Download as pdf or txt
You might also like
- X CY BORG Asset-Pack Reaper-RepoDocument2 pagesX CY BORG Asset-Pack Reaper-Repovlad shutyak50% (2)
- Ojo Patente Del Proceso Cryomax MreDocument10 pagesOjo Patente Del Proceso Cryomax MrerubenpeNo ratings yet
- Purification of Difluoromethane by Extractive DistillationDocument13 pagesPurification of Difluoromethane by Extractive DistillationMateo VanegasNo ratings yet
- 5" Sygggg?Ge?As Subsystem: A6 Tail: (12) United States Patent (10) Patent N0.2 Us 6,277,894 B1Document12 pages5" Sygggg?Ge?As Subsystem: A6 Tail: (12) United States Patent (10) Patent N0.2 Us 6,277,894 B1leonard chokNo ratings yet
- Us5955039 PDFDocument8 pagesUs5955039 PDFMayur B NeveNo ratings yet
- H - IHIH III: United States Patent (19) 11) Patent Number: 5,098,456Document8 pagesH - IHIH III: United States Patent (19) 11) Patent Number: 5,098,456sajad yaghootNo ratings yet
- Us4808262 Method For DevolatilizingDocument12 pagesUs4808262 Method For DevolatilizingBilly FowlerNo ratings yet
- US4520224Document13 pagesUS4520224Deboleena SarkarNo ratings yet
- Improving Rankine Cycle of PowerplantDocument27 pagesImproving Rankine Cycle of Powerplantaya khazrajiNo ratings yet
- (2012) US8231765 Process For The Purification of LactamsDocument9 pages(2012) US8231765 Process For The Purification of LactamsThitikorn WassanarpheernphongNo ratings yet
- Us 7081229Document11 pagesUs 7081229duraid ahmadNo ratings yet
- Nat. Gas ReformingDocument6 pagesNat. Gas Reformingabdullah farhanNo ratings yet
- United States PatentDocument7 pagesUnited States Patentshahnaz skNo ratings yet
- Compact FusionDocument7 pagesCompact Fusionpaperoni iNo ratings yet
- United States Patent: (10) Patent No.: US 8.479,492 B2Document8 pagesUnited States Patent: (10) Patent No.: US 8.479,492 B2mohamadhosein mohamadiNo ratings yet
- Flat Glass Annealing LehrsDocument7 pagesFlat Glass Annealing LehrsHồng ĐàoNo ratings yet
- Patente Del Proceso Cryomax FlexDocument7 pagesPatente Del Proceso Cryomax FlexRuben PerezNo ratings yet
- C D 12 C D: United States Patent (19) 11 Patent Number: 5,122,235Document7 pagesC D 12 C D: United States Patent (19) 11 Patent Number: 5,122,235sundharNo ratings yet
- United States Patent (10) Patent No.: US 6,692,544 B1: Grillenzoni (45) Date of Patent: Feb. 17, 2004Document20 pagesUnited States Patent (10) Patent No.: US 6,692,544 B1: Grillenzoni (45) Date of Patent: Feb. 17, 2004rianne nabilahNo ratings yet
- US6840311Document11 pagesUS6840311Pardeep SharmaNo ratings yet
- United States Patent (19) : 11 Patent Number: (45) Date of PatentDocument7 pagesUnited States Patent (19) : 11 Patent Number: (45) Date of PatentdestipuspaNo ratings yet
- United States Patent (10) Patent No.: US 6,772,583 B2Document8 pagesUnited States Patent (10) Patent No.: US 6,772,583 B2RohitNo ratings yet
- US7741796Document9 pagesUS7741796ALiftsNo ratings yet
- Spotting FluidsDocument16 pagesSpotting FluidsEduardo PeraltaNo ratings yet
- CCMT - Us6214998Document3 pagesCCMT - Us6214998Uttam PawarNo ratings yet
- United States Patent (10) Patent No.: US 7,939.469 B2Document6 pagesUnited States Patent (10) Patent No.: US 7,939.469 B2live streamNo ratings yet
- US7776139Document12 pagesUS7776139Loka ThaniNo ratings yet
- United States Patent: (12) (10) Patent N0.: US 6,344,071 B1Document20 pagesUnited States Patent: (12) (10) Patent N0.: US 6,344,071 B143No ratings yet
- US7094341Document31 pagesUS7094341Diego RossoNo ratings yet
