
3835 Series Alumamill End Mill Is Designed For Aggressive Material Removal Rates in Non-Ferrous Materials
3835 Series Alumamill End Mill Is Designed For Aggressive Material Removal Rates in Non-Ferrous Materials
You might also like
- A350 ResetDocument45 pagesA350 Resettayfunozcn2No ratings yet
- Apola Ose-Otura (PopoolaDocument33 pagesApola Ose-Otura (PopoolaLucas Rachid100% (17)
- Argelander Initial InterviewDocument13 pagesArgelander Initial InterviewTiborNo ratings yet
- 2012 BRAKES VSA System Components - TL PDFDocument114 pages2012 BRAKES VSA System Components - TL PDFsoftallNo ratings yet
- Pt6a Engine Training OverwiewDocument20 pagesPt6a Engine Training OverwiewRafael Alves Dos Santos100% (1)
- 2 Axis TurningDocument1 page2 Axis TurningMinh Sang TrầnNo ratings yet
- Carbide Tipped Reamers - Technical Information - Hannibal Carbide Tool, IncDocument2 pagesCarbide Tipped Reamers - Technical Information - Hannibal Carbide Tool, Incsemarasik_651536604No ratings yet
- End Mill Speed FeedDocument12 pagesEnd Mill Speed FeedkxeNo ratings yet
- Stainless Steel Molecular Etching PDFDocument6 pagesStainless Steel Molecular Etching PDFp.designNo ratings yet
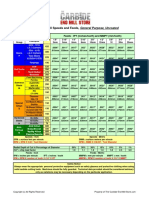
- Carbide End Mill Speeds and Feeds, General Purpose, UncoatedDocument1 pageCarbide End Mill Speeds and Feeds, General Purpose, UncoatedMihir SevakNo ratings yet
- Beam Design To BS8110, Deflection Check & Design For TortionDocument2 pagesBeam Design To BS8110, Deflection Check & Design For TortionSumedha MayadunnaNo ratings yet
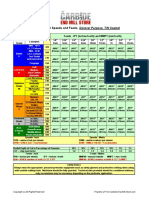
- Carbide End Mill Feeds and Speeds General Purpose TiNDocument1 pageCarbide End Mill Feeds and Speeds General Purpose TiNjoshNo ratings yet
- Metabo SBE 660 SBE 750 ManualDocument36 pagesMetabo SBE 660 SBE 750 ManualdinescNo ratings yet
- Smart Mag™ Non Rotating String Magnet BlackDocument4 pagesSmart Mag™ Non Rotating String Magnet BlackAjith MohandasNo ratings yet
- XS User's Guide 20082807Document32 pagesXS User's Guide 20082807Pudji WidodoNo ratings yet
- Mini Fragment Implants and InstrumentsDocument13 pagesMini Fragment Implants and InstrumentsMarc KleinNo ratings yet
- Obtegachi 1 PDFDocument4 pagesObtegachi 1 PDFSvetoslav SpasovNo ratings yet
- Beam Design To BS8110 & Deflection CheckDocument1 pageBeam Design To BS8110 & Deflection CheckSumedha MayadunnaNo ratings yet
- Iveco Daily TrucksDocument1 pageIveco Daily TrucksRethabile PutsoaneNo ratings yet
- Smart Mag™ Non Rotating String Magnet WhiteDocument4 pagesSmart Mag™ Non Rotating String Magnet WhiteAjith MohandasNo ratings yet
- SFM Formulae Chart 2Document2 pagesSFM Formulae Chart 2Carlos Gabriel PensamientoNo ratings yet
- Gre Bolt Length-2000m 2432Document20 pagesGre Bolt Length-2000m 2432ABDUL KADHARNo ratings yet
- Anugrah Raya: Shear ConnectorDocument6 pagesAnugrah Raya: Shear ConnectordedeNo ratings yet
- Rotator PipeDocument4 pagesRotator PipetisnaNo ratings yet
- Small Fragment Implants and InstrumentsDocument14 pagesSmall Fragment Implants and InstrumentsMarc KleinNo ratings yet
- Sheeting AccessoriesDocument6 pagesSheeting AccessoriesWaleedAL-suheelyDNo ratings yet
- Drilling EquipmentDocument18 pagesDrilling EquipmentGhinet Teodor-ioanNo ratings yet
- Clotan Steel - Purlin Span LengthsDocument3 pagesClotan Steel - Purlin Span LengthsColin SillmanNo ratings yet
