Professional Documents
Culture Documents
Single Screw Extrusion of Natural Fibre Reinforced T
Single Screw Extrusion of Natural Fibre Reinforced T
Uploaded by
Hoàng Quỳnh TrangOriginal Description:
Original Title
Copyright
Available Formats
Share this document
Did you find this document useful?
Is this content inappropriate?
Report this DocumentCopyright:
Available Formats
Single Screw Extrusion of Natural Fibre Reinforced T
Single Screw Extrusion of Natural Fibre Reinforced T
Uploaded by
Hoàng Quỳnh TrangCopyright:
Available Formats
See discussions, stats, and author profiles for this publication at: https://www.researchgate.
net/publication/258009544
Single Screw Extrusion of Natural Fibre Reinforced Thermoplastics (NFRTP)
Article in International Polymer Processing Journal of the Polymer Processing Society · March 2003
DOI: 10.3139/217.1727
CITATIONS READS
19 1,103
3 authors, including:
Fernando G Torres Brian Bernardo Ochoa
Pontifical Catholic University of Peru 4 PUBLICATIONS 23 CITATIONS
113 PUBLICATIONS 2,636 CITATIONS
SEE PROFILE
SEE PROFILE
Some of the authors of this publication are also working on these related projects:
The Need for Technical Improvement in the Plastics Recycling Industry in Middle-income Countries: The Peruvian Case View project
All content following this page was uploaded by Fernando G Torres on 09 May 2016.
The user has requested enhancement of the downloaded file.
COMPOUNDING/SCREW EXTRUSION
F. G. Torres*, B. Ochoa and E. Machicao
Polymers and Composites Group, Catholic University of Peru, Lima, Peru
Single Screw Extrusion of Natural Fibre
Reinforced Thermoplastics (NFRTP)
Study of the Material Transport Processes
International Polymer Processing downloaded from www.hanser-elibrary.com by Kungliga Tekniska on August 24, 2015
of biofibres over traditional fibre reinforcements, such as glass
Natural fibre reinforced thermoplastics are usually processed fibres are: low cost, low density (good specific properties), re-
in twin screw extruders. The present work studies the single duced wear in processing equipment, high toughness, biode-
screw extrusion process for different systems of natural fibre re- gradability, “ecological friendliness” (since they can be pro-
inforced thermoplastics. For this study different polymer-fibre duced from renewable resources). Natural plant fibres can be
systems have been characterised in terms of the material prop- classified, considering their origin, as follows: a) leaf: sisal,
erties that are relevant to the processing behaviour of these ma- pineaple leaf fibre (PALF), banana leaf fibre; b) bast: flax, ra-
terials. The extrusion process has been investigated using an mie, hemp, jute; c) seed: cotton; d) fruit: coconut, husk. The
open-barrel single screw extruder. This equipment can be work presented here is part of a long term research project
stopped at any point in operation, cooled down and opened in started at Polymers and Composites Group studying different
order to study the material transport processes that take place manufacturing routes for a variety of natural fibre – polymer
inside the extruder. The polymer matrices used in this study systems.
have been mainly polyethylene and polypropylene (with MFIs
For personal use only.
It is well known that polymer-wood composites tend to be
varying from 0.3 to 4). Fibres including jute, sisal, and cabuya processed using twin screw extruders, taking advantage of their
have been used as discrete reinforcements of a length of 5 to improved compounding capabilities with regard to single
10 mm. screw extruders. Wood flour, however, does not give in general
The experiments presented here study the transport pro- considerable improvements in mechanical properties to ther-
cesses during single screw extrusion with special emphasis on moplastics. Moreover, in most cases, it is considered a filler
the bubble formation mechanisms. The bubble formation pro- which produces a decrease in the strength of the unreinforced
cess has been studied in terms of the variation in the initial polymer. Discrete natural fibres, even at low volume concen-
fibre dispersion at the entrance of the feeding zone of the extru- trations, may have a reasonable reinforcement effect on com-
der. A relationship between solids conveying, plastication and mon polymers [1, 2, 3]. Unreinforced commodity plastics such
bubble formation has been proposed considering the different as polypropylene (PP) and polyethylene (PE) tend to be pro-
typical cases occurring in the single screw extrusion of cessed with single screw extruders. Therefore the goal of this
NFRTPs. The use of coupling and dispersion agents has been project is to develop a manufacturing route that allows natural
studied in terms of its relationship to bubble formation and to fibre reinforced thermoplastics to be successfully processed in
the final quality of the extrudates produced. single screw extruders.
Finally, morphological characterisation techniques have Further work is currently being undertaken, particularly try-
been adapted to understand the structure-property relation- ing to improve and control the fibre-matrix “interphase” re-
ships in these materials during the extrusion process. gion, and to develop other commercial processing techniques
as well as new reinforcing systems.
1 Introduction
2 Processing of Natural Fibre Reinforced Thermoplastics
Natural plant fibres or biofibres have been used in the past as a (NFRTP)
reinforcing material for different types of matrices [1, 2]. In re-
cent years attention has been paid to their use as a reinforcing Although many studies have been carried out to assess the dif-
material for thermoplastics. Particularly the automotive indus- ferent mechanical and physical properties of NFRTP [4 to 8],
tries have shown interest in the advantages that this type of very few studies actually deal with the particular subject of pro-
fibre – reinforced systems can provide [1, 2]. The advantages cessing these composites. In order to develop a manufacturing
route for NFRTPs, it is necessary to study the processability
* Mail address: F. G. Torres, Dept. of Mechanical Engineering, of each of their components. It is also important to consider
Pontificia Universidad Catolica del Peru, Av. Universitaria Cdra. the possibility of treating the fibres in order to obtain better
18. s/n, Lima 32, Peru processing and final properties.
Intern. Polymer Processing XVIII (2003) 1 Hanser Publishers, Munich 33
IPP_ipp1727 – 2.4.03/druckhaus köthen
F. G. Torres et al.: Single Screw Extrusion of NFRTP
2.1 Processability of NFRTP Alkali treatment for jute – biodegradable polyester amide
(jute-BAK composites) composites also showed improvements
As mentioned above, the goal of the present work is to adapt in the mechanical properties of the composites when compared
conventional thermoplastics processing techniques such as ex- to untreated jute fibre composites [8].
trusion to natural fibre reinforced composites. However, there
are some particular processability problems that arise when
working with these materials:
– Natural fibres are in general hydrophilic. Their moisture 2.2.4 Surface Modification – Physical Methods
content reaches 8 to 12.6 % [2].