- United States Patent (10) Patent No.: US 7,806,945 B2: The To In... TDocument21 pagesUnited States Patent (10) Patent No.: US 7,806,945 B2: The To In... TesiNo ratings yet
- US6169135Document13 pagesUS6169135NidaNo ratings yet
- United States Patent: Caro Et AlDocument13 pagesUnited States Patent: Caro Et AlmaaathanNo ratings yet
- United States Patent (19) 11 Patent Number: 5,937,665: Kiessel Et Al. (45) Date of Patent: Aug. 17, 1999Document9 pagesUnited States Patent (19) 11 Patent Number: 5,937,665: Kiessel Et Al. (45) Date of Patent: Aug. 17, 1999hussainNo ratings yet
- US7743601Document4 pagesUS7743601Alien GmpNo ratings yet
- AcidDocument19 pagesAcidRONALD JEFFERSON RENTERIA VIGONo ratings yet
- US9522835Document7 pagesUS9522835Majid MJNo ratings yet
- US8178353 - Method For Determination of Polymer Concentration in Water SystemsDocument15 pagesUS8178353 - Method For Determination of Polymer Concentration in Water SystemsKhanh Nguyen TuanNo ratings yet
- Us 8029605Document10 pagesUs 8029605ELMER DELOSSANTOSNo ratings yet
- United States Patent (10) Patent No.: US 7,681,342 B2: Choi (45) Date of Patent: Mar. 23, 2010Document20 pagesUnited States Patent (10) Patent No.: US 7,681,342 B2: Choi (45) Date of Patent: Mar. 23, 2010Ronan RojasNo ratings yet
- Additive Composition For Release of Stuck Drill Pipe - (Fatty Alcohol Propoxylate and SMO Based Pipe Free Agent ExxonMobil)Document6 pagesAdditive Composition For Release of Stuck Drill Pipe - (Fatty Alcohol Propoxylate and SMO Based Pipe Free Agent ExxonMobil)Pothiraj KrishnanNo ratings yet
- Us5844037 PDFDocument12 pagesUs5844037 PDFKelly GuerreroNo ratings yet
- US7387748Document7 pagesUS7387748MaboodNo ratings yet
- PAtent Electrolitic Cell US5108563Document13 pagesPAtent Electrolitic Cell US5108563EDUCAPP elevator peachNo ratings yet
- United States Patent: (12) (10) Patent No.: US 8,147.211 B2Document13 pagesUnited States Patent: (12) (10) Patent No.: US 8,147.211 B2KaradiasNo ratings yet
- Wheel PWR GenerationDocument8 pagesWheel PWR GenerationAsad Ahmed KhanNo ratings yet
- United States Patent: Fischer Et AlDocument5 pagesUnited States Patent: Fischer Et AlandresNo ratings yet
- Syngas Composition FIX Haldor Topsoe US6224789B1Document4 pagesSyngas Composition FIX Haldor Topsoe US6224789B1Ilham FajriNo ratings yet
- Patent US7040080Document11 pagesPatent US7040080InsaniNo ratings yet
- Adsorption 5ADocument9 pagesAdsorption 5ANguyễn Thị Kim PhượngNo ratings yet
- United States Patent: Et Ai. Patent No.: Date PatentDocument15 pagesUnited States Patent: Et Ai. Patent No.: Date Patentnalin_gupta_1No ratings yet
- United States Patent (10) Patent No.: US 6,519,855 B1: Marando (45) Date of Patent: Feb. 18, 2003Document8 pagesUnited States Patent (10) Patent No.: US 6,519,855 B1: Marando (45) Date of Patent: Feb. 18, 20034728Vishakha KambleNo ratings yet
- United States Patent (10) Patent No.: US 7.416,645 B2: Weber Et Al. (45) Date of Patent: Aug. 26, 2008Document7 pagesUnited States Patent (10) Patent No.: US 7.416,645 B2: Weber Et Al. (45) Date of Patent: Aug. 26, 2008Maria PaulaNo ratings yet
- Us 4432328Document6 pagesUs 4432328Kristee Ann KellyNo ratings yet
- United States Patent (10) Patent No.: US 6,712,734 B1: Loeffler (45) Date of Patent: Mar. 30, 2004Document7 pagesUnited States Patent (10) Patent No.: US 6,712,734 B1: Loeffler (45) Date of Patent: Mar. 30, 2004pmurphNo ratings yet
- United States Patent: (12) (10) Patent No.: US 7,041,746 B2Document4 pagesUnited States Patent: (12) (10) Patent No.: US 7,041,746 B2รอคนบนฟ้า ส่งใครมาให้ สักคนNo ratings yet
