagesASME WPS-PQR-WQT CombinedStan HonNo ratings yet
- WPS&PQR FormsDocument4 pagesWPS&PQR FormsArab WeldersNo ratings yet
- Wps FormatDocument2 pagesWps FormatMeghan GhoneNo ratings yet
- Formas Soldadura ASME IX 2017Document7 pagesFormas Soldadura ASME IX 2017Ulises GómezNo ratings yet
- Asme Sec Ix 2019 380Document1 pageAsme Sec Ix 2019 380Balkishan DyavanapellyNo ratings yet
- Welding Procedure Specification (WPS) : JOINTS (QW-402)Document4 pagesWelding Procedure Specification (WPS) : JOINTS (QW-402)Andhira FarizkiNo ratings yet
- PQWDocument3 pagesPQWcorey jacobsNo ratings yet
- SC PTSS PQRDocument3 pagesSC PTSS PQRprayogaNo ratings yet
- 3 BodyPart Edcb3a5f Eede 445f A423 Ea2f5809c15eDocument6 pages3 BodyPart Edcb3a5f Eede 445f A423 Ea2f5809c15emayank0738No ratings yet
- QW 483 - PQR (Gtaw+smaw) 04.01.17Document8 pagesQW 483 - PQR (Gtaw+smaw) 04.01.17Srikant GanjiNo ratings yet
- Form Qw-482 Suggested Format For Welding Procedure Specifications (WPS) (See QW-200.1, Section IX, ASME Boiler and Pressure Vessel Code)Document2 pagesForm Qw-482 Suggested Format For Welding Procedure Specifications (WPS) (See QW-200.1, Section IX, ASME Boiler and Pressure Vessel Code)Muhammad MunadiNo ratings yet
- Suria Engineering: Procedure Qualification Record (PQR)Document2 pagesSuria Engineering: Procedure Qualification Record (PQR)suria qaqcNo ratings yet
- EFR-190719-PQR-01 - Shell Vertical-Horizontal PDFDocument11 pagesEFR-190719-PQR-01 - Shell Vertical-Horizontal PDFIonut FloricaNo ratings yet
- Welding Procedure SpecificationDocument12 pagesWelding Procedure Specificationsanjay sharmaNo ratings yet
- WPS FormatDocument2 pagesWPS Formatakhilsyam21No ratings yet
- WPQ Format - SMAWDocument3 pagesWPQ Format - SMAWBalkishan DyavanapellyNo ratings yet
- PQR - 1Document1 pagePQR - 1janardan.sfeNo ratings yet
- Procedure Qualification RecordDocument6 pagesProcedure Qualification RecordGaurang PandyaNo ratings yet
- Joints (Qw-402) DetailsDocument3 pagesJoints (Qw-402) DetailsNaqqash SajidNo ratings yet
- Acfrogdgjpoczzmyytfkwbkh0koiyebkjw2cygu7mcl7x89emnhqrr79 8h9g0sneqlza Asreuqopw V3yccnxf6wf4ssafjrpko6znwt9uci Enrtbyu8y I2ju68Document6 pagesAcfrogdgjpoczzmyytfkwbkh0koiyebkjw2cygu7mcl7x89emnhqrr79 8h9g0sneqlza Asreuqopw V3yccnxf6wf4ssafjrpko6znwt9uci Enrtbyu8y I2ju68Daniel CamposNo ratings yet
- PQR FormatDocument2 pagesPQR FormatBE GNo ratings yet
- Qw-483 Procedure Qualification Record (PQR) : SECTION IX, ASME Boiler and Pressure Vessel CodeDocument4 pagesQw-483 Procedure Qualification Record (PQR) : SECTION IX, ASME Boiler and Pressure Vessel Codesreejithr86No ratings yet
- Wps PQR FormDocument8 pagesWps PQR Formmayank0738No ratings yet
- Amrita Engineering Works: QW 483 Suggested Format For Pocedure Qualification Records (PQR)Document3 pagesAmrita Engineering Works: QW 483 Suggested Format For Pocedure Qualification Records (PQR)Balkishan DyavanapellyNo ratings yet
- Welder Certificate Akilesh YadavDocument1 pageWelder Certificate Akilesh Yadavtripatipankaj023No ratings yet
- How to prepare Welding Procedures for Oil & Gas PipelinesFrom EverandHow to prepare Welding Procedures for Oil & Gas PipelinesRating: 5 out of 5 stars5/5 (1)
- Radiographic Testing Report: EGB-S-RT-0002Document4 pagesRadiographic Testing Report: EGB-S-RT-0002Tuấn ĐậuNo ratings yet
- Welding ManualDocument17 pagesWelding Manualalexmty2013No ratings yet
