Download as pdf or txt
You might also like
- Questions Chapter 1 4Document97 pagesQuestions Chapter 1 4Rhea Lyn CayobitNo ratings yet
- Development and Analysis of Butt and Lap Welds in Micro Friction Stir Welding ( FSW)Document5 pagesDevelopment and Analysis of Butt and Lap Welds in Micro Friction Stir Welding ( FSW)HahaNo ratings yet
- Mechanical and Microstructural Behaviour of 2024-7075 Aluminium Alloy Sheets Joined by Friction Stir WeldingDocument7 pagesMechanical and Microstructural Behaviour of 2024-7075 Aluminium Alloy Sheets Joined by Friction Stir WeldingMed BENYASSSINENo ratings yet
- (Elearnica) - Effect - of - Welding - Parameters - On - Mechanical - and - Microstructural - Properties - o PDFDocument8 pages(Elearnica) - Effect - of - Welding - Parameters - On - Mechanical - and - Microstructural - Properties - o PDFelmiraNo ratings yet
- 2019 A Review On Resistance Spot Welding of Steel MaterialDocument13 pages2019 A Review On Resistance Spot Welding of Steel Materialguravshubham7777No ratings yet
- Zhang2020 AnnotatedDocument13 pagesZhang2020 AnnotatedAHMED SAMIR ALEMDARNo ratings yet
- Enhancing Joint Performance in Friction Stir Welding Through Tailored Double-Butt-Lap GeometryDocument13 pagesEnhancing Joint Performance in Friction Stir Welding Through Tailored Double-Butt-Lap GeometryafabNo ratings yet
- Investigation of Mechanical Behavior of Friction Stir Welded Joints of AA6063 With AA5083 Aluminum AlloysDocument5 pagesInvestigation of Mechanical Behavior of Friction Stir Welded Joints of AA6063 With AA5083 Aluminum AlloysMKM OfficialNo ratings yet
- Aeletters 2023 8 2 3Document10 pagesAeletters 2023 8 2 3miskoscribdNo ratings yet
- 2021 AA 5082 and AA 6061Document5 pages2021 AA 5082 and AA 6061V.v. TaguisNo ratings yet
- Materials Today: Proceedings: Sachindra Shankar, Somnath ChattopadhyayaDocument4 pagesMaterials Today: Proceedings: Sachindra Shankar, Somnath ChattopadhyayaPratikraj GohilNo ratings yet
- Microstructure and Mechanical Properties of Dissimilar Al Cu Joints by Friction Stir WeldingDocument8 pagesMicrostructure and Mechanical Properties of Dissimilar Al Cu Joints by Friction Stir WeldinglarryNo ratings yet
- Aa 7075&az 31Document6 pagesAa 7075&az 31ggNo ratings yet
- Welded Lap Joints of Thin Steel Sheets With DiffeDocument11 pagesWelded Lap Joints of Thin Steel Sheets With DiffeRicardo HernandezNo ratings yet
- Materials Today: Proceedings: P. Satish Kumar, M. Shiva ChanderDocument6 pagesMaterials Today: Proceedings: P. Satish Kumar, M. Shiva ChanderAHMED SAMIR ALEMDARNo ratings yet
- Trans NonferrousMet Soc China29201918241835Document13 pagesTrans NonferrousMet Soc China29201918241835omerNo ratings yet
- A Review of Conical Tool Feature VariatiDocument4 pagesA Review of Conical Tool Feature Variatiالسيد ابراهيم عبدالعزيز عبداللهNo ratings yet
- Hardness and Tensile Behavior of Friction Stir Welded Aluminum AA6351 ALLOYDocument4 pagesHardness and Tensile Behavior of Friction Stir Welded Aluminum AA6351 ALLOYSreeharan Nagamani BNo ratings yet
- Influence of Groove Angle On Hardness and Reinforcement Height of Shielded Metal Arc Welded Joints For Low Carbon AISI 1016 Steel PlatesDocument4 pagesInfluence of Groove Angle On Hardness and Reinforcement Height of Shielded Metal Arc Welded Joints For Low Carbon AISI 1016 Steel PlatesMoin ANo ratings yet
- Spot Welding of 6061 Aluminum Alloy by Friction Stir Spot Welding ProcessDocument4 pagesSpot Welding of 6061 Aluminum Alloy by Friction Stir Spot Welding Processosama1928No ratings yet