- Radial Drilling Machine: FRD-750S / FRD-900S FRD-1100SDocument4 pagesRadial Drilling Machine: FRD-750S / FRD-900S FRD-1100SMichell HernandezNo ratings yet
- Roll Pass Design Evauluation Using Software ApplicationDocument34 pagesRoll Pass Design Evauluation Using Software ApplicationAbed Alrahman NashwanNo ratings yet
- Aluminum Eccentric NoseDocument1 pageAluminum Eccentric NoseAndres SanchezNo ratings yet
- Speeds and Feeds For Metal CuttingDocument4 pagesSpeeds and Feeds For Metal CuttingAnonymous dh6DITNo ratings yet
- AUT 1076 en US FactSheet Main 01Document2 pagesAUT 1076 en US FactSheet Main 01Victor Solis BrevisNo ratings yet
- A 400 HB Wear Resistant Steel: StandardDocument4 pagesA 400 HB Wear Resistant Steel: StandardVíctor SandovskyNo ratings yet
- Cutting Data - Greenwood Tools LTDDocument3 pagesCutting Data - Greenwood Tools LTDJayakrishnaNo ratings yet
- 2.staad Output ReportDocument23 pages2.staad Output Reportsamir bendreNo ratings yet
- Guy Wire Anchor DetailDocument1 pageGuy Wire Anchor Detailnitroxx7No ratings yet
- TrenchSheetDataSheet 3 PDFDocument4 pagesTrenchSheetDataSheet 3 PDFAnonymous BAYE9xVnLNo ratings yet
- 2012 LMT Onsrud Production Cutting Tools Aluminum PDFDocument1 page2012 LMT Onsrud Production Cutting Tools Aluminum PDFguru2368No ratings yet
- Properties:: Liquid State RX-5 RX-50 RX-100 RX-500 RX-700 Rx-GelDocument3 pagesProperties:: Liquid State RX-5 RX-50 RX-100 RX-500 RX-700 Rx-GelRodrigo cNo ratings yet
- Cannes Colmic RBS 2014Document24 pagesCannes Colmic RBS 2014sebnashNo ratings yet
- Strutfast Metal Framing - LRDocument8 pagesStrutfast Metal Framing - LRzimtonyNo ratings yet
- End MillDocument9 pagesEnd MillredgoldokNo ratings yet
- TWF TozenDocument6 pagesTWF TozenAri WibowoNo ratings yet
- 11018M Low Hydrogen RodsDocument1 page11018M Low Hydrogen Rodsjhax90No ratings yet
- Ubay - 4Document5 pagesUbay - 4markgilabayon790No ratings yet
- Zhengtan Belting Rubber Conveyor BeltDocument24 pagesZhengtan Belting Rubber Conveyor BeltJohn Renzel Rivera IIINo ratings yet
- Alform Laser Produktfolder en 1112Document6 pagesAlform Laser Produktfolder en 1112szystNo ratings yet
- EGM - CNC Precision Hybrid ID & OD GrinderDocument6 pagesEGM - CNC Precision Hybrid ID & OD GrinderGatyo GatevNo ratings yet
- S-Series Combines Specs PDFDocument1 pageS-Series Combines Specs PDFAlexandru ArdeleanNo ratings yet
- S-Series Combines SpecsDocument1 pageS-Series Combines SpecsAlexandru ArdeleanNo ratings yet
- S-Series Combines Specs PDFDocument1 pageS-Series Combines Specs PDFAlexandru ArdeleanNo ratings yet
- FL6003 PDFDocument4 pagesFL6003 PDFMauricio Barrios CastellanosNo ratings yet
- Bolt Torquing Value (FT-LBS) For Spiral Wound Gasket Bolt Torquing Value (FT-LBS) For Spiral Wound GasketDocument2 pagesBolt Torquing Value (FT-LBS) For Spiral Wound Gasket Bolt Torquing Value (FT-LBS) For Spiral Wound GasketDhameemAnsariNo ratings yet
- Department of Transportation Federal Aviation AdministrationDocument15 pagesDepartment of Transportation Federal Aviation AdministrationriversgardenNo ratings yet
- 10KL Sump DrawingDocument1 page10KL Sump DrawingAbdul Mateen MahammadNo ratings yet
- DiamondTracDutyTable FINALrev120120Document1 pageDiamondTracDutyTable FINALrev120120Gutha Giribabu NaiduNo ratings yet
- DiamondTracDutyTable FINALrev120120Document1 pageDiamondTracDutyTable FINALrev120120Gutha Giribabu NaiduNo ratings yet
