Download as pdf or txt
You might also like
- Toyota Engine Manual Camry 2002-2006Document9 pagesToyota Engine Manual Camry 2002-2006NATTHAKRIT FPS50% (2)
- Long 2360 Manual-1Document50 pagesLong 2360 Manual-1Alex Tweet100% (1)
- 336DL - Torque Culata 1Document4 pages336DL - Torque Culata 1Vargas Ortiz Jean DiomenesNo ratings yet
- Steel Grade Equivalents Guide - HillfootDocument5 pagesSteel Grade Equivalents Guide - HillfootNibin OdukkathilNo ratings yet
- Shear Pin ManualDocument9 pagesShear Pin ManualmshamsianNo ratings yet
- Angelus 60L Servicios GeneralesDocument23 pagesAngelus 60L Servicios GeneralesPatricio Valencia100% (1)
- 02-ToE-C945-111 - Service Manual Motoman K6S K10SDocument36 pages02-ToE-C945-111 - Service Manual Motoman K6S K10SBayron López CastilloNo ratings yet
- PUSNES Deck Machinery Installation ProcedureDocument18 pagesPUSNES Deck Machinery Installation ProcedurexatzaraNo ratings yet
- Installation LGDocument26 pagesInstallation LGkhantoNo ratings yet
- Metastream TSC Coupling IOMDocument4 pagesMetastream TSC Coupling IOMthanhphamNo ratings yet
- Axle Maintenance KPM 004 0310 Rev12 1Document8 pagesAxle Maintenance KPM 004 0310 Rev12 1Nibin OdukkathilNo ratings yet
- Axle Maintenance KPM 004 0310 Rev12 1Document8 pagesAxle Maintenance KPM 004 0310 Rev12 1Nibin OdukkathilNo ratings yet
- DEL DL500 Tail Lift Installation ManualDocument36 pagesDEL DL500 Tail Lift Installation ManualDuncan ReedNo ratings yet
- Landing Legs KPM 002 0612rev7Document4 pagesLanding Legs KPM 002 0612rev7Nibin OdukkathilNo ratings yet
- Challenger Vs10 IOMDocument16 pagesChallenger Vs10 IOMLeo ForteyNo ratings yet
- TSK EngDocument7 pagesTSK EnguotefokNo ratings yet
- Msi Belt ScaleDocument21 pagesMsi Belt ScaleApriasanNo ratings yet
- Manual PDFDocument70 pagesManual PDFUsama PopatiaNo ratings yet
- Effect of Heat On AlignmentDocument11 pagesEffect of Heat On Alignmentvinothenergy100% (1)
- 140k Motor Grader Jpa00001-Up (Machine) Powered by c7 Engine (Sebp5013 - 65) - Systems & ComponentsDocument16 pages140k Motor Grader Jpa00001-Up (Machine) Powered by c7 Engine (Sebp5013 - 65) - Systems & ComponentsJimmy Morales GonzalesNo ratings yet
- Installation and Operation: General MountingDocument9 pagesInstallation and Operation: General MountingLarry JorgensonNo ratings yet
- Helical Inline Geared Motors Manual PDFDocument24 pagesHelical Inline Geared Motors Manual PDFHEMANTKHERA0% (2)
- Seccion 3BDocument68 pagesSeccion 3BJuan Gabriel Hernandez LunaNo ratings yet
- IMSB Axle Maintenance KPM 004 0310 Rev18Document8 pagesIMSB Axle Maintenance KPM 004 0310 Rev18fahrul amirNo ratings yet
- Manual de La Bop 3.06 15M PDFDocument28 pagesManual de La Bop 3.06 15M PDFJack FosterNo ratings yet
- John Deere 17ZTS Compact Excavator Service Repair Technical Manual (TM1897)Document19 pagesJohn Deere 17ZTS Compact Excavator Service Repair Technical Manual (TM1897)laopaodunNo ratings yet
- Technical Service Information: DescriptionDocument7 pagesTechnical Service Information: DescriptionMohamed HassanNo ratings yet
- Sensenich Ground Adjustable Propeller Log BookDocument12 pagesSensenich Ground Adjustable Propeller Log BookFaisNo ratings yet
- Wood Prop Installation InstructionsDocument4 pagesWood Prop Installation InstructionsskytypeNo ratings yet
- Job List of Weigh FeederDocument9 pagesJob List of Weigh FeederAjeet NamdevNo ratings yet
