Download as pdf or txt
You might also like
- High Rise Concrete Construction Vs High Rise Steel ConstructionDocument4 pagesHigh Rise Concrete Construction Vs High Rise Steel ConstructionnanamallowNo ratings yet
- Final Drilling Fuild Lab ReportDocument19 pagesFinal Drilling Fuild Lab ReportTaufik Zainuddin100% (2)
- Tribology Wear PDFDocument30 pagesTribology Wear PDFkarthikNo ratings yet
- Wear Introduction of WearDocument22 pagesWear Introduction of WearVinit ShrivastavaNo ratings yet
- WearDocument3 pagesWearMuthu KumaranNo ratings yet
- Fig. 3.5: Adhesive Wear. All Theories Which Predict Wear Rates Start From The Concept of TrueDocument42 pagesFig. 3.5: Adhesive Wear. All Theories Which Predict Wear Rates Start From The Concept of TruevishiwizardNo ratings yet
- Module 5 WearDocument23 pagesModule 5 WearrohanNo ratings yet
- 15 - Chapter 7 PDFDocument24 pages15 - Chapter 7 PDFpavan_1988No ratings yet
- Engineering Tribology: Prof. Dr. Tamer S. MahmoudDocument44 pagesEngineering Tribology: Prof. Dr. Tamer S. MahmoudbassemNo ratings yet
- A Critical Review On Different Types of Wear of MaterialsDocument7 pagesA Critical Review On Different Types of Wear of MaterialsIAEME PublicationNo ratings yet
- Wear Mitigation by The Use of Surface CoatingsDocument10 pagesWear Mitigation by The Use of Surface CoatingsRodrigo Jechéla BarriosNo ratings yet
- Module 2: Friction: Junction GrowthDocument12 pagesModule 2: Friction: Junction GrowthMohammad Ishfaq BhatNo ratings yet
- 7.1 Definition of TribologyDocument22 pages7.1 Definition of TribologyUriParraNo ratings yet
- Adhesion Wear and AbrasiveDocument28 pagesAdhesion Wear and AbrasiveSanjay Shelar100% (1)
- Yeungnam University School of Mechanical Engineering Syllabus For 0993 TribologyDocument42 pagesYeungnam University School of Mechanical Engineering Syllabus For 0993 TribologyEr Siraj AzamNo ratings yet
- Brief Discussion On Tribology: Department of Orthopaedics Kasturba Medical CollegeDocument7 pagesBrief Discussion On Tribology: Department of Orthopaedics Kasturba Medical CollegechinmayghaisasNo ratings yet
- Chapter 8Document7 pagesChapter 8Tamirat NemomsaNo ratings yet
- 01 Dujv UE Presentation 2018 PDFDocument69 pages01 Dujv UE Presentation 2018 PDFelias attalahNo ratings yet
- 4 WearDocument31 pages4 WearLIM WEI KEONG / UPMNo ratings yet
- Wear of Impact Socket - A ReviewDocument4 pagesWear of Impact Socket - A Reviewlaukik_rautNo ratings yet
- SAW OverlaysDocument13 pagesSAW OverlaysSengupta VivekNo ratings yet
- A Wear and Surface DamageDocument3 pagesA Wear and Surface Damageemad sabriNo ratings yet
- Artigo Dos ItalianosDocument17 pagesArtigo Dos ItalianosFernando RockerNo ratings yet
- FrettingDocument2 pagesFrettingsolidwormNo ratings yet
- Investigation of Abrasive Wear Resistance of Ferrous-Based Coatings With Scratch TesterDocument4 pagesInvestigation of Abrasive Wear Resistance of Ferrous-Based Coatings With Scratch Testeravencl100% (2)
- Fretting Corrosion or False BrinellingDocument4 pagesFretting Corrosion or False Brinellingfalconesas100% (1)
- Hardfacing To Increase Wear ResistanceDocument6 pagesHardfacing To Increase Wear ResistanceanruloNo ratings yet
- Module 3Document27 pagesModule 3Aditya ranjan BubunNo ratings yet
- The Delamination Theory of WearDocument14 pagesThe Delamination Theory of WearMatheus William CesarNo ratings yet
- Tribology of The Wheel Rail Contact Aspects of Wear Particle Emission and AdhesionDocument31 pagesTribology of The Wheel Rail Contact Aspects of Wear Particle Emission and AdhesionShaat KumarNo ratings yet