- Experimental Studies On Optimized Mechanical Properties While Dissimilar Joining AA6061 and AA5010 in A Friction Stir Welding ProcessDocument16 pagesExperimental Studies On Optimized Mechanical Properties While Dissimilar Joining AA6061 and AA5010 in A Friction Stir Welding ProcessRaul VelascoNo ratings yet
- Improving Microstructural and Tensile Properties of AZ31B Magnesium Alloy Joints by Stationary Shoulder FSW PDFDocument9 pagesImproving Microstructural and Tensile Properties of AZ31B Magnesium Alloy Joints by Stationary Shoulder FSW PDFSantiago EscobarNo ratings yet
- Analysis of Distortion, Corrosion and Mechanical Properties of Welded ASTM A36 Steel U-Type ProfilesDocument8 pagesAnalysis of Distortion, Corrosion and Mechanical Properties of Welded ASTM A36 Steel U-Type ProfilesIJAERS JOURNALNo ratings yet
- DuanDocument9 pagesDuanAHMED SAMIR ALEMDARNo ratings yet
- A Review of Friction Stirs WeldingDocument6 pagesA Review of Friction Stirs WeldingEditor IJTSRDNo ratings yet
- Materials Science & Engineering ADocument14 pagesMaterials Science & Engineering AYokesh KCNo ratings yet
- FATIGA BUENOsivaraj2014Document9 pagesFATIGA BUENOsivaraj2014Taguis VelascoNo ratings yet
- Effects of Joint Geometries On Welding of Mild Steel by Shielded Metal Arc Welding (Smaw)Document6 pagesEffects of Joint Geometries On Welding of Mild Steel by Shielded Metal Arc Welding (Smaw)Sudeep Kumar SinghNo ratings yet
- Mechanical and Microstructural Behaviour of 2024-7075 Aluminium Alloy Sheets Joined by Friction Stir Welding PDFDocument7 pagesMechanical and Microstructural Behaviour of 2024-7075 Aluminium Alloy Sheets Joined by Friction Stir Welding PDFSabry S. YoussefNo ratings yet
- Effect of Kissing Bond On Fatigue Behavior of Friction Stir Welds On Al 5083 AlloyDocument7 pagesEffect of Kissing Bond On Fatigue Behavior of Friction Stir Welds On Al 5083 AlloyTrimakisNo ratings yet
- A Study of Effect Process Parameters On Tensile StrengthDocument9 pagesA Study of Effect Process Parameters On Tensile StrengthAnil ChauvanNo ratings yet
- Wire Arc 1Document5 pagesWire Arc 1lethao2011No ratings yet
- Li, Shen - 2012 - A Feasibility Research On Friction Stir Welding of A New-Typed Lap-Butt Joint of Dissimilar Al AlloysDocument7 pagesLi, Shen - 2012 - A Feasibility Research On Friction Stir Welding of A New-Typed Lap-Butt Joint of Dissimilar Al AlloysJose Anand ANo ratings yet
- 10.1016@j.matpr.2020.02.166 AA6061 and AA5052Document5 pages10.1016@j.matpr.2020.02.166 AA6061 and AA5052V.v. TaguisNo ratings yet
- Composite Refractory MaterialsDocument8 pagesComposite Refractory MaterialsMatija BušićNo ratings yet
- Effect of Tool Pin Profile On Microstructure and Tensile Properties of Friction Stir Welded Dissimilar AA 6061 eAA 5086 Aluminium Alloy JointsDocument11 pagesEffect of Tool Pin Profile On Microstructure and Tensile Properties of Friction Stir Welded Dissimilar AA 6061 eAA 5086 Aluminium Alloy JointsRaul VelascoNo ratings yet
- 1 s2.0 S240584402300573X MainDocument17 pages1 s2.0 S240584402300573X MainNino SatriaNo ratings yet
- A Review On Friction Stir Spot Welding Joints of Dissimilar Aluminium Alloys PDFDocument5 pagesA Review On Friction Stir Spot Welding Joints of Dissimilar Aluminium Alloys PDFMaros SaNo ratings yet
- Mechanical and Microstructural Characterization of Friction Stir Welded Al-Si-Mg AlloyDocument6 pagesMechanical and Microstructural Characterization of Friction Stir Welded Al-Si-Mg AlloySayyid RidhoNo ratings yet