- Fi 532 Steel Pole AssemblyDocument5 pagesFi 532 Steel Pole AssemblyDion agNo ratings yet
- SJ Petro LGF-500 Mud Pump Operation ManualDocument52 pagesSJ Petro LGF-500 Mud Pump Operation ManualSEAZONE EXIM100% (1)
- Metastream TSC Coupling Iom PDFDocument4 pagesMetastream TSC Coupling Iom PDFVíctor Hugo Morales Curay100% (1)
- ER-56-03 EN Packager Standards Skid Design and FabricationDocument4 pagesER-56-03 EN Packager Standards Skid Design and FabricationCamilo Andres Cardozo FajardoNo ratings yet
- Swing Rack - InstallDocument7 pagesSwing Rack - InstallGilney FreitasNo ratings yet
- 70000905clinker Crusher (Peyvand)Document32 pages70000905clinker Crusher (Peyvand)hamid hoorshadNo ratings yet
- W BT2Document30 pagesW BT2Livestream & gameplay Mobile legendsNo ratings yet
- Erection & Installation ProcedureDocument3 pagesErection & Installation ProcedureForos IscNo ratings yet
- Hi-Performance Transmissions: Super T10Document20 pagesHi-Performance Transmissions: Super T10Lisa DurdenNo ratings yet
- 336DL - Torque Culata 1 PDFDocument4 pages336DL - Torque Culata 1 PDFVargas Ortiz Jean DiomenesNo ratings yet
- 126e PTP Shale Shaker Operations ManualDocument13 pages126e PTP Shale Shaker Operations ManualAndrew GoadNo ratings yet
- SKF CouplingDocument16 pagesSKF CouplingmatchutNo ratings yet
- Front Suspension Installation Instructions: 1953-1956 Ford Truck Custom IFSDocument10 pagesFront Suspension Installation Instructions: 1953-1956 Ford Truck Custom IFSmickabd2002No ratings yet
- Bawn 004Document4 pagesBawn 004sike1977No ratings yet
- Torque SpectDocument3 pagesTorque Spectzawmoe aungNo ratings yet
- TIL 1132 2R1 - VIGV Inspection, Thrust WasherDocument5 pagesTIL 1132 2R1 - VIGV Inspection, Thrust WasherHernan Giraut100% (2)
- AXL - AxlesDocument7 pagesAXL - AxlesDavid GaciaNo ratings yet
- Service Bulletin: CopierDocument7 pagesService Bulletin: Copieroleg-spbNo ratings yet
- Coupling John CraneDocument15 pagesCoupling John Cranelubricacion100% (2)
- Ballbearing+Turntable+ (Double+Ball+Race) +BPW Lenkkraenze 2007e.unlockedDocument4 pagesBallbearing+Turntable+ (Double+Ball+Race) +BPW Lenkkraenze 2007e.unlockedStephen MontelepreNo ratings yet
- Instructions Balancer Tecna 9361-9371 - ManualDocument8 pagesInstructions Balancer Tecna 9361-9371 - ManualmoisesNo ratings yet
- Ims-Automatic Slack AdjusterDocument8 pagesIms-Automatic Slack Adjusterrmj68900No ratings yet
- Er 82Document2 pagesEr 82Dibyendu ChakrabortyNo ratings yet
- TT Bearing Insp Proc v3Document7 pagesTT Bearing Insp Proc v3Rino AdityaNo ratings yet
- Crane Installation Manual: Model 4/29 Model 5/35 Model 6/45Document20 pagesCrane Installation Manual: Model 4/29 Model 5/35 Model 6/45Bui Hoang DucNo ratings yet
- 140 Flat Power TurnDocument59 pages140 Flat Power TurnMARIO ALBANo ratings yet
- Erection Manual Rev - 01Document13 pagesErection Manual Rev - 01ajeez86No ratings yet
- Installation and Service Instructions For 180-210 C-Face MotorsDocument4 pagesInstallation and Service Instructions For 180-210 C-Face MotorsAnonymous gMMbTAQlNo ratings yet
- Online HDM690Document20 pagesOnline HDM690Kyle SchwulstNo ratings yet
- Subject: Technical Service Bulletin B238: Safety Awareness When Working With Inflated TiresDocument19 pagesSubject: Technical Service Bulletin B238: Safety Awareness When Working With Inflated TiresHugh O'Brien GwazeNo ratings yet