- Rear (Driven) Bicycle Sprockets. New, Left, Shows No Wear. Right, Used, Shows Obvious Wear From Being Driven ClockwiseDocument7 pagesRear (Driven) Bicycle Sprockets. New, Left, Shows No Wear. Right, Used, Shows Obvious Wear From Being Driven Clockwiseumar_hazrad8219No ratings yet
- GallingDocument6 pagesGallinghrh_pogcNo ratings yet
- Adhesion Test For PaintDocument44 pagesAdhesion Test For PaintLaughlikesiao HeheNo ratings yet
- A Review Paper On Abrasive Wear CharacteristicsDocument6 pagesA Review Paper On Abrasive Wear CharacteristicsSalem GarrabNo ratings yet
- Corrosion Fatigue - WikipediaDocument17 pagesCorrosion Fatigue - Wikipediasoumitra BanerjeeNo ratings yet
- Effect of Strain Hardening (Work Hardening) On Sheet Metal FormingDocument4 pagesEffect of Strain Hardening (Work Hardening) On Sheet Metal FormingAmer KhanNo ratings yet
- Assignment 3 (15%) Assignment 15% For Type AbrasiveDocument3 pagesAssignment 3 (15%) Assignment 15% For Type AbrasiveAdane MinuyeNo ratings yet
- Dickson and Benson 560 Assignment TwoDocument7 pagesDickson and Benson 560 Assignment TwoDICKSON SIMUTAMINo ratings yet
- Friction: Table 2.1: Coefficient of Friction For Various Metals Sliding On ThemselvesDocument10 pagesFriction: Table 2.1: Coefficient of Friction For Various Metals Sliding On ThemselvesOmoniyi Ezekiel BNo ratings yet
- Chp5 - Wear - Lect. & All Figs - 130120231 - Ver.Document61 pagesChp5 - Wear - Lect. & All Figs - 130120231 - Ver.abdurhman suleimanNo ratings yet
- For Other Uses, See .: Wear (Disambiguation)Document7 pagesFor Other Uses, See .: Wear (Disambiguation)Vishal SinghNo ratings yet
- Wear and FrictionDocument7 pagesWear and FrictionBryan ArroyoNo ratings yet
- Corrosion FatigueDocument14 pagesCorrosion FatigueAPINo ratings yet
- What Is Wear? 1.1 DefinitionDocument18 pagesWhat Is Wear? 1.1 DefinitionSHYAM SUNDARNo ratings yet
- Documents - Tips - Fatigue of Railway Wheels and Rails Under Rolling Contact and Thermal LoadinganDocument13 pagesDocuments - Tips - Fatigue of Railway Wheels and Rails Under Rolling Contact and Thermal LoadinganDeepak BhardwajNo ratings yet
- Page 75 Work HardeningDocument6 pagesPage 75 Work HardeningzooruNo ratings yet
- Basics of Wear IiwDocument7 pagesBasics of Wear IiwSomnath ChakravartyNo ratings yet
- The Abrasive Wear of Gold Jewellery AlloysDocument6 pagesThe Abrasive Wear of Gold Jewellery AlloysVigneswaranNo ratings yet
- Modes of FractureDocument10 pagesModes of FractureAHMED DIABNo ratings yet
- MCL 231 Term PaperDocument6 pagesMCL 231 Term Paperaman rajNo ratings yet
- Tribology in Design: AssignmentDocument9 pagesTribology in Design: AssignmentSathish SathiNo ratings yet
- Rail-Wheel Contact Research at The University of NewcastleDocument6 pagesRail-Wheel Contact Research at The University of NewcastleFarrukh ManjNo ratings yet
- 2 1 Causes of Friction 2Document8 pages2 1 Causes of Friction 2Tiisetso MokwaneNo ratings yet
- Railway Tribology Chp4 Wear Lect. & All Figs Ver. E 110613Document62 pagesRailway Tribology Chp4 Wear Lect. & All Figs Ver. E 110613Allison LancasterNo ratings yet
- 03 Lubricants PDFDocument21 pages03 Lubricants PDFrenz pepaNo ratings yet
- Tutorial 4Document6 pagesTutorial 4BiplabSahuNo ratings yet
- Tribological Problems and How To Reduce ThemDocument4 pagesTribological Problems and How To Reduce ThemMark Nassef NaguibNo ratings yet
- Introduction To Wear: Surface Damage Removal of MaterialDocument33 pagesIntroduction To Wear: Surface Damage Removal of MaterialSelvamuthu KumaranNo ratings yet
