Download as pdf or txt
You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5822)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1093)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (852)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (590)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (898)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (540)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (349)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (822)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (122)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (403)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- Mock #12 - Full ExamDocument45 pagesMock #12 - Full ExamtonetoNo ratings yet
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- Yesvee Engineering ServicesDocument1 pageYesvee Engineering ServicesFernando RomeroNo ratings yet
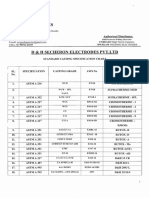
- List of Stainless Steel and Nickel Alloy Welding ElectrodesDocument3 pagesList of Stainless Steel and Nickel Alloy Welding ElectrodesFernando RomeroNo ratings yet
- Hydrogen Induced CrackingDocument6 pagesHydrogen Induced CrackingFernando RomeroNo ratings yet
- ISO 15610-2003 - Qualification Based On Tested Welded ConsumablesDocument12 pagesISO 15610-2003 - Qualification Based On Tested Welded ConsumablesFernando RomeroNo ratings yet
- Welding Rod DetailsDocument4 pagesWelding Rod DetailsFernando RomeroNo ratings yet
- Righton Blackburns LTD - Copper and Copper Alloys CC492K LG4 Bar - 379Document1 pageRighton Blackburns LTD - Copper and Copper Alloys CC492K LG4 Bar - 379Fernando RomeroNo ratings yet
- Padal CertificateDocument1 pagePadal CertificateFernando RomeroNo ratings yet
- Feriha SwitchesDocument8 pagesFeriha SwitchesFernando RomeroNo ratings yet
- Finkelstein Metals Black - WebDocument6 pagesFinkelstein Metals Black - WebFernando RomeroNo ratings yet
- A 290 - 95 R99 Qti5mc1sruqDocument6 pagesA 290 - 95 R99 Qti5mc1sruqFadjar ZulkarnainNo ratings yet
- Cations Anions TableDocument1 pageCations Anions TableRanjeetNo ratings yet
- Work Holding - Cutting ToolsDocument16 pagesWork Holding - Cutting Toolsherysyam1980No ratings yet
- ITW Product Catalog30 PDFDocument1 pageITW Product Catalog30 PDFjohnNo ratings yet
- Astm A262 Igc Test PPTDocument50 pagesAstm A262 Igc Test PPTRakesh Mishra100% (3)
- f1 c6 Periodic Table NotesDocument13 pagesf1 c6 Periodic Table Notesjasonyeoh333No ratings yet
- Test 2-P2Document8 pagesTest 2-P2Salman Ul MoazzamNo ratings yet
- Equivalent Material 1Document2 pagesEquivalent Material 1Dodi SuhendraNo ratings yet
- A Bullet Is A ProjectileDocument3 pagesA Bullet Is A ProjectileShoaib AkramNo ratings yet
- Acetone For Analysis, Reag. ACS, Reag. ISO, Reag. Ph. EurDocument2 pagesAcetone For Analysis, Reag. ACS, Reag. ISO, Reag. Ph. EurFethi FatnassiNo ratings yet
- Mechanical Insulation - Types and MaterialsDocument9 pagesMechanical Insulation - Types and Materialssowman tungNo ratings yet
- Engineering MaterialsDocument64 pagesEngineering MaterialsDARLENE JOY C. BAUTISTANo ratings yet
- Production of Manual Metal Arc Welding Electrodes With Local Raw MaterialsDocument5 pagesProduction of Manual Metal Arc Welding Electrodes With Local Raw MaterialsShubham YadavNo ratings yet
- Whitewares (Class-03)Document49 pagesWhitewares (Class-03)Zahid HasanNo ratings yet
- Contoh Soal MPU2Document4 pagesContoh Soal MPU21B44RizalMNo ratings yet
- Solid-State Welding: Manufacturing Processes ME-3401Document18 pagesSolid-State Welding: Manufacturing Processes ME-3401The NoobNo ratings yet
- Science 1 QB - 1Document25 pagesScience 1 QB - 1The short film feverNo ratings yet
- Astm A193-A193m-05Document13 pagesAstm A193-A193m-05NadhiraNo ratings yet
- Module 5 PaintsDocument24 pagesModule 5 PaintsPaul Zurcats BelarminoNo ratings yet
- Buyer: Pretesting For H&M: Test Report NUMBER: BGDT19054388-REV1 Date: 23-May-2019Document6 pagesBuyer: Pretesting For H&M: Test Report NUMBER: BGDT19054388-REV1 Date: 23-May-2019raju_hosssenNo ratings yet
- Samagra Chemistry 3Document15 pagesSamagra Chemistry 3Crazy CPUNo ratings yet
- 1 s2.0 S0959652616301007 MainDocument13 pages1 s2.0 S0959652616301007 MainCatalina RamirezNo ratings yet
- Metallic BondingDocument10 pagesMetallic BondingArmando Alberto MassingueNo ratings yet
- The Geology and Mineral Resource of Kasempa Mining LTD - A Management BriefDocument13 pagesThe Geology and Mineral Resource of Kasempa Mining LTD - A Management BriefRamoutar (Ken) Seecharran100% (4)
- Screen and Cyclones in Concentrators PDFDocument11 pagesScreen and Cyclones in Concentrators PDFAnonymous C0lBgO24iNo ratings yet
- Metal Free Ceramics in DentistryDocument5 pagesMetal Free Ceramics in DentistryAkanksha MahajanNo ratings yet
- History of Fire ExtinguishersDocument8 pagesHistory of Fire ExtinguishersSandeep KumarNo ratings yet
- TRM246 Silica Fume in ConcreteDocument9 pagesTRM246 Silica Fume in ConcreteTuanNo ratings yet
- Physical Metullurgy PDFDocument19 pagesPhysical Metullurgy PDFrahul12000No ratings yet