- Sb238_tire_safety_Rev02Document19 pagesSb238_tire_safety_Rev02Jorge SaavedraNo ratings yet
- Plymouth and Chrysler-built cars Complete Owner's Handbook of Repair and MaintenanceFrom EverandPlymouth and Chrysler-built cars Complete Owner's Handbook of Repair and MaintenanceNo ratings yet
- Product Catalogue: Axle ComponentsDocument78 pagesProduct Catalogue: Axle ComponentsNibin Odukkathil100% (1)
- Product Catalogue: Axle ComponentsDocument10 pagesProduct Catalogue: Axle ComponentsNibin OdukkathilNo ratings yet
- Hydraulic Complete Inch GB enDocument338 pagesHydraulic Complete Inch GB enNibin OdukkathilNo ratings yet
- Axle Maintenance KPM 004 0310 Rev12 1Document8 pagesAxle Maintenance KPM 004 0310 Rev12 1Nibin OdukkathilNo ratings yet
- 1 Updated Section E - AxleDocument58 pages1 Updated Section E - AxleNibin Odukkathil100% (2)
- Axle Maintenance KPM 004 0310 Rev12 1Document8 pagesAxle Maintenance KPM 004 0310 Rev12 1Nibin OdukkathilNo ratings yet
- Landing Legs KPM 002 0612rev7Document4 pagesLanding Legs KPM 002 0612rev7Nibin OdukkathilNo ratings yet
- Product Data Sheet: MCB 1P 6ka C-32A 1MDocument3 pagesProduct Data Sheet: MCB 1P 6ka C-32A 1MNibin OdukkathilNo ratings yet
- Morse Modern Technical LLC: TEL: 00971-2-5541886 FAX: 00971-2-5541813Document1 pageMorse Modern Technical LLC: TEL: 00971-2-5541886 FAX: 00971-2-5541813Nibin OdukkathilNo ratings yet
- MCB 1P 6ka C-20A 1M: ArchitectureDocument3 pagesMCB 1P 6ka C-20A 1M: ArchitectureNibin OdukkathilNo ratings yet
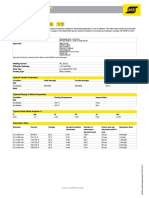
- Covered (Stick) Electrodes (Smaw) Low Alloy Electrodes: Typical Tensile PropertiesDocument1 pageCovered (Stick) Electrodes (Smaw) Low Alloy Electrodes: Typical Tensile PropertiesNibin OdukkathilNo ratings yet
- Covered (Stick) Electrodes (Smaw) Low Alloy Electrodes: Typical Tensile PropertiesDocument1 pageCovered (Stick) Electrodes (Smaw) Low Alloy Electrodes: Typical Tensile PropertiesNibin OdukkathilNo ratings yet
- Covered (Stick) Electrodes (Smaw) Low Hydrogen Electrodes: Typical Tensile PropertiesDocument1 pageCovered (Stick) Electrodes (Smaw) Low Hydrogen Electrodes: Typical Tensile PropertiesNibin OdukkathilNo ratings yet
- Covered (Stick) Electrodes (Smaw) Low Hydrogen Electrodes: Typical Tensile PropertiesDocument1 pageCovered (Stick) Electrodes (Smaw) Low Hydrogen Electrodes: Typical Tensile PropertiesNibin OdukkathilNo ratings yet
- Min. 2 To Max. 4 No'S Coverall at One Time: NoticeDocument1 pageMin. 2 To Max. 4 No'S Coverall at One Time: NoticeNibin OdukkathilNo ratings yet
- Booking Confirmation - VOX Cinemas UAEDocument3 pagesBooking Confirmation - VOX Cinemas UAENibin OdukkathilNo ratings yet
- Pure Savings On Your New Mashreq Credit Card!: Offer A DetailsDocument4 pagesPure Savings On Your New Mashreq Credit Card!: Offer A DetailsNibin OdukkathilNo ratings yet
- Work Completion Certificate: To Whom It May ConcernDocument1 pageWork Completion Certificate: To Whom It May ConcernNibin Odukkathil0% (1)
- Hydrostatic Test PDFDocument1 pageHydrostatic Test PDFNibin OdukkathilNo ratings yet
- Resignation LetterDocument1 pageResignation LetterNibin OdukkathilNo ratings yet
- Resignation LetterDocument1 pageResignation LetterNibin OdukkathilNo ratings yet
- No Visitors PDFDocument1 pageNo Visitors PDFNibin OdukkathilNo ratings yet
- Iii Dae V Sem Lab External Question PapersDocument2 pagesIii Dae V Sem Lab External Question PapersvenkateswarluvelisalNo ratings yet
