Download as xlsx, pdf, or txt
You might also like
- ANSI HI 14.6-2011 Rotodynamic Pumps For Hydraulic Performance Acceptance Tests PDFDocument91 pagesANSI HI 14.6-2011 Rotodynamic Pumps For Hydraulic Performance Acceptance Tests PDFLuis DanielNo ratings yet
- 175 045600Document2 pages175 045600Abu Anas M.Salaheldin0% (1)
- Samson Globe Control ValveDocument12 pagesSamson Globe Control ValveShishir DwivediNo ratings yet
- 1.lesson Plan Welding Basic Metals - 0 - 0Document6 pages1.lesson Plan Welding Basic Metals - 0 - 0Romel A. De GuiaNo ratings yet
- Saudi Aramco Inspection Checklist: Inspection of Pneumatic Test (Strength & Service) SAIC-A-2021 30-Apr-17 MechDocument4 pagesSaudi Aramco Inspection Checklist: Inspection of Pneumatic Test (Strength & Service) SAIC-A-2021 30-Apr-17 Mechkarthi51289No ratings yet
- Saudi Aramco Inspection Checklist: Verify Test Equipment (Safety Assessment) SAIC-A-2009 15-Dec-09 MechDocument6 pagesSaudi Aramco Inspection Checklist: Verify Test Equipment (Safety Assessment) SAIC-A-2009 15-Dec-09 MechEagle SpiritNo ratings yet
- Saudi Aramco Inspection ChecklistDocument2 pagesSaudi Aramco Inspection Checklistkarthi51289No ratings yet
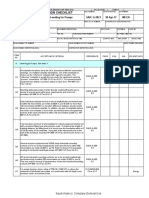
- Saudi Aramco Inspection Checklist: Mounting Plate Installation and Leveling For Pumps SAIC-G-2021 30-Apr-17 MechDocument15 pagesSaudi Aramco Inspection Checklist: Mounting Plate Installation and Leveling For Pumps SAIC-G-2021 30-Apr-17 Mechkarthi51289No ratings yet
- Saudi Aramco Inspection Checklist: Review Procedure - Pressure Testing (All Applications) SAIC-A-2001 15-Nov-17 MechDocument27 pagesSaudi Aramco Inspection Checklist: Review Procedure - Pressure Testing (All Applications) SAIC-A-2001 15-Nov-17 MechNaushad AlamNo ratings yet
- Saudi Aramco Test ReportDocument8 pagesSaudi Aramco Test ReportJagdishNo ratings yet
- Schedule B - Attachment IVDocument29 pagesSchedule B - Attachment IVAbdul Ahad LoneNo ratings yet
- Choke Valve CatalogueDocument28 pagesChoke Valve CatalogueAzwan ShahmeeNo ratings yet
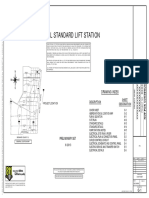
- Wws Typical Standard Lift StationDocument13 pagesWws Typical Standard Lift StationkingdbmNo ratings yet
- IMIOrton MV SeriesDocument4 pagesIMIOrton MV SeriesFelipe Gamboa GálvezNo ratings yet
- Saudi Aramco Inspection Checklist: Vent Piping Connection SAIC-S-4041 18-May-05 PlumbDocument2 pagesSaudi Aramco Inspection Checklist: Vent Piping Connection SAIC-S-4041 18-May-05 PlumbUzair AhmadNo ratings yet
- Saic e 2002Document10 pagesSaic e 2002jerinNo ratings yet
- Saic A 1002Document2 pagesSaic A 1002karthi51289No ratings yet
- MESC SPE 74-018 - 2010 - Nickel Alloy Pipe To Astm b167Document7 pagesMESC SPE 74-018 - 2010 - Nickel Alloy Pipe To Astm b167sathi11189No ratings yet
- Indra: Total SheetDocument633 pagesIndra: Total SheetPHAM PHI HUNGNo ratings yet
- Saudi Aramco Inspection ChecklistDocument10 pagesSaudi Aramco Inspection Checklistnisha_khan0% (1)