- Experimental Investigations On Formability of Aluminum Tailor Friction Stir Welded Blanks in Deep Drawing ProcessDocument13 pagesExperimental Investigations On Formability of Aluminum Tailor Friction Stir Welded Blanks in Deep Drawing ProcessSURESH KUMAR APNo ratings yet
- Microstructure Characteristics and Corrosion ResistanceDocument11 pagesMicrostructure Characteristics and Corrosion ResistanceDilipSinghNo ratings yet
- 11 DoneDocument9 pages11 DoneShakuntal KhamarNo ratings yet
- The Investigation of Typical Welding Defects For 5456 Aluminum Alloy Friction Stir WeldsDocument6 pagesThe Investigation of Typical Welding Defects For 5456 Aluminum Alloy Friction Stir WeldsDéborah ColaçoNo ratings yet
- Murshid Imam-2017Document22 pagesMurshid Imam-2017Shine KunnathNo ratings yet
- 1 s2.0 S2238785420318676 MainDocument13 pages1 s2.0 S2238785420318676 MainAHMED SAMIR ALEMDARNo ratings yet
- Effect of Innovative Faying Surfaces On Dissimilar Metal Welds Made With Friction Rotary JoiningDocument13 pagesEffect of Innovative Faying Surfaces On Dissimilar Metal Welds Made With Friction Rotary Joiningsenthil muruganNo ratings yet
- Materials Science & Engineering A: Godwin Kwame Ahiale, Yong-Jun OhDocument7 pagesMaterials Science & Engineering A: Godwin Kwame Ahiale, Yong-Jun OhWandel BritoNo ratings yet
- Optimization and Control of Bending Distortion of Submerged Arc Welding I-BeamsDocument8 pagesOptimization and Control of Bending Distortion of Submerged Arc Welding I-BeamsGogyNo ratings yet
- Titanio 4Document10 pagesTitanio 4Malu LoNo ratings yet
- Optimization of Friction Stir Welding Parameters For Improved Corrosion Resistance of AA2219 Aluminum Alloy JointsDocument8 pagesOptimization of Friction Stir Welding Parameters For Improved Corrosion Resistance of AA2219 Aluminum Alloy JointsDilipNo ratings yet
- Acoustic Emission-Based Monitoring Approach For Friction Stir Welding of Aluminum Alloy AA6063-T6 With Different Tool Pin ProfilesDocument10 pagesAcoustic Emission-Based Monitoring Approach For Friction Stir Welding of Aluminum Alloy AA6063-T6 With Different Tool Pin ProfileslarryNo ratings yet
- 13incoloy 825 Ni Welded To 2507 Friction Stir PESDocument12 pages13incoloy 825 Ni Welded To 2507 Friction Stir PESDaniel TibataNo ratings yet
- Kar 2020Document9 pagesKar 2020firoz uddinNo ratings yet
- End Plate ConnectionsDocument9 pagesEnd Plate ConnectionsJohn PetterNo ratings yet
- Tensile Properties of Friction Stir Welded Joints of 2024 Aluminum Alloys in Different Heat-Treated-StateDocument11 pagesTensile Properties of Friction Stir Welded Joints of 2024 Aluminum Alloys in Different Heat-Treated-StateRikko Putra YouliaNo ratings yet
- Three-Dimensional Numerical Simulation of Weld Solidification CrackingDocument19 pagesThree-Dimensional Numerical Simulation of Weld Solidification Cracking이재헌 서울 대학원 융합기계공학과 장학조교No ratings yet
- Adtya SynopsisDocument27 pagesAdtya SynopsisCH 09 Dileep KumarNo ratings yet
- Sciencedirect: Preliminary Studies On Mecahnical and Metallurgical Behaviour of Friction Stir Welded Butt JointsDocument7 pagesSciencedirect: Preliminary Studies On Mecahnical and Metallurgical Behaviour of Friction Stir Welded Butt JointsV.v. TaguisNo ratings yet
- Optimization of Friction Stir Welding PR PDFDocument7 pagesOptimization of Friction Stir Welding PR PDFJefferson SegundoNo ratings yet
- Mechanical Metallurgical Characteristics and CorroDocument8 pagesMechanical Metallurgical Characteristics and CorroNikhil KanojiNo ratings yet
- SM 6th Sem Mech Industrial Robotics AutomationDocument39 pagesSM 6th Sem Mech Industrial Robotics AutomationSulaiman AL MajdubNo ratings yet