- pcl86 Stereo Amp Cara de ComponentesDocument1 pagepcl86 Stereo Amp Cara de ComponentesFerNo ratings yet
- FM 2 3 - Tech DataDocument6 pagesFM 2 3 - Tech DataOrhan HasanogluNo ratings yet
- Strategic Scenario Planning For The German Carsharing Industry in 2025 (Carolin Von Sethe, 2016)Document114 pagesStrategic Scenario Planning For The German Carsharing Industry in 2025 (Carolin Von Sethe, 2016)taghavi1347No ratings yet
- Rate Analysis 2075-76 KrishnaDocument55 pagesRate Analysis 2075-76 KrishnaSujan LamichhaneNo ratings yet
- FORScan Codes For 2017+ Super DutyDocument45 pagesFORScan Codes For 2017+ Super DutyChris BlanchardNo ratings yet
- Rake Test LHBDocument17 pagesRake Test LHBManoj BairwaNo ratings yet
- Everything About Your ZF Automatic Transmission IssuesDocument14 pagesEverything About Your ZF Automatic Transmission IssuesWill Robertson100% (3)
- Capacity of RoadsDocument14 pagesCapacity of Roadsjohn van RijnNo ratings yet
- 6.5 Pavement DesignDocument239 pages6.5 Pavement DesignPalanas A. VinceNo ratings yet
- Mini Project ReportDocument30 pagesMini Project Reportsurendra charyNo ratings yet
- Air Bag WiringDocument5 pagesAir Bag WiringTata ConsusNo ratings yet
- Compaction Equipment - Padfoot Rollers - Padfoot Roller 13T CA252 CA302 CA402 - Operation Manual PDFDocument32 pagesCompaction Equipment - Padfoot Rollers - Padfoot Roller 13T CA252 CA302 CA402 - Operation Manual PDFRafael LecuNo ratings yet
- Jing Et Al 2016 Electric Vehicles A Review of Network Modelling and Future Research NeedsDocument8 pagesJing Et Al 2016 Electric Vehicles A Review of Network Modelling and Future Research NeedsMangeshNo ratings yet
- Electrical System PDFDocument460 pagesElectrical System PDFRADEKNo ratings yet
- Loading UnloadingDocument14 pagesLoading Unloading084 Salman Ashek ANo ratings yet
- Schemi Hyundai STVF GRBT Scheda BluDocument237 pagesSchemi Hyundai STVF GRBT Scheda Blulorenzo50% (2)
- Engine Lubrication Systems Theory SupportDocument13 pagesEngine Lubrication Systems Theory SupportEngr.shamiNo ratings yet
- A8 Brochure FinalDocument23 pagesA8 Brochure Finalkatoyev852No ratings yet
- Pages From Toyota-Corolla-2009-2010-Electrical-Wiring-Diagrams (1) - MirrorDocument1 pagePages From Toyota-Corolla-2009-2010-Electrical-Wiring-Diagrams (1) - MirrorponnusangeeNo ratings yet
- RISK ASSESSMENT (Backfilling of Excavated Area)Document2 pagesRISK ASSESSMENT (Backfilling of Excavated Area)Raza Muhammad SoomroNo ratings yet
- Caedo v. Yu Khe ThaiDocument2 pagesCaedo v. Yu Khe ThaiVica Dela CruzNo ratings yet
- Front Axle: SectionDocument18 pagesFront Axle: SectionFerdyan DNo ratings yet
- Route 2 Reports - PC - MILER Web JasvinderDocument3 pagesRoute 2 Reports - PC - MILER Web JasvinderLemon GundersonNo ratings yet
- en - US - 2018 HARLEY-DAVIDSON® PARTS CATALOG - SOFTAIL® MODELS - Harley-Davidson SIPDocument477 pagesen - US - 2018 HARLEY-DAVIDSON® PARTS CATALOG - SOFTAIL® MODELS - Harley-Davidson SIPDaniel GaleanoNo ratings yet
- Elétrica Injeção Ignição Arrefecimento: Sensor MapDocument8 pagesElétrica Injeção Ignição Arrefecimento: Sensor MapAndeson & MaraNo ratings yet
- Chapter-1 Basics of RailwayDocument75 pagesChapter-1 Basics of RailwayDinaras IbrahimNo ratings yet
- Products Catalogue 1Document21 pagesProducts Catalogue 1Marc Biosca SierraNo ratings yet