- Satr A 2010Document2 pagesSatr A 2010nadeem shaikhNo ratings yet
- Saudi Arabian Oil Company: Centrifugal Pump Data Sheet For Horizontal Pumps and Vertical In-Line PumpsDocument6 pagesSaudi Arabian Oil Company: Centrifugal Pump Data Sheet For Horizontal Pumps and Vertical In-Line PumpsAnshu K MuhammedNo ratings yet
- Retriever Manual PDFDocument49 pagesRetriever Manual PDFJanneth Herrera FloresNo ratings yet
- Ansi Ashrae 16 - 2016Document48 pagesAnsi Ashrae 16 - 2016Leonardo F. Soares100% (1)
- Shop Inspection & Test procedure-GVK-1Document7 pagesShop Inspection & Test procedure-GVK-1Sungil ChoiNo ratings yet
- Dilating Disk Valve White PaperDocument11 pagesDilating Disk Valve White PaperDeltaflyer47No ratings yet
- 8 in - #600 - TMBV - WCB - SS316 - GadDocument1 page8 in - #600 - TMBV - WCB - SS316 - Gadrashid kNo ratings yet
- Surge Relief Valve Definition Function Types Sizing SelectionDocument6 pagesSurge Relief Valve Definition Function Types Sizing Selectionkamala 123100% (1)
- SOLENOID VALVE ASCO LowPower - Gseries - R8 PDFDocument14 pagesSOLENOID VALVE ASCO LowPower - Gseries - R8 PDFNUR AFIFAHNo ratings yet
- Test Pack ProcedureDocument10 pagesTest Pack ProcedureDaengkulle Firmansyah PuteraNo ratings yet
- EN 10213 Material SpecificationsDocument1 pageEN 10213 Material Specifications김창배No ratings yet
- SAIC-A-2008 Rev 6 Verify Test Medium For Hydrostatic Testing and Lay UpDocument2 pagesSAIC-A-2008 Rev 6 Verify Test Medium For Hydrostatic Testing and Lay UpAhdal NoushadNo ratings yet
- Saudi Aramco Inspection ChecklistDocument1 pageSaudi Aramco Inspection Checklistkartik_harwani4387No ratings yet
- Mesc Spe 76 121 2016Document6 pagesMesc Spe 76 121 2016Salahuddin FarooquiNo ratings yet
- Katalog Hydraulic Jack Merek SunrunDocument4 pagesKatalog Hydraulic Jack Merek SunrunFebri SartikaNo ratings yet
- APGA Code of Practice For Upstream PE Gathering Lines in The CSG IndustryDocument174 pagesAPGA Code of Practice For Upstream PE Gathering Lines in The CSG Industrydamian o'connorNo ratings yet
- Valvula .ArfluDocument118 pagesValvula .Arfluangel faresNo ratings yet
- SATIP-W-011-01 Rev 8Document10 pagesSATIP-W-011-01 Rev 8saravananmenmathiNo ratings yet
- Leakage of Valves - Testing API 598, ANSI FCI 70-2, MSS-SP-61 and ISO Standard 5208Document16 pagesLeakage of Valves - Testing API 598, ANSI FCI 70-2, MSS-SP-61 and ISO Standard 5208rajum465No ratings yet
- D3230 19 PDFDocument7 pagesD3230 19 PDFalexanderNo ratings yet
- G16S-0202-07 - Two Layer PaintingDocument7 pagesG16S-0202-07 - Two Layer Paintingpuwarin naja100% (1)
- Torque Value DelmonDocument8 pagesTorque Value DelmonKhalid HaiderNo ratings yet
- Calibration Certificate SampleDocument1 pageCalibration Certificate Samplefarid noor JusufNo ratings yet
- Preview NACE+Standard+SP0394-2013Document5 pagesPreview NACE+Standard+SP0394-2013Aswin K Ravi0% (1)
- Carbon and Alloy Steel Fittings (Amendments/Supplements To Astm A 234)Document9 pagesCarbon and Alloy Steel Fittings (Amendments/Supplements To Astm A 234)Sintha AidroosNo ratings yet
