Download as pdf or txt
You might also like
- Metal2021 Ingber MetalDocument8 pagesMetal2021 Ingber MetalAlex VegaNo ratings yet
- 13IJMPERDJUN201913Document6 pages13IJMPERDJUN201913TJPRC PublicationsNo ratings yet
- Metallograpgy & Microstructure SSDocument31 pagesMetallograpgy & Microstructure SSKatellin BermudezNo ratings yet
- 03 Comparative Study of The Parameters Influencing The MachinabilityDocument6 pages03 Comparative Study of The Parameters Influencing The MachinabilityAli MoussaNo ratings yet
- Engineering Steels and High Entropy-Alloys (Ashutosh Sharma, Sanjeev Kumar, Zoia Duriagina)Document254 pagesEngineering Steels and High Entropy-Alloys (Ashutosh Sharma, Sanjeev Kumar, Zoia Duriagina)Cristian TudoranNo ratings yet
- Abrasive Wear Behavior of Austempered Ductile Iron With Niobium AdditionsDocument8 pagesAbrasive Wear Behavior of Austempered Ductile Iron With Niobium AdditionsEverton CostaNo ratings yet
- Using of Stainless Steel As An Reinforcing BarDocument6 pagesUsing of Stainless Steel As An Reinforcing BarSunil Sekhar RathNo ratings yet
- Wear Behaviour Analysis On Aluminium Alloy 7050 With Reinforced Sic Through Taguchi ApproachDocument7 pagesWear Behaviour Analysis On Aluminium Alloy 7050 With Reinforced Sic Through Taguchi ApproachPedro FrancoNo ratings yet
- Effect of Boron On Microstructure and Properties oDocument5 pagesEffect of Boron On Microstructure and Properties oLucas AlvesNo ratings yet
- Parametric Optimization of TIG Welding in Uence On Tensile Strength of Dissimilar Metals SS-304 and Low Carbon Steel by Using Taguchi ApproachDocument9 pagesParametric Optimization of TIG Welding in Uence On Tensile Strength of Dissimilar Metals SS-304 and Low Carbon Steel by Using Taguchi ApproachMaulana Fajar BaharrudinNo ratings yet
- Effect of Vanadium On The Mechanical and Service Properties of Weldable Reinforcement Steels in Strength Classes A500C and A600CDocument7 pagesEffect of Vanadium On The Mechanical and Service Properties of Weldable Reinforcement Steels in Strength Classes A500C and A600CJihane EL HAMZAOUINo ratings yet
- Die Casting GuidelinesDocument12 pagesDie Casting Guidelinesstalinb618No ratings yet
- Microstructural Parameter Controlling Weld Metal Cold CrackingDocument4 pagesMicrostructural Parameter Controlling Weld Metal Cold CrackingSadhasivam VeluNo ratings yet
- 73 Ijmperdjun201973Document6 pages73 Ijmperdjun201973TJPRC PublicationsNo ratings yet
- Metalography and Microstructures of Stainless Steels and Maraging SteelsDocument32 pagesMetalography and Microstructures of Stainless Steels and Maraging SteelsChaguy VergaraNo ratings yet
- 1 s2.0 S0261306902000766 MainDocument6 pages1 s2.0 S0261306902000766 MainLucas CunhaNo ratings yet
- AHSS RKuziakDocument16 pagesAHSS RKuziakJesus Ismael Jimenez GarciaNo ratings yet
- IJETR021817Document3 pagesIJETR021817erpublicationNo ratings yet
- Impact of Extrusion Procession Wear Behavior of Boron Nitride Reinforced Aluminum 6061-Based CompositesDocument10 pagesImpact of Extrusion Procession Wear Behavior of Boron Nitride Reinforced Aluminum 6061-Based CompositesTJPRC PublicationsNo ratings yet
- E281 PDFDocument10 pagesE281 PDFSaqib AslamNo ratings yet
- Chapter 1-IntroductionDocument6 pagesChapter 1-IntroductionG. Dancer GhNo ratings yet
- Effect of Laser Beam Welding Parameters On Microstructure and Properties of Duplex Stainless SteelDocument9 pagesEffect of Laser Beam Welding Parameters On Microstructure and Properties of Duplex Stainless Steelnaresh1272No ratings yet