– Most natural fibres degrade at about 180 to 200 °C [1, 2]. The physical methods include corona and cold plasma electric
– As in the paper industry, formation of flocs or clumps tends discharge. These treatments change the structural and surface
to be a problem NFRTPs, resulting in a decrease of the rein- properties of the fibre [9].
forcement efficiency of the composite.
2.2.5 Surface Modification – Chemical Methods
2.2 Coupling and Dispersion Agents
International Polymer Processing downloaded from www.hanser-elibrary.com by Kungliga Tekniska on August 24, 2015
The main chemical method used in the surface modification
Various treatments are used to improve the matrix-fibre adhe- of natural fibres is chemical coupling [10]. In this group of
sion in natural fibre reinforced composites. Currently, this step methods the coupling agent forms chemical bonds between
is considered critical in the development of those materials. the cellulose in the fibre and the polymer matrix [11]. Other
As mentioned before, the main disadvantages of natural fi- chemical methods involve the change of surface tension and
bres are their low permissible processing temperatures, their the impregnation of fibres [5]. The change of surface tension
tendency to the formation of clumps, and their hydrophilic nat- is related to the hydrophobicity of the fibre. The use of stea-
ure (moisture absorption) [2, 4]. The most frequently natural fi- ric acid that hydrophobizes the fibres and improves their
bres used are: sisal, jute, flax and wood fibres. The methods de- dispersion is an example [4, 5]. Other chemical coupling
scribed here have been applied mainly to these natural fibres. methods include graft co-polymerization, treatment with iso-
Some of the commonly used general fibre treatments are de- cyanates, and the use of triazine and organosilanes as cou-
waxing, acetylation and alkali treatment. There are also some pling agents.
For personal use only.
methods that modify the fibres surface. These can be physical
or chemical.
2.2.6 Graft Co-polymerisation
2.2.1 Dewaxing
Graft co-polymerisation is a complex but effective method to
Dewaxing (defatting) is normally used before any treatment. improve the matrix-fibre bonding. This method involves the
Oxidizing agents such as sodium hypochlorite, calcium hypo- treatment of the cellulose in the fibre with a suitable solution
chlorite, or hydrogen peroxide are used in order to remove the of a vinyl monomer, acrylonitrile, methlyl methacrylate or
dirt and oil that industrial natural fibres tend to carry on their polystyrene [2, 5, 8], then followed by a co-polymerisation re-
surfaces [2]. action. The final result is an interfacial agent on the fibre sur-
face that improves the matrix-fibre bonding [2].
The use of polypropylene – maleic anhydride copolymer
2.2.2 Acetylation (MAH-PP) in the graft co-polymerisation treatment of jute
fibre-polypropylene composites has been reported frequently
Acetylation involves the introduction of acetyl groups in the in the literature. The result is a modified fibre surface with bet-
hydroxyl (OH) groups of the fibres cellulose improving their ter wettability [4, 11, 12].
hydrophobicity. Methyl methacrylate (MMA) and acrylonitrile (AN) graft-
ing treatment of jute – biodegradable polyester amide (jute-
BAK) composites also improves the mechanical properties of
2.2.3 Alkali Treatment such materials (between 10 % and 30 % of improvement rela-
tive to composites with untreated fibres) [8].
The alkali treatment of jute fibres produces the extraction of
lignin and hemicellulose. This treatment has been applied to si-
sal fibres, resulting in higher tensile strength [5]. The influence
of the alkali treatment on the water exposure resistance of the 2.2.7 Silane Coupling Agents
composite has been reported in the literature for jute-epoxy re-
sin and flax-epoxy resin composites [6, 7]. Lower tensile Silane treatments have also been applied to investigate poly-
strengths were reported for jute-epoxy resin composite and mer-wood interface. The most favourable results have been ob-
slightly higher tensile strengths for flax-epoxy composites. tained using vinyltrimethoxysilane after alkali treatment of the
Furthermore, the dynamic strength of the composites was im- fibres, which together produced a considerable improvement of
proved by the use of alkali treated fibres [6, 7]. the interfacial bond strength [13].
34 Intern. Polymer Processing XVIII (2003) 1
IPP_ipp1727 – 2.4.03/druckhaus köthen
F. G. Torres et al.: Single Screw Extrusion of NFRTP
3 Characterisation of the Relevant Material Properties
3.1 Materials
The natural fibres used in the experiments were: jute, sisal, co-
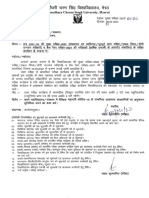
conut, and chonta. Chonta (Bactris spp., Euterpe spp., or Astro- Fig. 1. From left to right, chonta fibres (before and after 20 min degra-
caryum chonta) is a tree found in the Peruvian Amazonia, dation test), coconut fibres (before and after 20 min degradation tests)
(20x)
which possesses a highly fibrous wood structure. Fibre rovings
and tows of jute and sisal were chopped to produce bundles of 5
to 10 mm and fed to the extruder blended with the polymer pel-
lets. In the case of chonta wood fibres, these were chopped to 4 Single Screw Extrusion of Natural Fibre Reinforced
about 1 mm. The polymer matrices used were in all cases Thermoplastics
HDPE with MFI values (190 °C/2.16 kg) in the range 0.1 to
0.5 (extrusion grades) and PP with an MFI of 4. 4.1 Description of the Process and Equipment
International Polymer Processing downloaded from www.hanser-elibrary.com by Kungliga Tekniska on August 24, 2015
An extrusion line for the production of profiles has been used
3.2 Morphological Characterisation for the experiments presented here (Figs. 2 and 3). The main
component of the extrusion line is a single screw extruder built
The morphological characterisation methodology for LGF and designed in-house with a 25 mm polyolefin-type screw
composites developed by Torres et al. [14, 15] has been (L/D 24) and an open barrel facility. The extruder can be
adapted to natural fibre composites. SEM, and optical stereo- cooled down at any point during its operation, and then the bar-
scopic microscopy has been used to characterise the fibres and rel can be split into two halves (see Fig. 4) so that the material
the composites. contained between screw and barrel can be studied. The feed-
ing zone in the barrel is smooth. The extruder has four heating
zones regulated with independent PID controllers. A circular
3.3 Water Retention of the Fibres die is attached to the extruder and used to produce rods of dia-
meter 10 mm. Following the extruder, there is a calibration
Water retention tests were carried out following ASTM tank, in which a brass calibration sleeve has been fitted, so that
For personal use only.