- 175-026600 10312016Document2 pages175-026600 10312016Prasanna UmapathyNo ratings yet
- Circulating Water Pipes and Fittings - Rev 1Document14 pagesCirculating Water Pipes and Fittings - Rev 1Yurizal firmansyahNo ratings yet
- Companion ASME Vol. III-ch4Document22 pagesCompanion ASME Vol. III-ch4Siddhartha GaubaNo ratings yet
- Hawkeye-100 User Manual (Colepcon)Document21 pagesHawkeye-100 User Manual (Colepcon)Ramiro Lozano RuedaNo ratings yet
- 01-SAMSS-048 PDF Download - CRA Clad or Lined Steel PipeDocument4 pages01-SAMSS-048 PDF Download - CRA Clad or Lined Steel PipeZahidRafiqueNo ratings yet
- IOM Ball Valve Top EntryDocument8 pagesIOM Ball Valve Top Entrytoader56No ratings yet
- Saudi Aramco Inspection Checklist: Review of Hot Tap/Stopple & Reinforcement Calc Sheet SAIC-L-2091 30-Apr-17 MechDocument18 pagesSaudi Aramco Inspection Checklist: Review of Hot Tap/Stopple & Reinforcement Calc Sheet SAIC-L-2091 30-Apr-17 Mechkarthi51289No ratings yet
- Sferova API6 Ball Valve CatalogueDocument27 pagesSferova API6 Ball Valve CatalogueWong JowoNo ratings yet
- Fabrications - Guide - SS CORRUGATEDDocument54 pagesFabrications - Guide - SS CORRUGATEDSunil GhosalkarNo ratings yet
- Saudi Aramco Inspection Checklist: Post Weld Heat Treatment (PWHT) For On-Plot Piping SAIC-W-2004 15-Jul-18 WeldDocument1 pageSaudi Aramco Inspection Checklist: Post Weld Heat Treatment (PWHT) For On-Plot Piping SAIC-W-2004 15-Jul-18 Weldm4metzNo ratings yet
- SAIC-A-2007 Rev 3Document12 pagesSAIC-A-2007 Rev 3imrankhan22No ratings yet
- Saic W 2036Document2 pagesSaic W 2036Neelam AhmadNo ratings yet
- QC-wps-06 Rev. 0 A283 GR.C Tank 130Document2 pagesQC-wps-06 Rev. 0 A283 GR.C Tank 130Richard PeriyanayagamNo ratings yet
- SAIC-A-2023 Rev 6 Prssure Test Air GasDocument5 pagesSAIC-A-2023 Rev 6 Prssure Test Air Gaspookkoya thangalNo ratings yet
- Saudi Aramco Inspection Checklist: Pressurization For Bubble Leak Test (Using Air, Inert Gas) SAIC-A-2023 30-Apr-17 MechDocument5 pagesSaudi Aramco Inspection Checklist: Pressurization For Bubble Leak Test (Using Air, Inert Gas) SAIC-A-2023 30-Apr-17 Mechkarthi51289No ratings yet
- Saudi Aramco Inspection Checklist: Inspection of Filling & Pressurization (Hydro Test) SAIC-A-2013 3-Jul-18Document5 pagesSaudi Aramco Inspection Checklist: Inspection of Filling & Pressurization (Hydro Test) SAIC-A-2013 3-Jul-18karthi51289No ratings yet
- Saudi Aramco Inspection ChecklistDocument10 pagesSaudi Aramco Inspection Checklistkarthi51289No ratings yet
- TWAD - Hdpe Certificate - 75231 Sudhakar 90mmDocument2 pagesTWAD - Hdpe Certificate - 75231 Sudhakar 90mmkarthi51289No ratings yet
- Saudi Aramco Inspection Checklist: Pressurization of Pneumatic Test (Strength & Service) SAIC-A-2020 3-Jul-18 MechDocument4 pagesSaudi Aramco Inspection Checklist: Pressurization of Pneumatic Test (Strength & Service) SAIC-A-2020 3-Jul-18 Mechkarthi51289No ratings yet