- Wear Resistance of High C High Si Steel With Low RDocument11 pagesWear Resistance of High C High Si Steel With Low RChristina Christina ChristinaNo ratings yet
- Assessment of Delta Ferrite For SA 240 Type 304L Austenitic Weld Metal Using Different Filler MaterialsDocument6 pagesAssessment of Delta Ferrite For SA 240 Type 304L Austenitic Weld Metal Using Different Filler Materialsafnene1No ratings yet
- Report On Stainless Steel As ReinforcementDocument21 pagesReport On Stainless Steel As ReinforcementAnket PandeyNo ratings yet
- New Approach To Development and Manufacturing TechDocument6 pagesNew Approach To Development and Manufacturing Techpepe martinezNo ratings yet
- Squeeze Casting of Aluminium Metal Matrix Composites-An OverviewDocument10 pagesSqueeze Casting of Aluminium Metal Matrix Composites-An OverviewPaoloMaccaronioNo ratings yet
- N Verview On High Manganese Steel Casting: Presenter: Caesar Mahlami Supervisor: X. Pan Co-Supervisor: T. MadzivhandilaDocument35 pagesN Verview On High Manganese Steel Casting: Presenter: Caesar Mahlami Supervisor: X. Pan Co-Supervisor: T. MadzivhandilaVisuNo ratings yet
- Studying The Effect of Tramp Elements inDocument7 pagesStudying The Effect of Tramp Elements inmohit madaviNo ratings yet
- S G Iron PDFDocument7 pagesS G Iron PDFYogesh AnapNo ratings yet
- HHFFFFHHDocument6 pagesHHFFFFHHSmruti Ranjan PattanayakNo ratings yet
- INS Lecture 2019 - DrMoreDocument71 pagesINS Lecture 2019 - DrMorepritamNo ratings yet
- 1 s2.0 S0924013616301480 MainDocument12 pages1 s2.0 S0924013616301480 MaintarnsonNo ratings yet
- Microstructure and Properties of Nickel-Based C276 Alloy Coatings by PTA On AISI 316L and API 5L X70 Steel SubstratesDocument10 pagesMicrostructure and Properties of Nickel-Based C276 Alloy Coatings by PTA On AISI 316L and API 5L X70 Steel Substratesrohitshukla23No ratings yet
- ESDEP Vol0302Document124 pagesESDEP Vol0302aladinmf1No ratings yet
- Mechanical Characterization and Microstructure Analysis of AlDocument7 pagesMechanical Characterization and Microstructure Analysis of AlMoh Hafizh KNo ratings yet
- Brass Failure ModesDocument4 pagesBrass Failure ModestechopelessNo ratings yet
- Optimization of Machining Parameters in Milling Operation of Hybrid Metal Matrix Composites (Al7075/Sic+B C)Document17 pagesOptimization of Machining Parameters in Milling Operation of Hybrid Metal Matrix Composites (Al7075/Sic+B C)Kirubhakaran KathiresanNo ratings yet
- Metal Alloys, Emailed Aug. 24, 2017Document12 pagesMetal Alloys, Emailed Aug. 24, 2017Romel LeoNo ratings yet
- Single-Pass Laser Beam Welding of Clad Steel PlateDocument7 pagesSingle-Pass Laser Beam Welding of Clad Steel PlatetazzorroNo ratings yet
- Classification of Metallic Engineering MaterialsDocument24 pagesClassification of Metallic Engineering MaterialsidontlikeebooksNo ratings yet
- Shreya S 2019Document8 pagesShreya S 2019Ilmal YaqinNo ratings yet
- Practical Guide To Using Duplex Stainless Steels: A Guide To The Use of Nickel-Containing AlloysDocument20 pagesPractical Guide To Using Duplex Stainless Steels: A Guide To The Use of Nickel-Containing AlloysapNo ratings yet
- Effect of Cerium and Lanthanum On The Microstructurea ND Mechanical Properties of AISID 2 Tool SteelDocument6 pagesEffect of Cerium and Lanthanum On The Microstructurea ND Mechanical Properties of AISID 2 Tool SteelMatheus BoligonNo ratings yet