D2402-90. The results for the different fibres tested are re- the extrudate can be shaped and cooled down to its desired final
ported in Table 1. As can be seen from Table 1, different types form. At the end of the line there is a haul-off which sets up the
of jute fibres show different values of water retention. This is line speed. No feed back control was used between extruder
an indication of the complications that arise when using natural and haul-off.
products as reinforcements. Coconut fibres show the highest
percentage of water retention.
Type of fibre Water retention
%
Jute (dark colour, textile) 41.7
Jute (white colour, roving) 56.1
Coconut fibre 58.9
Table 1. Water retention for different natural fibres Fig. 2. Scheme of the extrusion line for the production of natural fibre
reinforced thermoplastic profiles
3.4 Thermal Degradation of the Fibres
The fibres were placed in a temperature controlled oven using
an inert gas atmosphere. The temperatures were varied in the
range 180 to 200 °C, which corresponds to the typical proces-
sing temperatures for thermoplastics in single screw extrusion.
The samples were placed in the oven for: 5, 10, 15 and
20 min, which are estimates of the average residence times of
the extruder used in the experiments (at different speeds).
Some of the fibres, particularly coconut, showed extensive de-
gradation, as can be verified from the pictures shown in Fig. 1.
However, chonta fibres showed a much better resistance to heat
degradation than jute, sisal and coconut. These results were Fig. 3. Extrusion line for the production of natural fibre reinforced
consistent with the ones found from the extrusion experiments. thermoplastic profiles
Intern. Polymer Processing XVIII (2003) 1 35
IPP_ipp1727 – 2.4.03/druckhaus köthen
F. G. Torres et al.: Single Screw Extrusion of NFRTP
to 4). Fibres including jute, sisal, and cabuya have been used
as discrete reinforcements of a length of 5 to 10 mm (Fig. 5).
Cabuya is a vegetable fibre native to South America (it mainly
grows in Peru and Ecuador) and has a pretty similar appearance
to sisal, but shows a higher stiffness.
4.2.2 Conditioning of the Materials
The fibres were treated following some of the procedures de-
scribed in Section 2.2. Particularly, stearic acid, alcohol solu-
tions and dewaxing were used for improving the fibre disper-
Fig. 4. Extruder showing the “open-barrel” facility sion. In general, stearic acid applied to sisal and cabuya fibres
seemed to produce the best dispersion among the fibres. Other
surface modification treatments and the use of coupling agents
4.2 Study of the Process – Experiments were also tried out, however the results did not show much in-
International Polymer Processing downloaded from www.hanser-elibrary.com by Kungliga Tekniska on August 24, 2015
fluence on the bubble formation processes. In all cases the fi-
4.2.1 Materials bres were always placed in an alcohol or hypochlorite solution
for 24 h in order to remove the processing lubricants (defatting,
The polymer matrices used in this study have been mainly dewaxing) which are typical in this type of fibres.
polyethylene and polypropylene (with MFIs varying from 0.3
4.2.3 Processing Conditions
The extrusion temperatures have been chosen so that fibre de-
gradation would be minimised [3]. Temperature profiles of
160 to 220 °C have been used. The screw speed was in the
A) B) C)
range 40 to 70 min during the experiments. Cooling water from
For personal use only.
Fig. 5. Natural fibres used in the extrusion experiments, A: sisal fibres the mains at 18 °C was used for the calibration bath. No va-
(10 ×), B: cabuya fibres (10 ×), C: jute fibres (10 ×) cuum was used for aiding the calibration process. Haul-off
speed was set in the range 0.5 to 5 m/min.
5 Study of Plastication and Bubble
Formation in Single Screw Extrusion
The experiments reported here started
with taking the extruder to operating con-
ditions. Then the extruder was stopped
abruptly and cooled down. With the
equipment cool, the barrel was opened
and the material contained inside was ob-
served (Fig. 6). Only visual analysis was
performed. Photographs were taken
along the screw. The tests were per-
formed for different materials, with and
without treatment of the fibres and for
different operating conditions.
Fig. 7 shows a composition obtained
from pictures taken at different positions
along the screw. It shows the way the fi-
bres are transported along the screw
channel, and the variations in fibre dis-
persion, as well as the evolution of bub-
bles in the channel.
The analysis of the solids conveying
region is particularly interesting. For all
cases where large bubbles had been
Fig. 6. Left: extruder with barrel opened showing the material, inside, right: plastic composite found in the final extrudates, these ap-
extracted from the channels of the extruder screw next to it peared to have been formed in the feed-
36 Intern. Polymer Processing XVIII (2003) 1
IPP_ipp1727 – 2.4.03/druckhaus köthen
F. G. Torres et al.: Single Screw Extrusion of NFRTP
Fig. 7. Transported fibre reinforced material
along the extruder screw
ing section. Fig. 8 shows a typical example of fibre clumping in can be appreciated. These bubbles might be due to remaining
the case of sisal fibres and PP (5 % w/w). The clumping of the moisture in the fibres or to their natural hydrophilic behaviour,
fibres, especially at the walls of the channel, tend to produce although in this case, this has been considerably reduced by
large voids which are transported all along the screw channel. pre-treating the fibres with stearic acid. Some of the bubbles
These voids, which appear in the extrudates cross sections can- might also come from a large void produced in the feeding
not be attributed to moisture in the fibres. This can be verified zone, which has been later reduced due to the shearing action
by following the transport of the large bubbles formed in the of the screw. However, the experiments have shown that when
feeding zone along the screw channel (Fig. 7). large voids are present in the feeding zone, these produce large
Fig. 9 shows a typical case of a large bubble (void) that has central voids in the extrudates.
been transported along the extruder channel. As can be seen
from Fig. 9 a melt film clearly confines the bubbles within the
International Polymer Processing downloaded from www.hanser-elibrary.com by Kungliga Tekniska on August 24, 2015
limits of the channel cross section. At this stage, the fibres 5.1 Mechanisms of Bubble Formation
show an acceptable degree of dispersion.