- Line Blinds Bleed RingsDocument4 pagesLine Blinds Bleed RingsPerumal KarthikeyanNo ratings yet
- IADC Dull Bit GradingDocument9 pagesIADC Dull Bit Gradingzerocool2kNo ratings yet
- Catalogue 0501Document8 pagesCatalogue 0501Neeraj VohraNo ratings yet
- Price ListDocument1 pagePrice ListdjnxqgykcmNo ratings yet
- British Commercial Computer Digest: Pergamon Computer Data SeriesFrom EverandBritish Commercial Computer Digest: Pergamon Computer Data SeriesNo ratings yet
- 6.013 Electromagnetics and Applications: Mit OpencoursewareDocument13 pages6.013 Electromagnetics and Applications: Mit Opencoursewaresweetu_adit_eeNo ratings yet
- Operations: Role of Operations ManagementDocument14 pagesOperations: Role of Operations ManagementtrollingpersonNo ratings yet
- New SONG BOOK Text-1 PDFDocument47 pagesNew SONG BOOK Text-1 PDFEbong MichaelNo ratings yet
- Engine Failure WGBDocument33 pagesEngine Failure WGBRohan SinhaNo ratings yet
- Network Security and Cryptography IIDocument114 pagesNetwork Security and Cryptography IIMohd AkbarNo ratings yet
- AutomobileDocument98 pagesAutomobilesrp188No ratings yet
- Makerere Research FormatDocument7 pagesMakerere Research FormatMurice ElaguNo ratings yet
- Physics 71 Notes - FinalsDocument21 pagesPhysics 71 Notes - FinalsCris Reven GibagaNo ratings yet
- The Goodheart-Willcox Co., Inc.: Publisher Tinley Park, IllinoisDocument23 pagesThe Goodheart-Willcox Co., Inc.: Publisher Tinley Park, IllinoisSaurav ShresthaNo ratings yet
- Excel Master Data On Is 456-2000 & Is 3370-1965Document24 pagesExcel Master Data On Is 456-2000 & Is 3370-1965Thirumalaichettiar Rangarajan100% (1)
- Leng 2019Document14 pagesLeng 2019farah al-sudaniNo ratings yet
- UOP DTS Fastfeed A4 V3Document2 pagesUOP DTS Fastfeed A4 V3higgsboson83No ratings yet
- Pelatiham Pembuatan Minyak Kelapa Murni (Virgin Coconut Oil) Menggunakan Permentasi Ragi TempeDocument6 pagesPelatiham Pembuatan Minyak Kelapa Murni (Virgin Coconut Oil) Menggunakan Permentasi Ragi TempeProduksi Kelas ANo ratings yet
- Writing Handout 4-5Document9 pagesWriting Handout 4-5Rosine ZgheibNo ratings yet
- 2014 BGCSE Biology Paper 4Document8 pages2014 BGCSE Biology Paper 4cleohambiraNo ratings yet
- ASTER Night-Time Thermal Infrared Data: Interpreting Subsurface Features From High Resolution DataDocument4 pagesASTER Night-Time Thermal Infrared Data: Interpreting Subsurface Features From High Resolution DataRoman Ignacio Escobar PizarroNo ratings yet
- Nihon Kohden BSM-2300 - Service ManualDocument207 pagesNihon Kohden BSM-2300 - Service ManualĐức Cường100% (2)
- P-Value (Definition, Formula, Table & Example)Document1 pageP-Value (Definition, Formula, Table & Example)Niño BuenoNo ratings yet
- Outdoor Commander Series Evacuation Signals WGEC24/ WGES24Document4 pagesOutdoor Commander Series Evacuation Signals WGEC24/ WGES24osamamaeNo ratings yet
- Sol 4Document14 pagesSol 4spitcyclops0% (2)
- The Magisterial Son (Monjoronson) : GLOBAL SUSTAINABILITY AND PLANETARY MANAGEMENTDocument149 pagesThe Magisterial Son (Monjoronson) : GLOBAL SUSTAINABILITY AND PLANETARY MANAGEMENTella..100% (3)
- Ecological Relationships 1Document12 pagesEcological Relationships 1api-512405061No ratings yet
- Bunn Coffee Maker InstructionsDocument12 pagesBunn Coffee Maker Instructionsleongf6467No ratings yet
- Viscometer CatalogueDocument6 pagesViscometer CatalogueShamim Ahsan ParvezNo ratings yet