- Failure Analysis at Deep Drawing of Low Carbon SteelsDocument7 pagesFailure Analysis at Deep Drawing of Low Carbon SteelsPaul RosiahNo ratings yet
- Roll Breakage DetectionDocument7 pagesRoll Breakage DetectionZubair AhmadNo ratings yet
- Corrosion Science: Qianlin Wu, Zhonghua Zhang, Xiaoming Dong, Jianqiang YangDocument9 pagesCorrosion Science: Qianlin Wu, Zhonghua Zhang, Xiaoming Dong, Jianqiang YangMiguel SolisNo ratings yet
- Isi Lesson 07 MaterialsDocument8 pagesIsi Lesson 07 MaterialsRizwan NazirNo ratings yet
- Microstructure and Corrosion Behavior of Ni-Cr-Mo Nickel-Based Alloy WeldDocument9 pagesMicrostructure and Corrosion Behavior of Ni-Cr-Mo Nickel-Based Alloy WeldBathula SudhakarNo ratings yet
- Materials Science & Engineering A: Sheng-Long Jeng, Yun-Han ChangDocument8 pagesMaterials Science & Engineering A: Sheng-Long Jeng, Yun-Han Changrnd.spNo ratings yet
- Aistech Invloed Gloeien Op Oxidatie DPDocument9 pagesAistech Invloed Gloeien Op Oxidatie DPyannick.honingsNo ratings yet
- Fatigue Props of 6061T6 Al AlloysDocument13 pagesFatigue Props of 6061T6 Al Alloystruva_kissNo ratings yet
- The Effect of Chills Thickness To Microstructure and Surface Hardness Layer On Specimen Ductile Cast IronDocument9 pagesThe Effect of Chills Thickness To Microstructure and Surface Hardness Layer On Specimen Ductile Cast IronNatalino FonsecaNo ratings yet
- Materials Science and Engineering ADocument8 pagesMaterials Science and Engineering Ath34560No ratings yet
- Effect of CeO 2 On Microstructures and MechanicalDocument10 pagesEffect of CeO 2 On Microstructures and MechanicalAwan AJaNo ratings yet
- Cast Steel-Sic Composites As Wear Resistant Materials: Dejan ČikaraDocument5 pagesCast Steel-Sic Composites As Wear Resistant Materials: Dejan ČikaraAna MijatovicNo ratings yet
- A Contribution To The Understanding of The Combined Effect of NitrogenDocument17 pagesA Contribution To The Understanding of The Combined Effect of Nitrogencleitononline4599No ratings yet
- Case Studies in Engineering Failure Analysis: S.K. Thakur, B. Sarkar, B. Ghosh, Ramen DattaDocument8 pagesCase Studies in Engineering Failure Analysis: S.K. Thakur, B. Sarkar, B. Ghosh, Ramen DattaZulfa Ilham BasyarahilNo ratings yet
- Wire Rod of Boron-Bearing Low-Carbon Steel For Direct Deep DrawingDocument9 pagesWire Rod of Boron-Bearing Low-Carbon Steel For Direct Deep DrawingNicolas ValleNo ratings yet
- 1 s2.0 S2212827113003168 MainDocument6 pages1 s2.0 S2212827113003168 MainemregnesNo ratings yet
- Celex 32022R1399 en TXTDocument44 pagesCelex 32022R1399 en TXTemregnesNo ratings yet
- SWG General Terms and Conditions of SaleDocument1 pageSWG General Terms and Conditions of SaleemregnesNo ratings yet
- LDSFDocument2 pagesLDSFemregnesNo ratings yet
- Iso 5019 2 1984Document4 pagesIso 5019 2 1984emregnesNo ratings yet
- X-364E Simulation of Production ProcessesDocument12 pagesX-364E Simulation of Production ProcessesemregnesNo ratings yet
- AMG Prospectus ENDocument300 pagesAMG Prospectus ENemregnesNo ratings yet
- Comes Heben GBDocument40 pagesComes Heben GBemregnesNo ratings yet
- Light Commercial Vehicles 2022Document1 pageLight Commercial Vehicles 2022emregnesNo ratings yet
- 123-Brada 0Document6 pages123-Brada 0emregnesNo ratings yet
- Met 60 1-2 97-100Document4 pagesMet 60 1-2 97-100emregnesNo ratings yet
- Sist en 10250 2 2022Document10 pagesSist en 10250 2 2022emregnesNo ratings yet