On the other hand, Fig. 10, presents the case in which the fi- Comparing the results from the experiments shown above, it
bres show good dispersion in the polymer matrix with no voids can be inferred that both fibre dispersion and fibre moisture
like the ones shown in Figs. 8 and 9. This corresponds to the have an effect on the formation of bubbles in the single screw
metering zone of the screw channel, and only small bubbles extrusion of natural fibre reinforced composites. Most un-
treated fibres tend to form clumps which make the solids con-
veying process unstable, leading to the formation of bubbles.
Good fibre dispersion and a low content of moisture in the fi-
bres was obtained by pre-treating them. The pre-treatment con-
sisted in washing the fibres in an alcohol solution for 24 h.
Then the fibres were dried and mixed with the polymer pellets
under the presence of a dispersion agent, such as stearic acid
For personal use only.
as already mentioned in Sections 2.2 and 4.2. This process
had to be performed quickly enough so that the fibres would
not take up too much moisture from the air. Finally the fibre-
polymer mixture was fed into the extruder.
In general four main cases have been identified in the experi-
Fig. 8. Sisal fibres clumping in the solids conveying region
ments with regard to bubble formation:
Case 1. Poor fibre dispersion with moist fibres (Fig. 11),
Case 2. Poor fibre dispersion with dry fibres (Fig. 12),
Case 3. Good fibre dispersion with moist fibres (Fig. 13),
Case 4. Good fibre dispersion with dry fibres (Fig. 14).
These cases are discussed below. It is important to note that
these cases correspond to idealisations of the main tendencies
observed in the experiments reported here. As can be expected,
some experiments have shown the combinations of different
idealised cases during the same extrusion run. This might be
due to the fact that even when a stable process is reached at
Fig. 9. View of the region between the solids conveying zone and the some point, it may become unstable.
compression zone
5.1.1 Case 1. Poor Fibre Dispersion with Moist Fibres
(Fig. 11)
This is the worst case scenario in terms of extrudate quality.
The final extrudate presents large central voids arising from
the large amounts of entrapped air in the feeding section. After
the onset of plastication (Fig. 11C) a large void is contained in-
side the channel cross section and covered by a melt film. This
also results in a delay and shifting of the melting zone, when
compared to the plastication of unreinforced PE or PP. This
was typical of untreated jute, sisal and cabuya fibres particu-
Fig. 10. View showing good fibre dispersion with small bubbles in the larly at the highest concentrations used in these experiments
metering section (10 to 15 %w/w).
Intern. Polymer Processing XVIII (2003) 1 37
IPP_ipp1727 – 2.4.03/druckhaus köthen
F. G. Torres et al.: Single Screw Extrusion of NFRTP
5.1.2 Case 2. Poor Fibre Dispersion with Dry Fibres (Fig. 12) 5.1.3 Case 3. Good Fibre Dispersion with Moist Fibres
(Fig. 13)
In this case, it can be appreciated that the pre-drying of the fi-
bres does not lead to an important reduction of the bubbles con- In this case, good fibre dispersion has been obtained. This has
tent in the extrudate. Fibre clumping has taken place in the been achieved by applying some of the treatments described
feeding zone. The large voids (Fig. 12B) which are also present in Sections 2.2. and 4.2 to the fibres. However, when dealing
in case 1 persist until the metering zone and appear in the extru- with moist fibres, large bubbles can be found in the molten
dates cross section. The problems are the same as in case 1, polymer as well as in the extrudate (Fig. 13D). The plastication
with the only difference being that the average size of the dis- process in case 3 resembles more that of unreinforced polymers
persed bubbles (less than 1 mm) in the extrudate is less than than cases 1 and 2. This behaviour was found only with sisal
that in case 1. This was typical of pre-dried jute, sisal and ca- and cabuya fibres when treated with dispersion agents, such as
buya fibres particularly at the highest concentrations used in stearic acid and pre-washed in alcohol.
these experiments (10 to 15 %w/w).
5.1.4 Case 4. Good Fibre Dispersion
with Dry Fibres (Fig. 14)
International Polymer Processing downloaded from www.hanser-elibrary.com by Kungliga Tekniska on August 24, 2015
This is close to the ideal case for single
screw extrusion of natural fibre rein-
forced thermoplastics. The extrudates
present only very few small bubbles.
These are due to the remaining moisture
in the fibres or to moisture that is being
taken up during the process. This beha-
viour was found only with sisal and ca-
buya fibres when treated with disper-
sion agents, such as stearic acid and
pre-washed in alcohol, followed by a
For personal use only.
thorough drying procedure. Jute fibres
always showed clumping tendencies in
the feeding section.
Further experimental evidence for
the conditions in the four cases de-
scribed above can be seen in the series
of micrographs shown in Fig. 15.
Fig. 11. Transport processes for case 1: poor dispersion with moist fibres Fig. 15A. shows a typical extrudate for
case 1: a large central void and some
dispersed large bubbles. As mentioned
before, this is the worst scenario and
very poor mechanical properties can be
expected from this extrudate. Fig. 15B
shows a cross section typical for case 3,
where no large central void can be
found, however large dispersed bubbles
are present. Fig. 15C shows a good
quality extrudate, where only small dis-
persed bubbles can be seen. In this case
the best mechanical properties of all
the cross sections shown can be ex-
pected.
It has also been verified from these
experiments that the rise of local
temperature in some extruder zones
leads to fibre degradation. It seems
that the excessive shearing action on
the fibres arising when these clump
together in the feeding section leads
to premature fibre degradation,
although further experimental evi-
Fig. 12. Transport processes for case 2: poor dispersion with dry fibres dence is necessary.