- DOPO - Productivity Meets PrecisionDocument4 pagesDOPO - Productivity Meets PrecisionRamakrishna MamidiNo ratings yet























































































Download as pdf or txt
You might also like
- A350 ResetDocument45 pagesA350 Resettayfunozcn2No ratings yet
- Apola Ose-Otura (PopoolaDocument33 pagesApola Ose-Otura (PopoolaLucas Rachid100% (17)
- Argelander Initial InterviewDocument13 pagesArgelander Initial InterviewTiborNo ratings yet
- 2012 BRAKES VSA System Components - TL PDFDocument114 pages2012 BRAKES VSA System Components - TL PDFsoftallNo ratings yet
- Pt6a Engine Training OverwiewDocument20 pagesPt6a Engine Training OverwiewRafael Alves Dos Santos100% (1)
- 2 Axis TurningDocument1 page2 Axis TurningMinh Sang TrầnNo ratings yet
- Carbide Tipped Reamers - Technical Information - Hannibal Carbide Tool, IncDocument2 pagesCarbide Tipped Reamers - Technical Information - Hannibal Carbide Tool, Incsemarasik_651536604No ratings yet
- End Mill Speed FeedDocument12 pagesEnd Mill Speed FeedkxeNo ratings yet
- Stainless Steel Molecular Etching PDFDocument6 pagesStainless Steel Molecular Etching PDFp.designNo ratings yet
- Carbide End Mill Speeds and Feeds, General Purpose, UncoatedDocument1 pageCarbide End Mill Speeds and Feeds, General Purpose, UncoatedMihir SevakNo ratings yet
- Beam Design To BS8110, Deflection Check & Design For TortionDocument2 pagesBeam Design To BS8110, Deflection Check & Design For TortionSumedha MayadunnaNo ratings yet
- Carbide End Mill Feeds and Speeds General Purpose TiNDocument1 pageCarbide End Mill Feeds and Speeds General Purpose TiNjoshNo ratings yet
- Metabo SBE 660 SBE 750 ManualDocument36 pagesMetabo SBE 660 SBE 750 ManualdinescNo ratings yet
- Smart Mag™ Non Rotating String Magnet BlackDocument4 pagesSmart Mag™ Non Rotating String Magnet BlackAjith MohandasNo ratings yet
- XS User's Guide 20082807Document32 pagesXS User's Guide 20082807Pudji WidodoNo ratings yet
- Mini Fragment Implants and InstrumentsDocument13 pagesMini Fragment Implants and InstrumentsMarc KleinNo ratings yet
- Obtegachi 1 PDFDocument4 pagesObtegachi 1 PDFSvetoslav SpasovNo ratings yet
- Beam Design To BS8110 & Deflection CheckDocument1 pageBeam Design To BS8110 & Deflection CheckSumedha MayadunnaNo ratings yet
- Iveco Daily TrucksDocument1 pageIveco Daily TrucksRethabile PutsoaneNo ratings yet
- Smart Mag™ Non Rotating String Magnet WhiteDocument4 pagesSmart Mag™ Non Rotating String Magnet WhiteAjith MohandasNo ratings yet
- SFM Formulae Chart 2Document2 pagesSFM Formulae Chart 2Carlos Gabriel PensamientoNo ratings yet
- Gre Bolt Length-2000m 2432Document20 pagesGre Bolt Length-2000m 2432ABDUL KADHARNo ratings yet
- Anugrah Raya: Shear ConnectorDocument6 pagesAnugrah Raya: Shear ConnectordedeNo ratings yet
- Rotator PipeDocument4 pagesRotator PipetisnaNo ratings yet
- Small Fragment Implants and InstrumentsDocument14 pagesSmall Fragment Implants and InstrumentsMarc KleinNo ratings yet
- Sheeting AccessoriesDocument6 pagesSheeting AccessoriesWaleedAL-suheelyDNo ratings yet
- Drilling EquipmentDocument18 pagesDrilling EquipmentGhinet Teodor-ioanNo ratings yet
- Clotan Steel - Purlin Span LengthsDocument3 pagesClotan Steel - Purlin Span LengthsColin SillmanNo ratings yet
- Radial Drilling Machine: FRD-750S / FRD-900S FRD-1100SDocument4 pagesRadial Drilling Machine: FRD-750S / FRD-900S FRD-1100SMichell HernandezNo ratings yet