- Fast Method For Slag Characterization During Ladle Furnace Steelmaking Process Based On Spectral Re EctanceDocument13 pagesFast Method For Slag Characterization During Ladle Furnace Steelmaking Process Based On Spectral Re EctanceemregnesNo ratings yet
- Analytical Models of The S N Curve Based On The Hardness of The MaterialDocument8 pagesAnalytical Models of The S N Curve Based On The Hardness of The MaterialemregnesNo ratings yet
- Research Article: Forging Temperature Effects On Crack Tip Creep Behaviour of Hot Hammer Forged Ti-6Al-4V AlloyDocument9 pagesResearch Article: Forging Temperature Effects On Crack Tip Creep Behaviour of Hot Hammer Forged Ti-6Al-4V AlloyemregnesNo ratings yet
- December 2020 Monthly Surcharges - Air, Aero, ConvDocument3 pagesDecember 2020 Monthly Surcharges - Air, Aero, ConvemregnesNo ratings yet
- Metals 09 00279Document2 pagesMetals 09 00279emregnesNo ratings yet
- Commanding Officer United States Coast Guard 2100 2 Street SW Washington, DC 20593 Staff Symbol: G-MOC Phone: (202) 267-2978Document41 pagesCommanding Officer United States Coast Guard 2100 2 Street SW Washington, DC 20593 Staff Symbol: G-MOC Phone: (202) 267-2978emregnesNo ratings yet
- 2023 Slag Sampler - BrochureDocument2 pages2023 Slag Sampler - BrochureemregnesNo ratings yet
- CN104745766A - LF Refining Process For Deoxidizing According To Colour of Furnace Slag - Google PatentsDocument4 pagesCN104745766A - LF Refining Process For Deoxidizing According To Colour of Furnace Slag - Google PatentsemregnesNo ratings yet
- AISTech 2019 Successful Use Case Applications of Artificial Intelligence in The Steel IndustryDocument14 pagesAISTech 2019 Successful Use Case Applications of Artificial Intelligence in The Steel IndustryemregnesNo ratings yet
- IJAMT HotRadialForging 2012Document12 pagesIJAMT HotRadialForging 2012emregnesNo ratings yet
- TEPZZ 45 777A - T: European Patent ApplicationDocument13 pagesTEPZZ 45 777A - T: European Patent ApplicationemregnesNo ratings yet
- Final DPC IJSS 2011 RevisedR2Document29 pagesFinal DPC IJSS 2011 RevisedR2emregnesNo ratings yet
- Progress and Perspective of Refractory Technology: Technical ReviewDocument5 pagesProgress and Perspective of Refractory Technology: Technical ReviewemregnesNo ratings yet
- Inclusion Evolution and Removal in Ladle Refining: R. J. O'MalleyDocument20 pagesInclusion Evolution and Removal in Ladle Refining: R. J. O'MalleyemregnesNo ratings yet
- 52crmov4: Steel GradeDocument3 pages52crmov4: Steel GradeemregnesNo ratings yet
- 13 - Kunz - LADLE REFRACTORIES FOR CLEAN PDFDocument12 pages13 - Kunz - LADLE REFRACTORIES FOR CLEAN PDFemregnesNo ratings yet
- Success Built On Experience: Ongoing Development of Radial Forging TechnologyDocument2 pagesSuccess Built On Experience: Ongoing Development of Radial Forging TechnologyemregnesNo ratings yet
- Custom 455Document12 pagesCustom 455emregnesNo ratings yet
- Reliance Engineering Associates (P) Limited Welding Procedure SpecificationDocument1 pageReliance Engineering Associates (P) Limited Welding Procedure SpecificationdeepakNo ratings yet
- Unit 2: Admixtures and Testing of Harden ConcreteDocument16 pagesUnit 2: Admixtures and Testing of Harden ConcreteRishav MandalNo ratings yet
- 1.alchimica India Profile-2019Document14 pages1.alchimica India Profile-2019Biju CNo ratings yet
- Technical Datasheet: LDPE 2101TN00WDocument16 pagesTechnical Datasheet: LDPE 2101TN00WjavadmohammadiNo ratings yet
- Retrofitting Arch Bridges PragueDocument13 pagesRetrofitting Arch Bridges PragueTamaduianu IoanNo ratings yet
