Download as pdf or txt
You might also like
- Araldite 2015: Advanced MaterialsDocument6 pagesAraldite 2015: Advanced MaterialsFilipe Alberto MagalhaesNo ratings yet
- Folding Guide PosterDocument1 pageFolding Guide PosterArmentano MirellaNo ratings yet
- 1.pipeline Risk Assessment Definitive Approach and Its Role in Risk ManagementDocument17 pages1.pipeline Risk Assessment Definitive Approach and Its Role in Risk Managementhendry_hdw100% (1)
- ITW Adhesive Plexus-MA3940-Data-SheetDocument2 pagesITW Adhesive Plexus-MA3940-Data-SheetMilind singhNo ratings yet
- Plexus Ma 300 TdsDocument2 pagesPlexus Ma 300 Tdsfernando machadoNo ratings yet
- Molins: Technical Data SheetDocument2 pagesMolins: Technical Data SheetsasidharkanthetiNo ratings yet
- Technical Data Sheet Product 3421: Research, Development & Engineering PreliminaryDocument3 pagesTechnical Data Sheet Product 3421: Research, Development & Engineering PreliminaryAfzal ImamNo ratings yet
- Technical Data Sheet: Primerless MMA AdhesivesDocument3 pagesTechnical Data Sheet: Primerless MMA AdhesivespronavNo ratings yet
- ACRALOCK PP 1-02 Karta Techniczna ENGDocument3 pagesACRALOCK PP 1-02 Karta Techniczna ENGJoanna SąsaraNo ratings yet
- Loctite PC 7319 Chemical Resistant CoatingDocument4 pagesLoctite PC 7319 Chemical Resistant CoatingKarsa SambasNo ratings yet
- Polybetol 40aDocument2 pagesPolybetol 40ahazelNo ratings yet
- Araldite 2047-1: Advanced MaterialsDocument6 pagesAraldite 2047-1: Advanced MaterialsLiberio AragaoNo ratings yet
- LOCTITE PC 7227 en - GLDocument4 pagesLOCTITE PC 7227 en - GLLuhur BudiNo ratings yet
- Ma530 Data Sheet - Rev14Document2 pagesMa530 Data Sheet - Rev14Ricardo RochaNo ratings yet
- Molins: Technical Data SheetDocument2 pagesMolins: Technical Data SheetsasidharkanthetiNo ratings yet
- Exact Brochure For Your Precise NeedsDocument4 pagesExact Brochure For Your Precise NeedsmaheshgupteNo ratings yet
- May 2018 Technical Data Sheet: Octyl/Decyl Trimellitate TMC - CDocument1 pageMay 2018 Technical Data Sheet: Octyl/Decyl Trimellitate TMC - CLim Chee SiangNo ratings yet
- Masterflow - 410 v3Document2 pagesMasterflow - 410 v3amr.yousry.91No ratings yet
- Crestomer-1152PA ENG TDS Feb18Document3 pagesCrestomer-1152PA ENG TDS Feb18fernando machadoNo ratings yet
- VERTEX Epoxy Self LevellingDocument2 pagesVERTEX Epoxy Self LevellingSheikh BeryalNo ratings yet
- Espol 38.00 Revised 07032016Document2 pagesEspol 38.00 Revised 07032016Vinay YadavNo ratings yet
- Iso-Superior Glycols-Plain: Product Features & ApplicationsDocument1 pageIso-Superior Glycols-Plain: Product Features & ApplicationsEldiyar AzamatovNo ratings yet
- Flowcrete Asia Mondéco Crystal May2020 TdsDocument2 pagesFlowcrete Asia Mondéco Crystal May2020 TdsQuoc AnNo ratings yet
- Loctite EA E-30CL™: Technical Data SheetDocument3 pagesLoctite EA E-30CL™: Technical Data SheetAbhishek Kumar SinghNo ratings yet
- TDS Nitoflor SL3000 UT Saudi ArabiaDocument5 pagesTDS Nitoflor SL3000 UT Saudi ArabiaShaikhRizwanNo ratings yet
- 2511 Prepreg System: Industry Material Specification Industry DatabaseDocument4 pages2511 Prepreg System: Industry Material Specification Industry DatabaseChiranthanRameshNo ratings yet