- Roll Pass Design Evauluation Using Software ApplicationDocument34 pagesRoll Pass Design Evauluation Using Software ApplicationAbed Alrahman NashwanNo ratings yet
- Aluminum Eccentric NoseDocument1 pageAluminum Eccentric NoseAndres SanchezNo ratings yet
- Speeds and Feeds For Metal CuttingDocument4 pagesSpeeds and Feeds For Metal CuttingAnonymous dh6DITNo ratings yet
- AUT 1076 en US FactSheet Main 01Document2 pagesAUT 1076 en US FactSheet Main 01Victor Solis BrevisNo ratings yet
- A 400 HB Wear Resistant Steel: StandardDocument4 pagesA 400 HB Wear Resistant Steel: StandardVíctor SandovskyNo ratings yet
- Cutting Data - Greenwood Tools LTDDocument3 pagesCutting Data - Greenwood Tools LTDJayakrishnaNo ratings yet
- 2.staad Output ReportDocument23 pages2.staad Output Reportsamir bendreNo ratings yet
- Guy Wire Anchor DetailDocument1 pageGuy Wire Anchor Detailnitroxx7No ratings yet
- TrenchSheetDataSheet 3 PDFDocument4 pagesTrenchSheetDataSheet 3 PDFAnonymous BAYE9xVnLNo ratings yet
- 2012 LMT Onsrud Production Cutting Tools Aluminum PDFDocument1 page2012 LMT Onsrud Production Cutting Tools Aluminum PDFguru2368No ratings yet
- Properties:: Liquid State RX-5 RX-50 RX-100 RX-500 RX-700 Rx-GelDocument3 pagesProperties:: Liquid State RX-5 RX-50 RX-100 RX-500 RX-700 Rx-GelRodrigo cNo ratings yet
- Cannes Colmic RBS 2014Document24 pagesCannes Colmic RBS 2014sebnashNo ratings yet
- Strutfast Metal Framing - LRDocument8 pagesStrutfast Metal Framing - LRzimtonyNo ratings yet
- End MillDocument9 pagesEnd MillredgoldokNo ratings yet
- TWF TozenDocument6 pagesTWF TozenAri WibowoNo ratings yet
- 11018M Low Hydrogen RodsDocument1 page11018M Low Hydrogen Rodsjhax90No ratings yet
- Ubay - 4Document5 pagesUbay - 4markgilabayon790No ratings yet
- Zhengtan Belting Rubber Conveyor BeltDocument24 pagesZhengtan Belting Rubber Conveyor BeltJohn Renzel Rivera IIINo ratings yet
- Alform Laser Produktfolder en 1112Document6 pagesAlform Laser Produktfolder en 1112szystNo ratings yet
- EGM - CNC Precision Hybrid ID & OD GrinderDocument6 pagesEGM - CNC Precision Hybrid ID & OD GrinderGatyo GatevNo ratings yet
- S-Series Combines Specs PDFDocument1 pageS-Series Combines Specs PDFAlexandru ArdeleanNo ratings yet
- S-Series Combines SpecsDocument1 pageS-Series Combines SpecsAlexandru ArdeleanNo ratings yet
- S-Series Combines Specs PDFDocument1 pageS-Series Combines Specs PDFAlexandru ArdeleanNo ratings yet
- FL6003 PDFDocument4 pagesFL6003 PDFMauricio Barrios CastellanosNo ratings yet
- Bolt Torquing Value (FT-LBS) For Spiral Wound Gasket Bolt Torquing Value (FT-LBS) For Spiral Wound GasketDocument2 pagesBolt Torquing Value (FT-LBS) For Spiral Wound Gasket Bolt Torquing Value (FT-LBS) For Spiral Wound GasketDhameemAnsariNo ratings yet
- Department of Transportation Federal Aviation AdministrationDocument15 pagesDepartment of Transportation Federal Aviation AdministrationriversgardenNo ratings yet
- 10KL Sump DrawingDocument1 page10KL Sump DrawingAbdul Mateen MahammadNo ratings yet
- DiamondTracDutyTable FINALrev120120Document1 pageDiamondTracDutyTable FINALrev120120Gutha Giribabu NaiduNo ratings yet
- DiamondTracDutyTable FINALrev120120Document1 pageDiamondTracDutyTable FINALrev120120Gutha Giribabu NaiduNo ratings yet
- Line Blinds Bleed RingsDocument4 pagesLine Blinds Bleed RingsPerumal KarthikeyanNo ratings yet