38 Intern. Polymer Processing XVIII (2003) 1
IPP_ipp1727 – 2.4.03/druckhaus köthen
F. G. Torres et al.: Single Screw Extrusion of NFRTP
6 Mechanical and Morphological Characterisation of the
Composites Material Avg. tensile strength
N/mm2
Mechanical tests have been performed to the extruded bars
using some modifications of ASTM standard D-638M. PE 0 % w/w (unreinforced) 20.45
PE 5 % w/w sisal untreated 21.49
Rounded bars with a diameter equal to 6.2 mm +/ – 0.1 mm PE 10 % w/w sisal untreated 20.45
were turned from the extruded bars. The specimens were tested PE 5 % w/w sisal – stearic acid 22.30
in a Hounsfield tensile testing machine at a crosshead speed of PE 10 % w/w sisal – stearic acid 19.87
5 mm/min. PE 5 % w/w sisal – alkali treatment 21.75
Many tests were performed, however only results for the spe- PE 10 % w/w sisal – alkali treatment 19.70
cimens showing bubbles/voids of relatively small size (and well PE 5 % w/w Jute – untreated 24.35
dispersed) have been considered. The results are presented in
Table 2. As can be seen from Table 2, an increase in the tensile Table 2. Tensile strengths of the natural fibre reinforced PE extruded
products (all fibres have been pre-dried)
strength can be found as the fibre con-
International Polymer Processing downloaded from www.hanser-elibrary.com by Kungliga Tekniska on August 24, 2015
centration increases. However, for fibre
concentrations equal to and higher than
10 % in weight a decrease in tensile
strength is observed due to the presence
of larger voids, associated to problems
with fibre dispersion. Jute provides a
much higher reinforcement effect than
sisal due to its higher aspect ratio, how-
ever it tends to form more clumps than
sisal. For jute fibre concentrations high-
er than 5 % by weight it was not possible
to obtain good quality extruded pro-
For personal use only.
ducts, whereas acceptable sisal compo-
sites could be extruded for fibre concen-
trations of up to 10 % by weight. As far
as the fibre treatments are concerned, it
is clear from Table 2 that stearic acid
provides the best tensile test results in
sisal. Fibre treatments for jute had no ef-
fects on the results.
Fig. 13. Transport processes for case 3: good dispersion with moist fibres
The interfacial properties between fi-
bres and matrix have not been discussed
in this paper, however it has been found
that for the extrudates shown here, tran-
scrystallinity occurs, as observed using
polarised light optical microscopy. This
has been reported elsewhere [16].
Fibre length of the extruded compo-
sites has been estimated by optical
methods. Some studies in the literature
[5, 6] indicate that in order to determine
the remaining fibre length distribution
after processing a natural fibre rein-
forced thermoplastic, it is necessary to
dilute the polymer matrix in hot xylene.
That technique has also been tried out in
the present study, but it has been found
to be inadequate for an accurate mea-
surement of the remaining fibres. When
working with glass fibre reinforced
thermoplastics, the fibres can be pre-
pared for measurement by just burning
off the polymer matrix [15], however
Fig. 14. Transport processes for case 4: good dispersion with dry fibres this was not possible here. The problem
Intern. Polymer Processing XVIII (2003) 1 39
IPP_ipp1727 – 2.4.03/druckhaus köthen
F. G. Torres et al.: Single Screw Extrusion of NFRTP
Of all fibre treatments tried out, the use of stearic acid has re-
sulted in the best final material properties accompanied of a re-
duced level of bubbles. Pre-drying of the fibres for 24 h at
65 °C also improves the final quality of the extrudates. In addi-
tion, bubble formation depends on the fibre content of the com-
posite, since with increased fibre concentration more of the
Fig. 15. Cross sections (10 ×) of the extrudates showing different types above mentioned problems tend to occur.
of voids and bubbles, A: large central void and large dispersed bubbles When comparing products with a low degree of bubbles, it
(not shown), B: dispersed large bubbles, C: dispersed small bubbles has been shown that fibre treatment in general does not have a
(not shown) major effect on the final mechanical properties of the compo-
site products. In order to achieve the best quality possible in
with hot xylene is that due to its high viscosity, thorough stir- the extruded products, it is important to design adequate fibre
ring is necessary in order to disperse the fibres. This leads to treatment and management procedures which ensure good fi-
further fibre breakage. The fibres also need to be sieved after- bre dispersion in the feeding section of the extruder.
wards. This results in the fibres remaining all over the differ-
ent parts of the equipment involved in the experiments and
International Polymer Processing downloaded from www.hanser-elibrary.com by Kungliga Tekniska on August 24, 2015
therefore a proper sample cannot be prepared. Most of the References
finely grounded fibres (corresponding to a first peak in a fibre
length distribution) are lost during the preparation process. 1 Mohanty, A. K., Misra, M., Hinrichsen, G.: Macromol. Mater. Eng.
Our approach to this problem consisted in pressing the 276/277, p. 1 (2000)
extruded products, right after they emerge from the extrusion 2 Nabi Saheb, D., Jog, J. P.: Adv. in Polym. Technol. 18, p. 351
die, into flat thin plates (ca. 1 mm thick). These plates can be (1999)
3 Torres, F. G., Ochoa, B. and Nakamatsu, J.: Paper presented at the
placed against a source of light, and optical methods can be Polymer Processing Society European Meeting, Antalya, Turkey,
used to estimate the average fibre length. Weight average fibre October (2001)
length values for the extrusion experiments described here 4 Rowell, R. M., Sanadi, A. R., Caulfield, D. F., Jacobson, R. E., in:
(initial fibre length in the range 5 to 6 mm) were in the range Proceedings First Int. Conf. on Lignocellulosic Plastics Compo-
2.2 to 3.6 mm. sites, Leao, A., Carvalho, F., Frollini, E. (Eds.), Sao Paulo, Brazil,
p. 23 (1996)
Due to the lack of an accurate fibre length measurement (and 5 Bledzky, A. K., Gassan, J.: Progress in Polymer Science 24, p. 221
For personal use only.