- Chapter 5 (Welding)Document35 pagesChapter 5 (Welding)hemant_durgawaleNo ratings yet
- Syllabus: Craft Instructors Training Scheme (Cits)Document21 pagesSyllabus: Craft Instructors Training Scheme (Cits)Abdul MalikNo ratings yet
- Interesting Welding Machine Features PDFDocument2 pagesInteresting Welding Machine Features PDFRajesh KumarNo ratings yet
- Welding Coordinator WeldMap Weld Data Sheet PDFDocument1 pageWelding Coordinator WeldMap Weld Data Sheet PDFAzhar AhmadNo ratings yet
- Rumaila Operating Organisation Specification For Welding, PWHT and Nde of Process and Utility PipingDocument41 pagesRumaila Operating Organisation Specification For Welding, PWHT and Nde of Process and Utility PipingPaul NieNo ratings yet
- Welded Connections: Lect.24Document15 pagesWelded Connections: Lect.24sanketNo ratings yet
- 19403955-WPS M.S. Is 2062Document10 pages19403955-WPS M.S. Is 2062Varun Malhotra100% (1)
- Wps Sa106 Grbeil Gtaw SmawDocument5 pagesWps Sa106 Grbeil Gtaw SmawRajmahesh DakhoreNo ratings yet
- LNG TankDocument12 pagesLNG TankleakNo ratings yet
- Daily - Field Inspection Sheet (Date:-Xx - Xx.2018)Document7 pagesDaily - Field Inspection Sheet (Date:-Xx - Xx.2018)Balkishan DyavanapellyNo ratings yet
- 13. 0983-23 RT-056-056 DNE-USE จ.พะเยา Pipe Ø 1800 T. 16.0 mm 19-7-23Document14 pages13. 0983-23 RT-056-056 DNE-USE จ.พะเยา Pipe Ø 1800 T. 16.0 mm 19-7-23Wisüttisäk PeäröönNo ratings yet
- Welding TerminologyDocument18 pagesWelding Terminologymahi1437100% (1)
- Basic Joints and Welds: Chapter ObjectivesDocument8 pagesBasic Joints and Welds: Chapter ObjectivesWilly UioNo ratings yet
- Test Coupon SizeDocument1 pageTest Coupon SizeSARSAN NDTNo ratings yet
- Avesta WeldingDocument2 pagesAvesta WeldingGMD87No ratings yet
- Welding Inspection Technology Module 1Document4 pagesWelding Inspection Technology Module 1Shaheed MohammedNo ratings yet
- Radiograph Interpretation - WeldsDocument18 pagesRadiograph Interpretation - WeldsRavi ShankarNo ratings yet
- Utilisation of Electrical Energy 5th Sem Elect Study Material WebDocument85 pagesUtilisation of Electrical Energy 5th Sem Elect Study Material WebRobertNo ratings yet
- Classifications: Austenitic Stainless Welding Wire (Low C, 18%Cr-8%Ni)Document1 pageClassifications: Austenitic Stainless Welding Wire (Low C, 18%Cr-8%Ni)Joni HartonoNo ratings yet
- Today Today: Kobelco Welding Consumables Kobelco Welding ConsumablesDocument3 pagesToday Today: Kobelco Welding Consumables Kobelco Welding ConsumablesMuhammad Iqbal TamiyahNo ratings yet
- Project: 2201-236 - Design and Construction of KIZAD Gas Network - Phase 1Document2 pagesProject: 2201-236 - Design and Construction of KIZAD Gas Network - Phase 1Habibur Rehman MNo ratings yet
- Drum Dryer Moisture ControlDocument12 pagesDrum Dryer Moisture ControlJason RichardsonNo ratings yet
- Advanced Welding Technology Nme055Document2 pagesAdvanced Welding Technology Nme055Pandit Animesh TripathiNo ratings yet
- Welding: Types of Joints and Weld SymbolDocument54 pagesWelding: Types of Joints and Weld Symbolshahaljawaie87100% (1)
- 1.introduction To SMAWDocument74 pages1.introduction To SMAWRumman Ul AhsanNo ratings yet
- Tos 2nd Quarter SmawDocument6 pagesTos 2nd Quarter SmawArnelson Derecho100% (10)
























































































Download as xls, pdf, or txt
You might also like