- Saudi Aramco Inspection Checklist: Fire Alarm System - Pre-Commissioning Inspection SAIC-B-6108 3-Jul-18 InstDocument17 pagesSaudi Aramco Inspection Checklist: Fire Alarm System - Pre-Commissioning Inspection SAIC-B-6108 3-Jul-18 Instkarthi51289No ratings yet
- Saudi Aramco Inspection ChecklistDocument13 pagesSaudi Aramco Inspection Checklistkarthi51289No ratings yet
- Saudi Aramco Inspection ChecklistDocument6 pagesSaudi Aramco Inspection Checklistkarthi51289No ratings yet
- Saudi Aramco Inspection Checklist: Pre-Test Inspection of API Tanks SAIC-A-2026 3-Jul-18 MechDocument2 pagesSaudi Aramco Inspection Checklist: Pre-Test Inspection of API Tanks SAIC-A-2026 3-Jul-18 Mechkarthi51289No ratings yet
- Saudi Aramco Inspection Checklist: Inspection of Pneumatic Test (Strength & Service) SAIC-A-2021 3-Jul-18 MechDocument3 pagesSaudi Aramco Inspection Checklist: Inspection of Pneumatic Test (Strength & Service) SAIC-A-2021 3-Jul-18 Mechkarthi51289No ratings yet
- Saudi Aramco Inspection Checklist: Inspection of Leaks For Tightness Testing SAIC-A-2024 3-Jul-18 MechDocument3 pagesSaudi Aramco Inspection Checklist: Inspection of Leaks For Tightness Testing SAIC-A-2024 3-Jul-18 Mechkarthi51289100% (1)
- Saudi Aramco Inspection ChecklistDocument1 pageSaudi Aramco Inspection Checklistkarthi51289No ratings yet
- Saudi Aramco Inspection ChecklistDocument2 pagesSaudi Aramco Inspection Checklistkarthi51289No ratings yet
- Saudi Aramco Inspection Checklist Visual Inspection at Test PressureDocument8 pagesSaudi Aramco Inspection Checklist Visual Inspection at Test Pressurekarthi51289No ratings yet
- Saudi Aramco Inspection Checklist Visual Inspection at Test PressureDocument8 pagesSaudi Aramco Inspection Checklist Visual Inspection at Test Pressurekarthi51289No ratings yet
- Saudi Aramco Inspection Checklist: Inspection of Filling & Pressurization (Hydro Test) SAIC-A-2013 3-Jul-18Document5 pagesSaudi Aramco Inspection Checklist: Inspection of Filling & Pressurization (Hydro Test) SAIC-A-2013 3-Jul-18karthi51289No ratings yet
- Saudi Aramco Inspection Checklist: Depressurization & Disposal of Hydrotest Water SAIC-A-2017 3-Jul-18 MechDocument1 pageSaudi Aramco Inspection Checklist: Depressurization & Disposal of Hydrotest Water SAIC-A-2017 3-Jul-18 Mechkarthi51289No ratings yet
- English English: Stock No: 1241047 RS Pro 35 X 77mm Defrost Thermostat, NTC, Two OutputsDocument3 pagesEnglish English: Stock No: 1241047 RS Pro 35 X 77mm Defrost Thermostat, NTC, Two OutputsBanyar AungNo ratings yet
- Item P 304 Cement Treated Base CourseDocument13 pagesItem P 304 Cement Treated Base CoursePRIYANKA B A100% (1)
- (CIDECT DG1) - Design Guide For Circular Hollow Section (CHS) Joints Under Predominantly Static LoadingDocument142 pages(CIDECT DG1) - Design Guide For Circular Hollow Section (CHS) Joints Under Predominantly Static Loading_at_to_50% (2)
- 6.4 Procedure For InsulationDocument11 pages6.4 Procedure For Insulationrendra syamNo ratings yet