sample preparation) procedure, no study was made to deter- (1999)
mine the effect of process and material variables on the final fi- 6 Gassan, J., Bledzky, A. K.: Die Angewandte Makromolekulare Che-
bre length distribution. mie 268, p. 22 (1999)
7 Gassan, J., Mildner, I., Bledzky, A. K.: Mechanics of Composite
Materials 35, p. 653 (1999)
8 Mohanty, A. K., Khan, M. A., Hinrichsen, G.: Composites Part A.
7 Conclusions 31, p. 143 (2000)
9 George, J., Sreekala, M. S., Thomas, S.: Polym. Eng. Sci. 41,
p. 1471 (2001)
Natural fibre reinforced thermoplastics, with PP and HDPE 10 Gassan, J., Bledzky, A. K.: Applied Composite Materials 7, p. 373
matrices and sisal, jute and cabuya fibres, have been processed (2000)
by conventional single screw extrusion. It has been shown that 11 Gassan, J., Bledzky, A. K.: Composites Part A. 28A, p. 1001 (1997)
it is important to determine the individual relevant properties 12 Gassan, J., Bledzky, A. K.: J. Thermoplastic Composite Mat. 12,
of the fibres in order to determine the adequate processing con- p. 388 (1999)
13 Razi, P. S., Portier, R., Raman, A.: J. Composite Mat. 33, p. 1064
ditions for the composites. For instance coconut fibres were in- (1999)
itially discarded due to a very poor thermal stability and a high 14 Torres, F. G., Bush, S. F.: Paper presented at the Polymer Processing
moisture content. Society Annual Meeting, ’s Hertogensbosch, The Netherlands, May
An acceptable quality of the extruded rods can be achieved if (1999)
the problems associated with bubble formation are controlled. 15 Bush, S. F., Torres, F. G.: Int. Polym. Process. 15, p. 208 (2000)
16 Torres, F. G., Díaz, R. M., Machicao, E.: Morphological characteri-
A way of controlling the formation of bubbles and voids is by sation of natural fibre reinforced thermoplastics processed by extru-
pre-treating the fibres. This has been carried out by dewaxing sion, rotational and compression moulding, in print
them, pre-washing them with alcohol, and with the use of dis-
persion agents, such as stearic acid.
It has been shown that bubble formation depends heavily on
Acknowledgements
the feeding behaviour of the polymer-fibres blend fed to the ex-
truder and less on the moisture level (hydrophilic behaviour) of
The authors wish to acknowledge the help received from the
the reinforcing fibres. Four main idealised cases for the evolu-
Rectorate and the Direction of Research of the Catholic Uni-
tion of the bubble formation process have been identified by
versity of Peru (PUCP), and the Institute of Corrosion and Pro-
studying the material transport during extrusion. The use of
tection ICP-PUCP for the use of their microscopy facilities.
dispersion agents, such as stearic acid, which also reduces the
natural hydrophilicity of the fibres has proved to produce the
best level of fibre dispersion in the extrusion process. This has Date received: December 10, 2002
been accompanied by extrudates displaying the best quality. Date accepted: January 14, 2003
40 Intern. Polymer Processing XVIII (2003) 1
IPP_ipp1727 – 2.4.03/druckhaus köthen
View publication stats
You might also like
- Block by Bloody Block PDFDocument74 pagesBlock by Bloody Block PDFSnafuu100% (3)
- Torres 2003Document7 pagesTorres 2003Adan Smith Arribasplata SeguinNo ratings yet
- Materials Today: ProceedingsDocument5 pagesMaterials Today: ProceedingsraulNo ratings yet
- FeasibilitystudyofparticleboardproductionDocument11 pagesFeasibilitystudyofparticleboardproductionSamuel ChristianNo ratings yet
- Polypropylene Biocomposites Reinforced With Softwood, Abaca, Jute, and Kenaf Fibers PDFDocument9 pagesPolypropylene Biocomposites Reinforced With Softwood, Abaca, Jute, and Kenaf Fibers PDFAlfredo Marcel SamperomponNo ratings yet
- Review On Properties of Natural Hybrid CDocument6 pagesReview On Properties of Natural Hybrid Cteshome enchalewNo ratings yet
- Materials Today: Proceedings: Nihel Ketata, Bastien Seantier, Noamen Guermazi, Yves GrohensDocument9 pagesMaterials Today: Proceedings: Nihel Ketata, Bastien Seantier, Noamen Guermazi, Yves GrohensElena RomeroNo ratings yet
- Review Article A Literature Review On Natural Fibers, Its Properties and Influence of Water Absorption On Mechanical Properties of CompositesDocument9 pagesReview Article A Literature Review On Natural Fibers, Its Properties and Influence of Water Absorption On Mechanical Properties of Compositesmkumar_234155No ratings yet
- Materials Today: Proceedings: R. Jeyapragash, V. Srinivasan, S. SathiyamurthyDocument5 pagesMaterials Today: Proceedings: R. Jeyapragash, V. Srinivasan, S. SathiyamurthyAnthony PFNo ratings yet
- Assessment of The Tensile Properties of Coir, Bamboo and Jute FibreDocument8 pagesAssessment of The Tensile Properties of Coir, Bamboo and Jute Fibremalkinada179No ratings yet
- Khiari 2Document6 pagesKhiari 2Karim HosniNo ratings yet
- Xo ChuoiDocument6 pagesXo ChuoiMỹ LinhNo ratings yet
- Natural-Fiber Polymer-MatrixDocument6 pagesNatural-Fiber Polymer-MatrixtrishulNo ratings yet
- Effect of Pretreatment Methods On Properties of Natural Fiber Composites A Review - VenkatachalamDocument12 pagesEffect of Pretreatment Methods On Properties of Natural Fiber Composites A Review - Venkatachalamdeathjester1No ratings yet
- Materials Today: Proceedings: Ravinder TonkDocument4 pagesMaterials Today: Proceedings: Ravinder TonkIngrid ContrerasNo ratings yet