- What Is Mathematics?: Importance of Mathematics in Society Development by Choolwe CheeloDocument9 pagesWhat Is Mathematics?: Importance of Mathematics in Society Development by Choolwe CheeloChoolwe CheeloNo ratings yet
- Critical, Strategic and Intuitive Thinking Module PDFDocument16 pagesCritical, Strategic and Intuitive Thinking Module PDFJaycee Villaluz100% (1)
- Exp. Portal Frame (2 Experiments)Document5 pagesExp. Portal Frame (2 Experiments)sajjadNo ratings yet
- Presentation ThemeDocument8 pagesPresentation ThemeHilal Al HinaiNo ratings yet
- Mathematics in The Modern World: Number Sequence and SeriesDocument12 pagesMathematics in The Modern World: Number Sequence and SeriesCherrylane EdicaNo ratings yet
- Lecture 10 - Control Charts For VariableDocument16 pagesLecture 10 - Control Charts For VariableMuhazam Khan Sherbaz KhanNo ratings yet
- Mock Test 1Document7 pagesMock Test 1abczyw.2006No ratings yet
- Materials: A Study On Tannery Sludge As A Raw Material For Cement MortarDocument14 pagesMaterials: A Study On Tannery Sludge As A Raw Material For Cement MortarKumar PallavNo ratings yet
- ECAT Past Papers (Mathematics Portion) PDFDocument16 pagesECAT Past Papers (Mathematics Portion) PDFtanoligNo ratings yet
- Presstres MidDocument2 pagesPresstres MidTarun KumarNo ratings yet
- (XRF) Spectrometers and Microanalyzers in Electron Microscopes (Ems)Document8 pages(XRF) Spectrometers and Microanalyzers in Electron Microscopes (Ems)Zahir Rayhan JhonNo ratings yet
- Mast Wind Speed CalculationDocument1 pageMast Wind Speed CalculationsaravanakumarpalaniNo ratings yet
- Construction Method For Pile DrivingDocument17 pagesConstruction Method For Pile DrivingsochealaoNo ratings yet
- ChemEquilibrium Experiment 2022NDocument20 pagesChemEquilibrium Experiment 2022NDaniela Solórzano PantojaNo ratings yet
- Advance Laboratory Testing Paper PDFDocument30 pagesAdvance Laboratory Testing Paper PDFDariusz GuzikNo ratings yet
- Research and Statistics - Theoretical FrameworkDocument12 pagesResearch and Statistics - Theoretical Frameworkshariefada tanogNo ratings yet
- Topics Mechatronics LabDocument2 pagesTopics Mechatronics Labsamuelsoaresvasco2020No ratings yet
- ASME PCC-1 - PresentationDocument15 pagesASME PCC-1 - PresentationAjmi Hmida100% (1)
- Singh 2010Document9 pagesSingh 2010annuNo ratings yet
- Control Systems PID Controller Solved ManualDocument17 pagesControl Systems PID Controller Solved ManualJaweria ZafarNo ratings yet
- Moving Man SimulationDocument12 pagesMoving Man SimulationAlexa AquinoNo ratings yet
- 1 Magnetic Field Lines Show The Shape and Direction of A Magnetic FieldDocument9 pages1 Magnetic Field Lines Show The Shape and Direction of A Magnetic FieldVenant HakizimanaNo ratings yet
- CG Enriched Science (Special Science Class)Document67 pagesCG Enriched Science (Special Science Class)Reymart Imat Supleo50% (2)
- LOGBOOK FYP Iha UpdateddddddddDocument13 pagesLOGBOOK FYP Iha UpdateddddddddMaryam HaniniNo ratings yet
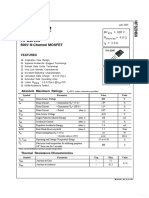
- HFS2N60: 600V N-Channel MOSFETDocument7 pagesHFS2N60: 600V N-Channel MOSFETNickol HardwayNo ratings yet
- Lab 8-Measurement of Yield Point of Drilling Mud Sample Using Rheometer.Document12 pagesLab 8-Measurement of Yield Point of Drilling Mud Sample Using Rheometer.Sunny BbaNo ratings yet
- Week 7 q4Document7 pagesWeek 7 q4elizaldeNo ratings yet
- Carpe Huang - DEG I - Lab Report Kinematics 1dDocument8 pagesCarpe Huang - DEG I - Lab Report Kinematics 1dChengxiang HuangNo ratings yet