- 37507022-WPS-PQR-SS-316 LDocument5 pages37507022-WPS-PQR-SS-316 LVarun Malhotra100% (6)
- Dokumen - Tips Cswip 31 Exam AnsDocument32 pagesDokumen - Tips Cswip 31 Exam Anszuheb100% (1)
- Procedure Qualification RecordDocument2 pagesProcedure Qualification RecordDan ClarkeNo ratings yet
- RT Film ReviewDocument1 pageRT Film Reviewpriti kumariNo ratings yet
- Form PQR 1 AsmeDocument6 pagesForm PQR 1 AsmeZam Zam NoorNo ratings yet
- Form PQR 2 AsmeDocument6 pagesForm PQR 2 AsmeZam Zam NoorNo ratings yet
- WPS HaikalDocument3 pagesWPS HaikalRalf PelamoniaNo ratings yet
- BPVC Ix qw-483 PDFDocument2 pagesBPVC Ix qw-483 PDFDwi Agus YuliyantoNo ratings yet
- BPVC Ix qw-483 PDFDocument2 pagesBPVC Ix qw-483 PDFedinson castrilloNo ratings yet
- BPVC Ix qw-483 PDFDocument2 pagesBPVC Ix qw-483 PDFEmma DNo ratings yet
- BPVC Ix qw-483 PDFDocument2 pagesBPVC Ix qw-483 PDFazizNo ratings yet
- BPVC Ix qw-483 PDFDocument2 pagesBPVC Ix qw-483 PDFEmma DNo ratings yet
- BPVC Ix qw-483 PDFDocument2 pagesBPVC Ix qw-483 PDFEmma DNo ratings yet
- Fillet Inspection SheetDocument2 pagesFillet Inspection SheetShankey JAlanNo ratings yet
- SAMPLE FORMAT FOR PROCEDURE QUALIFICATION RECORDS (PQR) BPVC - Ix - qw-483Document2 pagesSAMPLE FORMAT FOR PROCEDURE QUALIFICATION RECORDS (PQR) BPVC - Ix - qw-483Lovedeep SinghNo ratings yet
- Suggested Format PQRDocument2 pagesSuggested Format PQRAngel RebolloNo ratings yet
- QW483Document2 pagesQW483Sc TanNo ratings yet
- QW 483Document2 pagesQW 483delta lab sangliNo ratings yet
- Qw-483 Procedure Qualification Records (PQR: Groove Design of Test Coupon Base Metals (Qw-403) Filler Metals (Qw-404)Document2 pagesQw-483 Procedure Qualification Records (PQR: Groove Design of Test Coupon Base Metals (Qw-403) Filler Metals (Qw-404)Parminder SinghNo ratings yet
- Qw-483 Suggested Format For Welding Procedure Qualification Records (PQR)Document4 pagesQw-483 Suggested Format For Welding Procedure Qualification Records (PQR)aliNo ratings yet
- Procedure Qualification Record (PQR)Document3 pagesProcedure Qualification Record (PQR)surjithkocherilNo ratings yet
- Form Qw-483 Suggested Format For Procedure Qualification Records (PQR) (See QW-200.2, Section IX, ASME Boiler and Pressure Vessel Code) Record Actual Variables Used To Weld Test CouponDocument2 pagesForm Qw-483 Suggested Format For Procedure Qualification Records (PQR) (See QW-200.2, Section IX, ASME Boiler and Pressure Vessel Code) Record Actual Variables Used To Weld Test CouponMijanur Rahman100% (1)
- PQR Editable SampleDocument2 pagesPQR Editable SampleKoya ThangalNo ratings yet
- Sample Editable WPSDocument2 pagesSample Editable WPSsbmmlaNo ratings yet
- Sample Editable WPSDocument2 pagesSample Editable WPSf silva-No ratings yet
- PQR TipsDocument2 pagesPQR TipsWaqas WaqasNo ratings yet
- Qw-482 Suggested Format For Welding Procedure Specifications (WPS) (See QW-200.1, Section IX, ASME Boiler and Pressure Co D E)Document2 pagesQw-482 Suggested Format For Welding Procedure Specifications (WPS) (See QW-200.1, Section IX, ASME Boiler and Pressure Co D E)Vaibhav GuptaNo ratings yet
- PQRDocument2 pagesPQRafqzfieNo ratings yet
- Form Qw-482 Suggested Format For Welding Procedure Specifications (WPS) (See QW-200.1, Section IX, ASME Boiler and Pressure Vessel Code)Document2 pagesForm Qw-482 Suggested Format For Welding Procedure Specifications (WPS) (See QW-200.1, Section IX, ASME Boiler and Pressure Vessel Code)mohammadNo ratings yet