- United States Patent (19) : 11 Patent Number: 45 Date of PatentDocument10 pagesUnited States Patent (19) : 11 Patent Number: 45 Date of PatentFernando SImonelliNo ratings yet
- US6337429Document14 pagesUS6337429Tasneem MNo ratings yet
- United States Patent (19) : 11 Patent Number: 5,747,102 45 Date of Patent: May 5, 1998Document27 pagesUnited States Patent (19) : 11 Patent Number: 5,747,102 45 Date of Patent: May 5, 1998Wei-Ting YehNo ratings yet
- Us 6964501Document12 pagesUs 6964501alchjunkmailNo ratings yet
- United States Patent (10) Patent No.: US 6,463,743 B1: Laliberté (45) Date of Patent: Oct. 15, 2002Document16 pagesUnited States Patent (10) Patent No.: US 6,463,743 B1: Laliberté (45) Date of Patent: Oct. 15, 2002HP ghnNo ratings yet
- Roll-to-Roll Manufacturing: Process Elements and Recent AdvancesFrom EverandRoll-to-Roll Manufacturing: Process Elements and Recent AdvancesJehuda GreenerNo ratings yet
- Aqualectra Annual Report 2017Document45 pagesAqualectra Annual Report 2017Ruben PerezNo ratings yet
- Aqualectra Annual Report 2018Document51 pagesAqualectra Annual Report 2018Ruben PerezNo ratings yet
- Sec Fill New FortressDocument234 pagesSec Fill New FortressRuben PerezNo ratings yet
- Estudio Sobre Politica de Renocables Eu Islands Curacao Policysupport - 20200708Document41 pagesEstudio Sobre Politica de Renocables Eu Islands Curacao Policysupport - 20200708Ruben PerezNo ratings yet
- Energy Transition Initiative CuracaoDocument4 pagesEnergy Transition Initiative CuracaoRuben PerezNo ratings yet
- Aqualectra Annual Report 2019Document65 pagesAqualectra Annual Report 2019Ruben PerezNo ratings yet
- PR Senate Advisory Committee For The Energy Transformation Report ENG 10.10.2018Document60 pagesPR Senate Advisory Committee For The Energy Transformation Report ENG 10.10.2018Ruben PerezNo ratings yet
- LNG Monthly July 2021 - 0 Pub SeptiembreDocument43 pagesLNG Monthly July 2021 - 0 Pub SeptiembreRuben PerezNo ratings yet
- PREPA Ex. 1.03 IRP 2019 Appendix 3 - Renewable Energy Project StatusDocument14 pagesPREPA Ex. 1.03 IRP 2019 Appendix 3 - Renewable Energy Project StatusRuben PerezNo ratings yet
- Public Collaborative For The PR Energy TransformationDocument76 pagesPublic Collaborative For The PR Energy TransformationRuben PerezNo ratings yet
- Insight Brief Puerto Rico Resilient CostEffective Energy OjoDocument9 pagesInsight Brief Puerto Rico Resilient CostEffective Energy OjoRuben PerezNo ratings yet
- Ferc Respuesta A New Fortress C-2-CP20-466-000Document27 pagesFerc Respuesta A New Fortress C-2-CP20-466-000Ruben PerezNo ratings yet
- Patente Del Proceso Cryomax FlexDocument7 pagesPatente Del Proceso Cryomax FlexRuben PerezNo ratings yet
- Natural Gas Liquids Recovery.: CRYO-PLUS™ TechnologyDocument12 pagesNatural Gas Liquids Recovery.: CRYO-PLUS™ TechnologyRuben PerezNo ratings yet
- DJM30073 Labwork1Document9 pagesDJM30073 Labwork1Muhammad R IbrahimNo ratings yet
- Pitch Tredu 31-7-21 - CompressedDocument27 pagesPitch Tredu 31-7-21 - CompressedSG VenetoNo ratings yet
- Philips Professional Lighting Solutions SouthAfrica 2012 PDFDocument89 pagesPhilips Professional Lighting Solutions SouthAfrica 2012 PDFMilica LolićNo ratings yet
- Benefits of Shabad Guru - 3HO FoundationDocument5 pagesBenefits of Shabad Guru - 3HO FoundationBorisNo ratings yet
- 06 Week5 People Oriented MethodologiesDocument16 pages06 Week5 People Oriented MethodologieshdsasdadNo ratings yet