- Assignment # 2FDocument9 pagesAssignment # 2FCrisnico PeligrinoNo ratings yet
- CH-11 Strain EnergyDocument19 pagesCH-11 Strain Energyمحمد خريبطNo ratings yet
- Piping Diagram DrawingDocument40 pagesPiping Diagram DrawingFrengky Edward Pakpahan100% (1)
- Lesson 1.3 - Support ConnectionsDocument37 pagesLesson 1.3 - Support ConnectionsAnthony Jerome BellaNo ratings yet
- Tci DissertationDocument29 pagesTci DissertationAamir KhanNo ratings yet
- Notes:-: LSB Temerity Infra PVT LTDDocument1 pageNotes:-: LSB Temerity Infra PVT LTDV.m. RajanNo ratings yet
- Canvas Doc - Elevation Covered CourtDocument3 pagesCanvas Doc - Elevation Covered CourtWeng KayNo ratings yet
- Boiler HandbookDocument40 pagesBoiler HandbookGovindarajan Chandrasekaran100% (2)
- MFL ProcedureDocument5 pagesMFL ProcedureNDTInstructor67% (3)
- Construction DetailsDocument24 pagesConstruction DetailsAWAKSEORANG100% (3)
- Comparison of The Implicit and Explicit Finite Element Methods Using Crystal PlasticityDocument14 pagesComparison of The Implicit and Explicit Finite Element Methods Using Crystal PlasticityShailendra KumarNo ratings yet
- Improved Refractories Systems Waste To Energy ApplicationsDocument8 pagesImproved Refractories Systems Waste To Energy Applicationsmuhammad abidinNo ratings yet
- Pile Foundation - Single PileDocument80 pagesPile Foundation - Single PileMuhammad Fahmi Anb100% (1)
- Faculty of Engineering Petroleum Engineering Department: Drilling Engineering II Fourth StageDocument36 pagesFaculty of Engineering Petroleum Engineering Department: Drilling Engineering II Fourth StageSarbast TaqanaNo ratings yet
- Spray Booth Design EnglishDocument7 pagesSpray Booth Design EnglishGanesh.MahendraNo ratings yet
- Polyolefin FoamsDocument149 pagesPolyolefin FoamsAlexey GuskovNo ratings yet
- Study On Water Evaporation Rate From Indoor Swimming Pools: Ilona RzeźnikDocument8 pagesStudy On Water Evaporation Rate From Indoor Swimming Pools: Ilona RzeźnikkktayNo ratings yet
- Determining The Penetration of Chloride Ion Into Concrete by PondingDocument4 pagesDetermining The Penetration of Chloride Ion Into Concrete by PondingMarco RiveraNo ratings yet
- Joints in BuildingDocument24 pagesJoints in BuildingBRAIN OF AN ARCHITECTNo ratings yet
- Chapter 11 - Boiling and CondensationDocument47 pagesChapter 11 - Boiling and CondensationhaqjmiNo ratings yet
- Inbound 6440181408651573670Document44 pagesInbound 6440181408651573670Lester TorobaNo ratings yet
- Rail Structure Interaction - Solutions - MidasBridge-part-1Document20 pagesRail Structure Interaction - Solutions - MidasBridge-part-1MURTHYNo ratings yet
- York Heat-Pump enDocument29 pagesYork Heat-Pump enFalak KhanNo ratings yet
- D&H Sécheron Electrodes Private Limited: Approximate Comparison WithDocument5 pagesD&H Sécheron Electrodes Private Limited: Approximate Comparison WithmahaveenNo ratings yet
- Zero Energy Green Home Office InterLED LightDocument1 pageZero Energy Green Home Office InterLED LightSsi OmarNo ratings yet