- 8936 - Crestapol 1080 Crestapol en Mar16Document4 pages8936 - Crestapol 1080 Crestapol en Mar16Marjan ArhNo ratings yet
- PBN DatasheetDocument1 pagePBN DatasheetLove MishraNo ratings yet
- Araldite 2014-2: Advanced MaterialsDocument6 pagesAraldite 2014-2: Advanced MaterialsAnonymous r3MoX2ZMTNo ratings yet
- PETRONAS Urania CFDocument1 pagePETRONAS Urania CFHazrulnizam HassanNo ratings yet
- Devcon Plastic Steel Putty ADocument3 pagesDevcon Plastic Steel Putty AAZLAN ABDULLAINo ratings yet
- 1090 Cat 9 Stycast TdsDocument3 pages1090 Cat 9 Stycast TdsIttiwat TabtimsriNo ratings yet
- Technical Data Sheet Product 406: Worldwide Version, February 1996Document3 pagesTechnical Data Sheet Product 406: Worldwide Version, February 1996Muhammad irtizaNo ratings yet
- Lapox Laseal Normal SettingDocument4 pagesLapox Laseal Normal SettingPRAVEEN VARMANo ratings yet
- Tds Conbextra Ep150 Saudi ArabiaDocument4 pagesTds Conbextra Ep150 Saudi ArabiaALWIN T RAJNo ratings yet
- Interface Value GradesDocument16 pagesInterface Value Gradesvagner boldiNo ratings yet
- EP 520 EPC 520 Rev. 3Document2 pagesEP 520 EPC 520 Rev. 3yoniNo ratings yet
- Loctite 454™: Technical Data SheetDocument4 pagesLoctite 454™: Technical Data Sheetle ducNo ratings yet
- Fluorseals PTFE 15% Glass FilledDocument1 pageFluorseals PTFE 15% Glass FilledPriyadarshini Krishnaswamy0% (1)
- Anabond 111 Thread LockerDocument2 pagesAnabond 111 Thread LockerRohit MahaleNo ratings yet
- Mesamoll eDocument4 pagesMesamoll eKatherine Cobo OteroNo ratings yet
- MeCaTeC MeCaCorr 700Document1 pageMeCaTeC MeCaCorr 700Camilo Andrés Vargas JiménezNo ratings yet
- Araldite FT 420 AB ENDocument5 pagesAraldite FT 420 AB ENantoine DelesvauxNo ratings yet
- RTV 3816Document3 pagesRTV 3816EASY LEARNINGNo ratings yet
- TDS-4410-Thermal-Break-TapeDocument2 pagesTDS-4410-Thermal-Break-TapeJohan TanNo ratings yet
- TDS Chemical Resistant CoatingDocument4 pagesTDS Chemical Resistant CoatingEdo Faizal2No ratings yet
- MeCaTeC MeCaCorr 710 Surface Polymer Ceramic CoatingDocument1 pageMeCaTeC MeCaCorr 710 Surface Polymer Ceramic CoatingjaviermvsNo ratings yet
- M705-ULT369 Technical Data - 1.0EDocument12 pagesM705-ULT369 Technical Data - 1.0EQuýNguyễnNo ratings yet
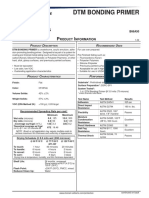
- DTM Bonding Primer: Protective & Marine CoatingsDocument4 pagesDTM Bonding Primer: Protective & Marine CoatingsAna CabreraNo ratings yet
- TDS Conbextra EP160 Saudi ArabiaDocument4 pagesTDS Conbextra EP160 Saudi ArabiajasonNo ratings yet
- Fosroc_Conbextra_C_TDSDocument4 pagesFosroc_Conbextra_C_TDSsashilaNo ratings yet
- Cril at 4830Document4 pagesCril at 4830ForeverNo ratings yet
- MasterEmaco 2525 ASEAN V1.4 0713Document2 pagesMasterEmaco 2525 ASEAN V1.4 0713Muhammad Fadhil ImansyahNo ratings yet
- Loctite 415™: Technical Data SheetDocument3 pagesLoctite 415™: Technical Data SheettheoNo ratings yet
- Acrylic EsterDocument27 pagesAcrylic EsterrabiulfNo ratings yet
- LOCTITEDocument2 pagesLOCTITEHrNo ratings yet
- Loctite 495Document3 pagesLoctite 495Rammstein GottNo ratings yet
- Humiseal 1B31 English TdsDocument2 pagesHumiseal 1B31 English TdsLee HitchensNo ratings yet
- HT - Sikagard 63 NDocument7 pagesHT - Sikagard 63 NFalero Paico ENo ratings yet