- Tinywow - PSME 100-3 S + WFI LOOP PHARMA STILL MULTIPLE EFFECT + DISTRIBUTION 2.2 - 5949770Document6 pagesTinywow - PSME 100-3 S + WFI LOOP PHARMA STILL MULTIPLE EFFECT + DISTRIBUTION 2.2 - 5949770Yacine MokhtariNo ratings yet
- Quotational Lexical Bifurcation in Telugu As A Ka:rmik Linguistic Theory Word-Formation ProcessDocument29 pagesQuotational Lexical Bifurcation in Telugu As A Ka:rmik Linguistic Theory Word-Formation Processbhuvaneswar ChilukuriNo ratings yet
- Confidential: High Efficiency Synchronous Rectifier Boost ConverterDocument15 pagesConfidential: High Efficiency Synchronous Rectifier Boost ConverterkingNo ratings yet
- Chapter 9 Unpacking of Curriculum StandardsDocument6 pagesChapter 9 Unpacking of Curriculum StandardsGirlie DollenteNo ratings yet
- E Commerce 2017 13th Edition Laudon Solutions ManualDocument36 pagesE Commerce 2017 13th Edition Laudon Solutions Manualmandamus.flycase0faan100% (43)
- Educational Institutions Have A Responsibility To Dissuade Students From Pursuing Fields of Study in Which They Are Unlikely To SucceedDocument2 pagesEducational Institutions Have A Responsibility To Dissuade Students From Pursuing Fields of Study in Which They Are Unlikely To SucceedsusmithaNo ratings yet
- Casino Table Game MathDocument4 pagesCasino Table Game MathAngela BrownNo ratings yet
- Sbi4u Molecgenetics lp2Document3 pagesSbi4u Molecgenetics lp2api-344568500No ratings yet
- 2017 LT4 Wiring DiagramDocument10 pages2017 LT4 Wiring DiagramThomasNo ratings yet
- 3 Finals-Lesson-1-For-Euthenics-Man-As-A-Social-BeingDocument14 pages3 Finals-Lesson-1-For-Euthenics-Man-As-A-Social-BeingAngela Danielle TanNo ratings yet
- Questioning Patterns A.K.A. Q Patterns: Vipul Kocher Gaurav Khera River Run Software GroupDocument19 pagesQuestioning Patterns A.K.A. Q Patterns: Vipul Kocher Gaurav Khera River Run Software GroupvipulNo ratings yet
- Flender Couplings: ARPEX Plate Packs With Conical BoltingDocument16 pagesFlender Couplings: ARPEX Plate Packs With Conical BoltingFilipe Simoes OliveiraNo ratings yet
- pp04Document16 pagespp04Ilya YasnorinaNo ratings yet
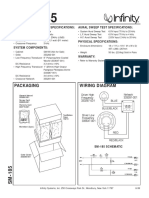
- Infinity sm-185Document2 pagesInfinity sm-185Bmwmotorsport GabriNo ratings yet
- 4a.plant LayoutDocument31 pages4a.plant LayoutSagar PhullNo ratings yet
- Binary OppositionDocument4 pagesBinary OppositionMohammed EhsanNo ratings yet
- 3.3 Push-Down AutomataDocument18 pages3.3 Push-Down AutomatatigistyeNo ratings yet
- Collection Indesign - 1 To 15Document15 pagesCollection Indesign - 1 To 15Nulled ByteNo ratings yet
- Introduction To Operations and Supply Chain Management 5th Edition Bozarth Test BankDocument33 pagesIntroduction To Operations and Supply Chain Management 5th Edition Bozarth Test Bankchihungqo9td5100% (36)
- United States Patent 19: Harth, II Et Al. 11 Patent Number: 5,661,241 45 Date of Patent: Aug. 26, 1997Document16 pagesUnited States Patent 19: Harth, II Et Al. 11 Patent Number: 5,661,241 45 Date of Patent: Aug. 26, 1997TYO WIBOWONo ratings yet
- LS6 - Digicit - M01 (V1.2)Document40 pagesLS6 - Digicit - M01 (V1.2)als midsayap150% (2)
- Lecture 1: MEMS Motivation: Prasanna S. Gandhi Assistant ProfessorDocument36 pagesLecture 1: MEMS Motivation: Prasanna S. Gandhi Assistant ProfessorAditya Narayan SahooNo ratings yet
- Jehangir Ratanji Dadabhoy (JRD) Tata, Faquir Chand (F C) KohliDocument7 pagesJehangir Ratanji Dadabhoy (JRD) Tata, Faquir Chand (F C) KohliljhkjgufuNo ratings yet
- Entrepreneurship Ee 2021 ItuDocument58 pagesEntrepreneurship Ee 2021 ItuSameen HafsaNo ratings yet