- Characterizations of Cutting Tool Flank Wear-Land ContactDocument5 pagesCharacterizations of Cutting Tool Flank Wear-Land ContactEsmeralda MuñozNo ratings yet
- Materials Science and Technology of Optical FabricationFrom EverandMaterials Science and Technology of Optical FabricationNo ratings yet
- FM MissingDocument2 pagesFM MissingMohammad Ishfaq BhatNo ratings yet
- Form16 Part ADocument2 pagesForm16 Part AMohammad Ishfaq BhatNo ratings yet
- Life Cycle of A ProductDocument5 pagesLife Cycle of A ProductMohammad Ishfaq BhatNo ratings yet
- Value EngineeringDocument74 pagesValue EngineeringMohammad Ishfaq BhatNo ratings yet
- Introduction To Value Engineering and Value AnalysisDocument4 pagesIntroduction To Value Engineering and Value AnalysisMohammad Ishfaq BhatNo ratings yet
- Lecture 10 Evaluation PhaseDocument8 pagesLecture 10 Evaluation PhaseMohammad Ishfaq BhatNo ratings yet
- IC Engine-GATE Mechanical Free NotesDocument77 pagesIC Engine-GATE Mechanical Free NotesMohammad Ishfaq BhatNo ratings yet
- What Is Value?Document10 pagesWhat Is Value?Mohammad Ishfaq BhatNo ratings yet
- Project Selection: Pre Study Phase of The VE Job PlanDocument6 pagesProject Selection: Pre Study Phase of The VE Job PlanMohammad Ishfaq BhatNo ratings yet
- Module 2: Friction: Junction GrowthDocument12 pagesModule 2: Friction: Junction GrowthMohammad Ishfaq BhatNo ratings yet
- General Phase: VE Job PlanDocument7 pagesGeneral Phase: VE Job PlanMohammad Ishfaq BhatNo ratings yet
- VE Technique/Job PlanDocument4 pagesVE Technique/Job PlanMohammad Ishfaq BhatNo ratings yet
- Life Cycle Costing (LCC) : Value Engineering SSM College of Engineering B.E 8 SemesterDocument4 pagesLife Cycle Costing (LCC) : Value Engineering SSM College of Engineering B.E 8 SemesterMohammad Ishfaq BhatNo ratings yet
- Module 5 Balancing of Rotating Masses NM RepairedDocument25 pagesModule 5 Balancing of Rotating Masses NM RepairedMohammad Ishfaq BhatNo ratings yet
- Sembiring - 2018 - J. - Phys. - Conf. - Ser. - 1007 - 012026Document8 pagesSembiring - 2018 - J. - Phys. - Conf. - Ser. - 1007 - 012026Mohammad Ishfaq BhatNo ratings yet
- Table 2.1: Coefficient of Friction For Various Metals Sliding On ThemselvesDocument6 pagesTable 2.1: Coefficient of Friction For Various Metals Sliding On ThemselvesMohammad Ishfaq BhatNo ratings yet
- SSM College of Engineering: Divar, Parihaspora, Pattan, BaramullaDocument26 pagesSSM College of Engineering: Divar, Parihaspora, Pattan, BaramullaMohammad Ishfaq BhatNo ratings yet
- Laser Cutting PDFDocument29 pagesLaser Cutting PDFMohammad Ishfaq Bhat100% (1)
- Module 2: Friction Adhesion and Ploughing in FrictionDocument7 pagesModule 2: Friction Adhesion and Ploughing in FrictionMohammad Ishfaq BhatNo ratings yet
- Introduction To Internal Combustion Engines: Asst. Prof. Vishnu SankarDocument57 pagesIntroduction To Internal Combustion Engines: Asst. Prof. Vishnu SankarMohammad Ishfaq BhatNo ratings yet
- Skims Report..Document30 pagesSkims Report..Mohammad Ishfaq BhatNo ratings yet
- AamirAshraf (6451) Seminar ReportDocument23 pagesAamirAshraf (6451) Seminar ReportMohammad Ishfaq BhatNo ratings yet
- Design and Structural Analysis of A V12 Engine by Using Different MaterialsDocument13 pagesDesign and Structural Analysis of A V12 Engine by Using Different MaterialsMohammad Ishfaq BhatNo ratings yet
- Ovais PDFDocument18 pagesOvais PDFMohammad Ishfaq BhatNo ratings yet
- Sidewinder Missile Sidewinder Missile Sidewinder Missile: AAQIB MEHRAJ (16204135027 AAQIB MEHRAJ (16204135027)Document26 pagesSidewinder Missile Sidewinder Missile Sidewinder Missile: AAQIB MEHRAJ (16204135027 AAQIB MEHRAJ (16204135027)Mohammad Ishfaq BhatNo ratings yet