- Plastic RoadsDocument24 pagesPlastic RoadsGnaneshwar DevarapagaNo ratings yet
- 479 Cranford Drive SE: General InformationDocument1 page479 Cranford Drive SE: General Informationinstallationsap1No ratings yet
- Day-5 Cable Sizing Calculation: Hyderabad Institute of Electrical EngineersDocument30 pagesDay-5 Cable Sizing Calculation: Hyderabad Institute of Electrical Engineersajayvarma026260% (1)
- Specification Plumbing SystemDocument16 pagesSpecification Plumbing SystemGhiovani DayananNo ratings yet
- Online Video Tutorials: Sai Vidya Institute of TechnologyDocument6 pagesOnline Video Tutorials: Sai Vidya Institute of TechnologySushmitha G SNo ratings yet
- Detailed Specifications of Fire Retardant DoorsDocument5 pagesDetailed Specifications of Fire Retardant Doorsprakash.jay21No ratings yet
- A 953 - 96 Qtk1my05ngDocument3 pagesA 953 - 96 Qtk1my05ngsachinguptachdNo ratings yet
- API 12F Steel Tank Data Sheet: Form No. API12FDS1Document2 pagesAPI 12F Steel Tank Data Sheet: Form No. API12FDS1Magin Idelfonso TorreblancaNo ratings yet
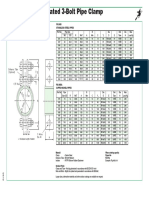
- C&P WITCHLINER Insulated 3-Bolt Pipe ClampDocument1 pageC&P WITCHLINER Insulated 3-Bolt Pipe ClampAchraf BoudayaNo ratings yet
- Steel Grade: General InformationDocument2 pagesSteel Grade: General Informationabu asiyahNo ratings yet
- Pile Foundation - Single PileDocument80 pagesPile Foundation - Single PileMuhammad Fahmi Anb100% (1)
- Grinding Wheel Specifications: Name Roll NoDocument15 pagesGrinding Wheel Specifications: Name Roll NoShriyash GundawarNo ratings yet
- C-FC-01-Liquid Tightness Design of LNG Storage Tank Incorporating Cryogenic Temperature-Induced StressesDocument8 pagesC-FC-01-Liquid Tightness Design of LNG Storage Tank Incorporating Cryogenic Temperature-Induced StressesManoj KanadiaNo ratings yet
- D&H Sécheron Electrodes Private Limited: Approximate Comparison WithDocument5 pagesD&H Sécheron Electrodes Private Limited: Approximate Comparison WithmahaveenNo ratings yet
- Water Cooled Screw Chiller Brochure Final As 3 AsDocument16 pagesWater Cooled Screw Chiller Brochure Final As 3 AsSumon MahmudNo ratings yet
- QCM-001 2023 Comment PeriodDocument187 pagesQCM-001 2023 Comment PeriodemlNo ratings yet
- Masterkure 260-V1-Asean-0614 - Concrete - Building EngineeringDocument4 pagesMasterkure 260-V1-Asean-0614 - Concrete - Building Engineeringkpher29No ratings yet
- AVK Butterfly ValveDocument2 pagesAVK Butterfly Valveywa00No ratings yet
- Derivation of A Basic Efficiency Formula For Concentrating OperationsDocument17 pagesDerivation of A Basic Efficiency Formula For Concentrating OperationsTsakalakis G. KonstantinosNo ratings yet
- Spray Booth Design EnglishDocument7 pagesSpray Booth Design EnglishGanesh.MahendraNo ratings yet
- Lesson 1.3 - Support ConnectionsDocument37 pagesLesson 1.3 - Support ConnectionsAnthony Jerome BellaNo ratings yet
- Aircraft Hardware PresentationDocument90 pagesAircraft Hardware PresentationDoni AnggaraNo ratings yet
- Shear Capacity of Circular Sections OnlineDocument63 pagesShear Capacity of Circular Sections Onlinenitinchavan30No ratings yet
- Cement: Chemical Composition of Cement Is: Lime 63% Silica 22% Alumina 06% Iron Oxide 03% Gypsum 01 To 04%Document6 pagesCement: Chemical Composition of Cement Is: Lime 63% Silica 22% Alumina 06% Iron Oxide 03% Gypsum 01 To 04%Ch. Muhammad UsamaNo ratings yet
- 62-10683 RevC XTCDocument363 pages62-10683 RevC XTCJuan Miguel Marin Quintero100% (1)