- PQR - 007 샘플Document2 pagesPQR - 007 샘플주용환No ratings yet
- PQR - 007 샘플Document2 pagesPQR - 007 샘플주용환No ratings yet
- ASME WPS-PQR-WQT CombinedDocument6 pagesASME WPS-PQR-WQT CombinedStan HonNo ratings yet
- WPS&PQR FormsDocument4 pagesWPS&PQR FormsArab WeldersNo ratings yet
- Wps FormatDocument2 pagesWps FormatMeghan GhoneNo ratings yet
- Formas Soldadura ASME IX 2017Document7 pagesFormas Soldadura ASME IX 2017Ulises GómezNo ratings yet
- Asme Sec Ix 2019 380Document1 pageAsme Sec Ix 2019 380Balkishan DyavanapellyNo ratings yet
- Welding Procedure Specification (WPS) : JOINTS (QW-402)Document4 pagesWelding Procedure Specification (WPS) : JOINTS (QW-402)Andhira FarizkiNo ratings yet
- PQWDocument3 pagesPQWcorey jacobsNo ratings yet
- SC PTSS PQRDocument3 pagesSC PTSS PQRprayogaNo ratings yet
- 3 BodyPart Edcb3a5f Eede 445f A423 Ea2f5809c15eDocument6 pages3 BodyPart Edcb3a5f Eede 445f A423 Ea2f5809c15emayank0738No ratings yet
- QW 483 - PQR (Gtaw+smaw) 04.01.17Document8 pagesQW 483 - PQR (Gtaw+smaw) 04.01.17Srikant GanjiNo ratings yet
- Form Qw-482 Suggested Format For Welding Procedure Specifications (WPS) (See QW-200.1, Section IX, ASME Boiler and Pressure Vessel Code)Document2 pagesForm Qw-482 Suggested Format For Welding Procedure Specifications (WPS) (See QW-200.1, Section IX, ASME Boiler and Pressure Vessel Code)Muhammad MunadiNo ratings yet
- Suria Engineering: Procedure Qualification Record (PQR)Document2 pagesSuria Engineering: Procedure Qualification Record (PQR)suria qaqcNo ratings yet
- EFR-190719-PQR-01 - Shell Vertical-Horizontal PDFDocument11 pagesEFR-190719-PQR-01 - Shell Vertical-Horizontal PDFIonut FloricaNo ratings yet
- Welding Procedure SpecificationDocument12 pagesWelding Procedure Specificationsanjay sharmaNo ratings yet
- WPS FormatDocument2 pagesWPS Formatakhilsyam21No ratings yet
- WPQ Format - SMAWDocument3 pagesWPQ Format - SMAWBalkishan DyavanapellyNo ratings yet
- PQR - 1Document1 pagePQR - 1janardan.sfeNo ratings yet
- Procedure Qualification RecordDocument6 pagesProcedure Qualification RecordGaurang PandyaNo ratings yet
- Joints (Qw-402) DetailsDocument3 pagesJoints (Qw-402) DetailsNaqqash SajidNo ratings yet
- Acfrogdgjpoczzmyytfkwbkh0koiyebkjw2cygu7mcl7x89emnhqrr79 8h9g0sneqlza Asreuqopw V3yccnxf6wf4ssafjrpko6znwt9uci Enrtbyu8y I2ju68Document6 pagesAcfrogdgjpoczzmyytfkwbkh0koiyebkjw2cygu7mcl7x89emnhqrr79 8h9g0sneqlza Asreuqopw V3yccnxf6wf4ssafjrpko6znwt9uci Enrtbyu8y I2ju68Daniel CamposNo ratings yet
- PQR FormatDocument2 pagesPQR FormatBE GNo ratings yet
- Qw-483 Procedure Qualification Record (PQR) : SECTION IX, ASME Boiler and Pressure Vessel CodeDocument4 pagesQw-483 Procedure Qualification Record (PQR) : SECTION IX, ASME Boiler and Pressure Vessel Codesreejithr86No ratings yet
- Wps PQR FormDocument8 pagesWps PQR Formmayank0738No ratings yet
- Amrita Engineering Works: QW 483 Suggested Format For Pocedure Qualification Records (PQR)Document3 pagesAmrita Engineering Works: QW 483 Suggested Format For Pocedure Qualification Records (PQR)Balkishan DyavanapellyNo ratings yet
- Welder Certificate Akilesh YadavDocument1 pageWelder Certificate Akilesh Yadavtripatipankaj023No ratings yet
- How to prepare Welding Procedures for Oil & Gas PipelinesFrom EverandHow to prepare Welding Procedures for Oil & Gas PipelinesRating: 5 out of 5 stars5/5 (1)