- The Challenges of Natural Fiber in Manufacturing, Material Selection, and Technology Application: A ReviewDocument10 pagesThe Challenges of Natural Fiber in Manufacturing, Material Selection, and Technology Application: A ReviewWael MotranNo ratings yet
- Taha Et Al. (2007)Document17 pagesTaha Et Al. (2007)محمود بن ماجد نصارNo ratings yet
- Denim PolymerDocument6 pagesDenim PolymerGap SeamanNo ratings yet
- Extraction of Nanocellulose Fibrils From Lignocellulosic Fibres: A Novel ApproachDocument8 pagesExtraction of Nanocellulose Fibrils From Lignocellulosic Fibres: A Novel ApproachSofri KinsillaNo ratings yet
- Hamzah Noegraha - Jurnal Tugas 3 Biofilm MikrobologiDocument7 pagesHamzah Noegraha - Jurnal Tugas 3 Biofilm MikrobologiHamzah NoegrahaNo ratings yet
- Effects of Filler Content and Compatibilizing Agents On Mechanical Behavior of The Particle-Reinforced CompositesDocument7 pagesEffects of Filler Content and Compatibilizing Agents On Mechanical Behavior of The Particle-Reinforced CompositesTrương Việt ThựcNo ratings yet
- Materials Today: Proceedings: Jonathan B. Dawit, Hirpa G. Lemu, Yohannes Regassa, Adugna D. AkessaDocument6 pagesMaterials Today: Proceedings: Jonathan B. Dawit, Hirpa G. Lemu, Yohannes Regassa, Adugna D. AkessaHelmi ChaâbeneNo ratings yet
- One-Pot Nanofibrillation of Cellulose and Nanocomposite Production in A Twin-Screw ExtruderDocument10 pagesOne-Pot Nanofibrillation of Cellulose and Nanocomposite Production in A Twin-Screw ExtruderHidayah AriffinNo ratings yet
- IFJ0213Document4 pagesIFJ0213tesfaye.shimelisNo ratings yet
- Effect of Moisture Absorption On The Properties of Natural FiberDocument6 pagesEffect of Moisture Absorption On The Properties of Natural FiberIsmadi IsmadiNo ratings yet
- Guo Et Al. - 2017Document9 pagesGuo Et Al. - 2017κ.μ.α «— Brakat»No ratings yet
- Muthalagu 2021Document9 pagesMuthalagu 2021Mechanical Engg. Alagappa Poly College,KaraikudiNo ratings yet
- Composites Based On Natural Fibre Fabrics: August 2010Document27 pagesComposites Based On Natural Fibre Fabrics: August 2010Sudhir Chakravarthy KatragaddaNo ratings yet
- Mukherjee 2011Document12 pagesMukherjee 2011Johnny 17No ratings yet
- Cellulose-Based Composites and NanocompositesDocument17 pagesCellulose-Based Composites and NanocompositesJeffery NguNo ratings yet
- 20 Jahre IAP BiobasedComposites Ganster ErdmannDocument9 pages20 Jahre IAP BiobasedComposites Ganster ErdmannAnupat PotisatityuenyongNo ratings yet
- Development of Hybrid Reinforced Polymer Composite: Abstract-Composites Are A Mixture of Two or More ConstituentDocument4 pagesDevelopment of Hybrid Reinforced Polymer Composite: Abstract-Composites Are A Mixture of Two or More ConstituentLavaKumarNo ratings yet
- Pretreatments - of - Natural - Fibers - and - Thei PDFDocument20 pagesPretreatments - of - Natural - Fibers - and - Thei PDFVăn ThưNo ratings yet
- Green Composites From Woven Flax Fiber and Bio-Copolyester: Previous Paper Next PaperDocument10 pagesGreen Composites From Woven Flax Fiber and Bio-Copolyester: Previous Paper Next PaperAtik KaziNo ratings yet
- 1 s2.0 S0301679X23007661 MainDocument33 pages1 s2.0 S0301679X23007661 Main32216116No ratings yet
- Fpls 10 00411Document23 pagesFpls 10 00411Ýõõ NäNo ratings yet
- FTQ PH CTWZ YZq STD 8 QSG MYztDocument11 pagesFTQ PH CTWZ YZq STD 8 QSG MYztDavi CostaNo ratings yet
- ACOUSTIC CHARACTERIZATION OF Natural Fibres For Sound AbsorptionDocument43 pagesACOUSTIC CHARACTERIZATION OF Natural Fibres For Sound AbsorptionAditya PrakashNo ratings yet
- Box BehnkenDocument8 pagesBox BehnkenJHON ALEX LOPINTA CCANSAYANo ratings yet
- 1 s2.0 S2666893921001419 Main1Document9 pages1 s2.0 S2666893921001419 Main1jadeshades12No ratings yet
- Crystallization of Polypropylene in The Presence of Biomass-Based Fillers of Different CompositionsDocument12 pagesCrystallization of Polypropylene in The Presence of Biomass-Based Fillers of Different CompositionsFarid ThahirNo ratings yet
- Composite of Short Coir Fibres and Natural Rubber-Effect of Chemical Modification, Loading and Orientation of FibreDocument9 pagesComposite of Short Coir Fibres and Natural Rubber-Effect of Chemical Modification, Loading and Orientation of Fibrepractice rosNo ratings yet
- Processing and Characterization of Waste Denim Fiber Reinforced Polymer CompositesDocument5 pagesProcessing and Characterization of Waste Denim Fiber Reinforced Polymer Compositesaranna arannaNo ratings yet
- Process and Factor Analysis in The Manufacturing of Woven Polypropylene Packaging TextilesDocument7 pagesProcess and Factor Analysis in The Manufacturing of Woven Polypropylene Packaging TextilesTania Sharma397No ratings yet
- Review of Natural Fiber CompositesDocument10 pagesReview of Natural Fiber CompositesArvind RNo ratings yet
- Full Exploitation of Cannabis Sativa As Reinforcement/filler of Thermoplastic Composite MaterialsDocument9 pagesFull Exploitation of Cannabis Sativa As Reinforcement/filler of Thermoplastic Composite MaterialsJesus Antonio Villamil VergaraNo ratings yet
- Comparison of Natural and Synthetic Anti Migrants in Continuous Dyeing of 100% PolyesterDocument12 pagesComparison of Natural and Synthetic Anti Migrants in Continuous Dyeing of 100% PolyesterErnesto Vicuña IslasNo ratings yet