- Geotechnical Parametr ReportDocument53 pagesGeotechnical Parametr ReportpnNo ratings yet
- Equations For A Newtonian Fluid: Newtonian Versus Non-Newtonian FluidsDocument1 pageEquations For A Newtonian Fluid: Newtonian Versus Non-Newtonian FluidsYrrah StylesNo ratings yet
- Required Approval List Format PKG 7Document6 pagesRequired Approval List Format PKG 7Shrikishan Barbrik Joint Venture Pkg-07No ratings yet
- Austral PrecatsDocument15 pagesAustral PrecatsAgnes Cheverloo CastilloNo ratings yet
- Pile FundationDocument49 pagesPile FundationFranklyn GenoveNo ratings yet
- 2 Criteria For Selection For SWIPDocument24 pages2 Criteria For Selection For SWIPNeil ClimacoNo ratings yet
- Asda Bridgewater - Cohesive Piling Platform - RevADocument9 pagesAsda Bridgewater - Cohesive Piling Platform - RevAAnonymous qEPNPwANo ratings yet
- AttachmentDocument31 pagesAttachmenttedy yidegNo ratings yet
- ARTC - ETD-02-04 Resilient Rail Fastenings For Heavy Duty Concrete Sleepers DesignDocument8 pagesARTC - ETD-02-04 Resilient Rail Fastenings For Heavy Duty Concrete Sleepers Design4493464No ratings yet
- MS For Pre - CastDocument14 pagesMS For Pre - CastImho TepNo ratings yet
- Proposed Drainage SystemDocument22 pagesProposed Drainage SystemFarhanah Faisal100% (1)
- Ready Mix PlasterDocument2 pagesReady Mix Plastershivakumarrshivu994No ratings yet
- MFHM I-Mid QB II Sem A y 2014-15Document3 pagesMFHM I-Mid QB II Sem A y 2014-15john_raju17No ratings yet
- Vertical Deflection CriteriaDocument3 pagesVertical Deflection CriteriaDeepak UpadhayayNo ratings yet
- Leaflet - IDEA StatiCa SteelDocument3 pagesLeaflet - IDEA StatiCa SteelpgyzNo ratings yet
- Guru Nanak Dev Engineering College Ludhiana: ProjectDocument15 pagesGuru Nanak Dev Engineering College Ludhiana: ProjectSaraj GillNo ratings yet
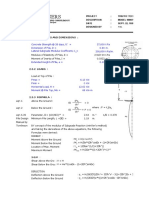
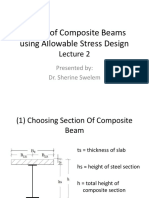
- Design of Composite Beams Using Allowable Stress Design: Presented By: Dr. Sherine SwelemDocument70 pagesDesign of Composite Beams Using Allowable Stress Design: Presented By: Dr. Sherine Swelemabdelrahman emadNo ratings yet
- PESA 2012 Spring Oil 101 Teel PDFDocument89 pagesPESA 2012 Spring Oil 101 Teel PDFsifatNo ratings yet
- Channeline BrochureDocument32 pagesChanneline BrochureAlexandru IgnatNo ratings yet
- Structural Failure Evaluation of A Substandard RC BuildingDocument15 pagesStructural Failure Evaluation of A Substandard RC BuildingHariprasad .v.prabhakarNo ratings yet
- Working Stress Method and Limit State MethodDocument5 pagesWorking Stress Method and Limit State MethodDeep DebnathNo ratings yet
- NFPA 25 2011 Sprinkler Inspection TableDocument2 pagesNFPA 25 2011 Sprinkler Inspection TableHermes VacaNo ratings yet
- Mapeproof AL-SC (Plus) APDocument4 pagesMapeproof AL-SC (Plus) APnw86n6dd84No ratings yet
- Mapefluidn 190Document2 pagesMapefluidn 190div_bamaniaNo ratings yet
- Agreement For ConstructionDocument2 pagesAgreement For ConstructionElijah Suwako MoriyaNo ratings yet
- NDT in The FoundryDocument1 pageNDT in The FoundrySunil GavadeNo ratings yet
- Ce98 - Vertudazo - Week5 - Cmu UpdoDocument3 pagesCe98 - Vertudazo - Week5 - Cmu UpdoJerrick Wayne VertudazoNo ratings yet
- Exp 2017 - Effect of Aggregate Size On The Spalling of High-Strength Wall Panels Exposed To Hydrocarbon FiresDocument11 pagesExp 2017 - Effect of Aggregate Size On The Spalling of High-Strength Wall Panels Exposed To Hydrocarbon FiresMaha Ass'ad100% (1)