- IADC Dull Bit GradingDocument9 pagesIADC Dull Bit Gradingzerocool2kNo ratings yet
- Catalogue 0501Document8 pagesCatalogue 0501Neeraj VohraNo ratings yet
- Price ListDocument1 pagePrice ListdjnxqgykcmNo ratings yet
- British Commercial Computer Digest: Pergamon Computer Data SeriesFrom EverandBritish Commercial Computer Digest: Pergamon Computer Data SeriesNo ratings yet
- 6.013 Electromagnetics and Applications: Mit OpencoursewareDocument13 pages6.013 Electromagnetics and Applications: Mit Opencoursewaresweetu_adit_eeNo ratings yet
- Operations: Role of Operations ManagementDocument14 pagesOperations: Role of Operations ManagementtrollingpersonNo ratings yet
- New SONG BOOK Text-1 PDFDocument47 pagesNew SONG BOOK Text-1 PDFEbong MichaelNo ratings yet
- Engine Failure WGBDocument33 pagesEngine Failure WGBRohan SinhaNo ratings yet
- Network Security and Cryptography IIDocument114 pagesNetwork Security and Cryptography IIMohd AkbarNo ratings yet
- AutomobileDocument98 pagesAutomobilesrp188No ratings yet
- Makerere Research FormatDocument7 pagesMakerere Research FormatMurice ElaguNo ratings yet
- Physics 71 Notes - FinalsDocument21 pagesPhysics 71 Notes - FinalsCris Reven GibagaNo ratings yet
- The Goodheart-Willcox Co., Inc.: Publisher Tinley Park, IllinoisDocument23 pagesThe Goodheart-Willcox Co., Inc.: Publisher Tinley Park, IllinoisSaurav ShresthaNo ratings yet
- Excel Master Data On Is 456-2000 & Is 3370-1965Document24 pagesExcel Master Data On Is 456-2000 & Is 3370-1965Thirumalaichettiar Rangarajan100% (1)
- Leng 2019Document14 pagesLeng 2019farah al-sudaniNo ratings yet
- UOP DTS Fastfeed A4 V3Document2 pagesUOP DTS Fastfeed A4 V3higgsboson83No ratings yet
- Pelatiham Pembuatan Minyak Kelapa Murni (Virgin Coconut Oil) Menggunakan Permentasi Ragi TempeDocument6 pagesPelatiham Pembuatan Minyak Kelapa Murni (Virgin Coconut Oil) Menggunakan Permentasi Ragi TempeProduksi Kelas ANo ratings yet
- Writing Handout 4-5Document9 pagesWriting Handout 4-5Rosine ZgheibNo ratings yet
- 2014 BGCSE Biology Paper 4Document8 pages2014 BGCSE Biology Paper 4cleohambiraNo ratings yet
- ASTER Night-Time Thermal Infrared Data: Interpreting Subsurface Features From High Resolution DataDocument4 pagesASTER Night-Time Thermal Infrared Data: Interpreting Subsurface Features From High Resolution DataRoman Ignacio Escobar PizarroNo ratings yet
- Nihon Kohden BSM-2300 - Service ManualDocument207 pagesNihon Kohden BSM-2300 - Service ManualĐức Cường100% (2)
- P-Value (Definition, Formula, Table & Example)Document1 pageP-Value (Definition, Formula, Table & Example)Niño BuenoNo ratings yet
- Outdoor Commander Series Evacuation Signals WGEC24/ WGES24Document4 pagesOutdoor Commander Series Evacuation Signals WGEC24/ WGES24osamamaeNo ratings yet
- Sol 4Document14 pagesSol 4spitcyclops0% (2)
- The Magisterial Son (Monjoronson) : GLOBAL SUSTAINABILITY AND PLANETARY MANAGEMENTDocument149 pagesThe Magisterial Son (Monjoronson) : GLOBAL SUSTAINABILITY AND PLANETARY MANAGEMENTella..100% (3)
- Ecological Relationships 1Document12 pagesEcological Relationships 1api-512405061No ratings yet
- Bunn Coffee Maker InstructionsDocument12 pagesBunn Coffee Maker Instructionsleongf6467No ratings yet
- Viscometer CatalogueDocument6 pagesViscometer CatalogueShamim Ahsan ParvezNo ratings yet
- DOPO - Productivity Meets PrecisionDocument4 pagesDOPO - Productivity Meets PrecisionRamakrishna MamidiNo ratings yet