- Polymers: Fiber Orientation and Concentration in An Injection-Molded Ethylene-Propylene Copolymer Reinforced by HempDocument20 pagesPolymers: Fiber Orientation and Concentration in An Injection-Molded Ethylene-Propylene Copolymer Reinforced by HempChien Vu NgocNo ratings yet
- Full Paper Ramie GeotextileDocument7 pagesFull Paper Ramie GeotextileRevilo SilecNo ratings yet
- Characterisation of The Woven Fabric of Jute, Ramie and Roselle ForDocument6 pagesCharacterisation of The Woven Fabric of Jute, Ramie and Roselle ForTia Nico Rossi RossiNo ratings yet
- 2006 TahaDocument14 pages2006 Tahajoan manuel MolinaNo ratings yet
- Extraction of Natural Fibres PDFDocument2 pagesExtraction of Natural Fibres PDFJenniferNo ratings yet
- Thermoplastic Film From Superfine Wool Powder: Xin Wang, Weilin Xu, Wenbin Li, Xungai WangDocument5 pagesThermoplastic Film From Superfine Wool Powder: Xin Wang, Weilin Xu, Wenbin Li, Xungai WangHector ParamoNo ratings yet
- Analysis of Mechanical Properties of Natural Waste Particle Reinforced Polymer CompositesDocument10 pagesAnalysis of Mechanical Properties of Natural Waste Particle Reinforced Polymer CompositesGODWIN GNo ratings yet
- Biocomposites of Alfa Fibers Dispersed in The Mater-Bi® Type BioplasticDocument35 pagesBiocomposites of Alfa Fibers Dispersed in The Mater-Bi® Type BioplastichanjunyieeNo ratings yet
- Mark2020 PDFDocument12 pagesMark2020 PDFamanamanamanamanamanNo ratings yet
- Natural Fibre-Polymer CompositesDocument20 pagesNatural Fibre-Polymer CompositesPramod PamuNo ratings yet
- 1 Helmet DesignDocument37 pages1 Helmet DesignpramodassNo ratings yet
- Coatings 11 00770 v2Document16 pagesCoatings 11 00770 v2haremboraNo ratings yet
- Evaluation of Commercially Available Flame Retardants for Production of Carbon FabricFrom EverandEvaluation of Commercially Available Flame Retardants for Production of Carbon FabricNo ratings yet
- Bio-aggregate-based Building Materials: Applications to Hemp ConcretesFrom EverandBio-aggregate-based Building Materials: Applications to Hemp ConcretesSofiane AmzianeNo ratings yet
- WKB ApproxDocument21 pagesWKB ApproxdevendrakphyNo ratings yet
- Ourlog 9089Document4 pagesOurlog 9089Prin PinkyNo ratings yet
- PreviewDocument254 pagesPreviewIgor OkNo ratings yet
- Submarine Magmatic-Hydrothermal Systems at The Monowai Volcanic Center, Kermadec ArcDocument26 pagesSubmarine Magmatic-Hydrothermal Systems at The Monowai Volcanic Center, Kermadec ArcberthingNo ratings yet
- Chapter 4Document2 pagesChapter 4Lilia GuzunNo ratings yet
- Lesson 1 Productivity Software Applications For Language Teaching and LearningDocument26 pagesLesson 1 Productivity Software Applications For Language Teaching and LearningagnesandalayNo ratings yet
- Chapter 9 Summary: For Asset Disposal Through Discarding or SellingDocument2 pagesChapter 9 Summary: For Asset Disposal Through Discarding or SellingAreeba QureshiNo ratings yet
- Maths - MS-JMA01 - 01 - Rms - 20180822 PDFDocument11 pagesMaths - MS-JMA01 - 01 - Rms - 20180822 PDFAmali De Silva67% (3)
- The Limitations of Medium in A Communication AmongDocument4 pagesThe Limitations of Medium in A Communication AmongChristine MarieNo ratings yet
- Lección 11 - How MuchDocument4 pagesLección 11 - How Muchyo no fuiNo ratings yet
- Mini-C Exchange ID String - Rev - C PDFDocument4 pagesMini-C Exchange ID String - Rev - C PDFGeta EnacheNo ratings yet
- Ffi Ffiq D (,: Rie Frncfusru'QDocument25 pagesFfi Ffiq D (,: Rie Frncfusru'QShubham DNo ratings yet
- Foreign Currency TranactionDocument11 pagesForeign Currency TranactionAngelieNo ratings yet
- CV Hamza SadrijaDocument3 pagesCV Hamza SadrijaHamza SadrijaNo ratings yet
- Product Catalogue-IoT PT. MSIDocument30 pagesProduct Catalogue-IoT PT. MSIMaz ZildaneNo ratings yet
- A Brief Note On Plants of Medicinal Importance To LivestockDocument84 pagesA Brief Note On Plants of Medicinal Importance To LivestockSunil100% (1)
- International Approved ProtocolsDocument27 pagesInternational Approved Protocolscyril ochieng wangaNo ratings yet
- C92IP003EN-I ScreenDocument20 pagesC92IP003EN-I ScreenSupriyo PNo ratings yet
- Fkasa - Norhamiza Rossli (Cd9298)Document24 pagesFkasa - Norhamiza Rossli (Cd9298)Farahana AnuarNo ratings yet
- Manual de Servicio Treadmill 2000Document150 pagesManual de Servicio Treadmill 2000pirihuey1234No ratings yet
- A Brief History of Jazz DrummingDocument8 pagesA Brief History of Jazz DrummingManoloPantalonNo ratings yet
- Datasheet Dh321Document20 pagesDatasheet Dh32193082No ratings yet
- 10 1108 - Ijse 11 2017 0507Document14 pages10 1108 - Ijse 11 2017 0507Hanny PurnomoNo ratings yet
- Sitarambhai Naranji Patel Institute of Technology & Research Centre, Umrakh Electronics and Communication DepartmentDocument3 pagesSitarambhai Naranji Patel Institute of Technology & Research Centre, Umrakh Electronics and Communication DepartmentMitali TakawalaNo ratings yet
- MaldivesDocument15 pagesMaldivesRyhan AbuNo ratings yet
- Understanding The Transfer of Prepositions: Arabic To EnglishDocument7 pagesUnderstanding The Transfer of Prepositions: Arabic To Englishwaa2000No ratings yet
- Manual AccumetDocument63 pagesManual AccumetClaudio Pastén CortésNo ratings yet
- CV - Muhammad Fazli - Deck Cadet TrainingDocument1 pageCV - Muhammad Fazli - Deck Cadet TrainingfazliNo ratings yet
- Urban HierarchyDocument12 pagesUrban HierarchyNafisa Irina100% (1)