- Radiographic Testing Report: EGB-S-RT-0002Document4 pagesRadiographic Testing Report: EGB-S-RT-0002Tuấn ĐậuNo ratings yet
- Welding ManualDocument17 pagesWelding Manualalexmty2013No ratings yet
- Chapter 5 (Welding)Document35 pagesChapter 5 (Welding)hemant_durgawaleNo ratings yet
- Syllabus: Craft Instructors Training Scheme (Cits)Document21 pagesSyllabus: Craft Instructors Training Scheme (Cits)Abdul MalikNo ratings yet
- Interesting Welding Machine Features PDFDocument2 pagesInteresting Welding Machine Features PDFRajesh KumarNo ratings yet
- Welding Coordinator WeldMap Weld Data Sheet PDFDocument1 pageWelding Coordinator WeldMap Weld Data Sheet PDFAzhar AhmadNo ratings yet
- Rumaila Operating Organisation Specification For Welding, PWHT and Nde of Process and Utility PipingDocument41 pagesRumaila Operating Organisation Specification For Welding, PWHT and Nde of Process and Utility PipingPaul NieNo ratings yet
- Welded Connections: Lect.24Document15 pagesWelded Connections: Lect.24sanketNo ratings yet
- 19403955-WPS M.S. Is 2062Document10 pages19403955-WPS M.S. Is 2062Varun Malhotra100% (1)
- Wps Sa106 Grbeil Gtaw SmawDocument5 pagesWps Sa106 Grbeil Gtaw SmawRajmahesh DakhoreNo ratings yet
- LNG TankDocument12 pagesLNG TankleakNo ratings yet
- Daily - Field Inspection Sheet (Date:-Xx - Xx.2018)Document7 pagesDaily - Field Inspection Sheet (Date:-Xx - Xx.2018)Balkishan DyavanapellyNo ratings yet
- 13. 0983-23 RT-056-056 DNE-USE จ.พะเยา Pipe Ø 1800 T. 16.0 mm 19-7-23Document14 pages13. 0983-23 RT-056-056 DNE-USE จ.พะเยา Pipe Ø 1800 T. 16.0 mm 19-7-23Wisüttisäk PeäröönNo ratings yet
- Welding TerminologyDocument18 pagesWelding Terminologymahi1437100% (1)
- Basic Joints and Welds: Chapter ObjectivesDocument8 pagesBasic Joints and Welds: Chapter ObjectivesWilly UioNo ratings yet
- Test Coupon SizeDocument1 pageTest Coupon SizeSARSAN NDTNo ratings yet
- Avesta WeldingDocument2 pagesAvesta WeldingGMD87No ratings yet
- Welding Inspection Technology Module 1Document4 pagesWelding Inspection Technology Module 1Shaheed MohammedNo ratings yet
- Radiograph Interpretation - WeldsDocument18 pagesRadiograph Interpretation - WeldsRavi ShankarNo ratings yet
- Utilisation of Electrical Energy 5th Sem Elect Study Material WebDocument85 pagesUtilisation of Electrical Energy 5th Sem Elect Study Material WebRobertNo ratings yet
- Classifications: Austenitic Stainless Welding Wire (Low C, 18%Cr-8%Ni)Document1 pageClassifications: Austenitic Stainless Welding Wire (Low C, 18%Cr-8%Ni)Joni HartonoNo ratings yet
- Today Today: Kobelco Welding Consumables Kobelco Welding ConsumablesDocument3 pagesToday Today: Kobelco Welding Consumables Kobelco Welding ConsumablesMuhammad Iqbal TamiyahNo ratings yet
- Project: 2201-236 - Design and Construction of KIZAD Gas Network - Phase 1Document2 pagesProject: 2201-236 - Design and Construction of KIZAD Gas Network - Phase 1Habibur Rehman MNo ratings yet
- Drum Dryer Moisture ControlDocument12 pagesDrum Dryer Moisture ControlJason RichardsonNo ratings yet
- Advanced Welding Technology Nme055Document2 pagesAdvanced Welding Technology Nme055Pandit Animesh TripathiNo ratings yet
- Welding: Types of Joints and Weld SymbolDocument54 pagesWelding: Types of Joints and Weld Symbolshahaljawaie87100% (1)
- 1.introduction To SMAWDocument74 pages1.introduction To SMAWRumman Ul AhsanNo ratings yet
- Tos 2nd Quarter SmawDocument6 pagesTos 2nd Quarter SmawArnelson Derecho100% (10)