- Epibear: Technical DatasheetDocument3 pagesEpibear: Technical DatasheetBogdanBNo ratings yet
- DMC - Prasentation1Document8 pagesDMC - Prasentation1Selva BabuNo ratings yet
- Solar Photovoltaic Wire 600V: DescriptionDocument1 pageSolar Photovoltaic Wire 600V: DescriptionAMARENDRA SINo ratings yet
- Magnum Composite Plug Catalog 06-30-10Document21 pagesMagnum Composite Plug Catalog 06-30-10Emad JamshidiNo ratings yet
- Cherokee Six 3oo Information ManualDocument113 pagesCherokee Six 3oo Information ManualYuri AlexanderNo ratings yet
- Sizing of PV SystemDocument6 pagesSizing of PV Systemmanu_ram1No ratings yet
- Beautiful Soup DocumentationDocument61 pagesBeautiful Soup DocumentationWestNo ratings yet
- Service Manual XT 125 2005Document32 pagesService Manual XT 125 2005Bálint GézaNo ratings yet
- Summary of Motor Greasing: Total Compliance %Document3 pagesSummary of Motor Greasing: Total Compliance %Amaresh NayakNo ratings yet
- Cssexp 4Document9 pagesCssexp 4Madhura BartakkeNo ratings yet
- Rib and Timber Infill LoadsDocument2 pagesRib and Timber Infill LoadsKesavan DhuraiNo ratings yet
- Topic 6 Fields and Forces and Topic 9 Motion in FieldsDocument30 pagesTopic 6 Fields and Forces and Topic 9 Motion in Fieldsgloria11111No ratings yet
- Ship Power PlantDocument141 pagesShip Power Plantnguyentrunghieu51dltt100% (2)
- Midea Air Dryer PDFDocument20 pagesMidea Air Dryer PDFMr DemekeNo ratings yet
- Home Security SystemDocument8 pagesHome Security SystemBiplav ChoudhuryNo ratings yet
- Catalog Bencomp Brosura Engleza 2018Document12 pagesCatalog Bencomp Brosura Engleza 2018sergiu9886No ratings yet
- 2018 Data Factsheet Donations and VolunteerismDocument1 page2018 Data Factsheet Donations and VolunteerismPallavi ReddyNo ratings yet
- CHAPTER 4 DrivesDocument24 pagesCHAPTER 4 DrivesChala NigussieNo ratings yet
- Prácticas de GMDocument45 pagesPrácticas de GMJefatura Diseño IndustrialNo ratings yet
- CV Engr. Md. HasmotuzzamanDocument7 pagesCV Engr. Md. HasmotuzzamanEngr SwapanNo ratings yet
- 2D CFD Transient Analysis of Darrieus H Type Vertical Axis Wind TurbineDocument43 pages2D CFD Transient Analysis of Darrieus H Type Vertical Axis Wind TurbinekaushikNo ratings yet
- Manual YbportDocument105 pagesManual YbportMan GeekaaNo ratings yet
- ZL300 Main Contact Kit: Product-DetailsDocument3 pagesZL300 Main Contact Kit: Product-DetailsMahyar MashayekhiNo ratings yet
- 5 Dairy Processing - Clarification and Cream SeparationDocument6 pages5 Dairy Processing - Clarification and Cream SeparationSPMUSER9ANo ratings yet
- Computer ScientistDocument15 pagesComputer ScientistRenz Banayat Del RosarioNo ratings yet
- Formal Language and Automata Theory (CS21004) : Soumyajit Dey CSE, IIT KharagpurDocument23 pagesFormal Language and Automata Theory (CS21004) : Soumyajit Dey CSE, IIT KharagpurManad MishraNo ratings yet
- Lin Cot 2005Document9 pagesLin Cot 2005londemonNo ratings yet
- Click Here To Download IG Reels GuideDocument12 pagesClick Here To Download IG Reels GuidePampuliciNo ratings yet
- MusicPal Manual Musicpal enDocument120 pagesMusicPal Manual Musicpal enzocanNo ratings yet
- 8 Sem Report 190060106004 Mehul Chauhan Final Report Last SemDocument53 pages8 Sem Report 190060106004 Mehul Chauhan Final Report Last SemLalji AhirNo ratings yet