Download as pdf or txt
You might also like
- PAUT Model Procedure PDFDocument12 pagesPAUT Model Procedure PDFநந்த குமார் சம்பத் நாகராஜன்81% (16)
- PyGMTSAR: Sentinel-1 Python InSAR. An Introduction: Python InSAR, #1From EverandPyGMTSAR: Sentinel-1 Python InSAR. An Introduction: Python InSAR, #1No ratings yet
- John G. Schoon-Geometric Design Projects For Highways - An Introduction-Amer Society of Civil Engineers (2000)Document167 pagesJohn G. Schoon-Geometric Design Projects For Highways - An Introduction-Amer Society of Civil Engineers (2000)Bob Smith100% (1)
- Plate No. 04Document2 pagesPlate No. 04elarzzzzNo ratings yet
- Spir Ident Mobile Advanced Spectroscopy PlatformDocument4 pagesSpir Ident Mobile Advanced Spectroscopy PlatformxjmnNo ratings yet
- Work Execution PlanDocument12 pagesWork Execution PlanPaul OkeNo ratings yet
- MethodologyDocument6 pagesMethodologySridhar DantuluriNo ratings yet
- LN-260 TestDocument32 pagesLN-260 TestYury GrynenkoNo ratings yet
- Airphoton Satellite PayloadsDocument18 pagesAirphoton Satellite PayloadsVasudev PurNo ratings yet
- Brochure Drone Q-200 PPK Surveyor Pro Datahawk Eng 2Document7 pagesBrochure Drone Q-200 PPK Surveyor Pro Datahawk Eng 2ProdusenEirlNo ratings yet
- Ref TekDocument12 pagesRef TekDenchk-12No ratings yet
- Whispers2018 Pix4d TargetlessDocument4 pagesWhispers2018 Pix4d TargetlesschristianbazanNo ratings yet
- The Development of A Modular DGPS SystemDocument9 pagesThe Development of A Modular DGPS Systemjavaid AliNo ratings yet
- Mountaintop GNSS-R and GNSS-RO - New ResultsDocument7 pagesMountaintop GNSS-R and GNSS-RO - New ResultsneetisonthNo ratings yet
- Look, No Ground Control Points!: Insights byDocument2 pagesLook, No Ground Control Points!: Insights byPavan ReddyNo ratings yet
- Lidar Report and SpecificationsDocument5 pagesLidar Report and SpecificationsFernando NunezNo ratings yet
- 4-UAV-g 2015 Submission 87Document6 pages4-UAV-g 2015 Submission 87ShafiqNo ratings yet
- Hyspex Air Drone HiperspectralDocument33 pagesHyspex Air Drone Hiperspectralmarcosperes100% (1)
- How To Meet The Demanding Challenges Involved in Testing GNSS Receivers?Document10 pagesHow To Meet The Demanding Challenges Involved in Testing GNSS Receivers?Arindam ChakrabortyNo ratings yet
- PAUT Procedure EEISDocument13 pagesPAUT Procedure EEISZakirUllahNo ratings yet
- Lecture 3 - Data Capturing Techniques - Total Station and GPSDocument26 pagesLecture 3 - Data Capturing Techniques - Total Station and GPSCisco ManNo ratings yet
- YellowScan Product CatalogDocument20 pagesYellowScan Product CatalogRoberto FernandesNo ratings yet
- POSMV - 2005 - 09 - Motion Sensor ComparisonDocument18 pagesPOSMV - 2005 - 09 - Motion Sensor Comparisonchakib tabNo ratings yet
- First Electro Optical System of The 21st CenturyDocument8 pagesFirst Electro Optical System of The 21st Centurybring it onNo ratings yet
- Dual-Frequency GPS/GLONASS RTK: Experimental Results: Javad Positioning SystemsDocument4 pagesDual-Frequency GPS/GLONASS RTK: Experimental Results: Javad Positioning SystemsСергей ТатарченкоNo ratings yet
- HPS BRO QSonic MaxDocument8 pagesHPS BRO QSonic MaxTitoNo ratings yet
- Cobham - Aeroflex - IFR GPS-101 DatasheetDocument6 pagesCobham - Aeroflex - IFR GPS-101 DatasheetEdsonNo ratings yet
- Product Profile Walk Around ENPAC 2500Document4 pagesProduct Profile Walk Around ENPAC 2500Anirban KarNo ratings yet
- Latitude Surveys: Method Statement For Survey Work at Trod Beck, WolsinghamDocument6 pagesLatitude Surveys: Method Statement For Survey Work at Trod Beck, WolsinghamMohamed Amine ZemouriNo ratings yet
- Energy - Utility - UAV BCDocument65 pagesEnergy - Utility - UAV BCВалерій БоровикNo ratings yet
- Field Test of Long Range Terrestrial Laser Scanner and Ground-Based Synthetic Aperture Radar For Area Monitoring in Open Pit MinesDocument12 pagesField Test of Long Range Terrestrial Laser Scanner and Ground-Based Synthetic Aperture Radar For Area Monitoring in Open Pit Minesvictor elver guevara cerveraNo ratings yet
- Detection of Floor From Image Captured by Camera by Izaak Van Crombrugge, Luc Mertens, Rudi Penne1Document9 pagesDetection of Floor From Image Captured by Camera by Izaak Van Crombrugge, Luc Mertens, Rudi Penne1AkshyaNo ratings yet
- Amdl Intro To GPSDocument29 pagesAmdl Intro To GPSgaurang1111No ratings yet
- Field Accuracy Test of Rpas Photogrammetry: Desert Lodge, Lee Road, Cork, Co. Cork - IrelandDocument5 pagesField Accuracy Test of Rpas Photogrammetry: Desert Lodge, Lee Road, Cork, Co. Cork - IrelandardianirahmaputriNo ratings yet
- Low Cost GPS INS Sensor Fusion System For UAV NavigationDocument9 pagesLow Cost GPS INS Sensor Fusion System For UAV NavigationThaung Htut KhaungNo ratings yet
- NavRIX PinPoint V1.0 Satellite Navigation ReceiverDocument2 pagesNavRIX PinPoint V1.0 Satellite Navigation ReceiverAndrej MeuerNo ratings yet
- Satellite Navigation (GPS)Document28 pagesSatellite Navigation (GPS)NAJA MOHAMEDNo ratings yet
- GPS System Presentation PPDocument32 pagesGPS System Presentation PPNani Chori ShresthaNo ratings yet
- Midas SurveyorDocument1 pageMidas Surveyorariwibowo2002No ratings yet
- Ecdis Integrity SlideDocument37 pagesEcdis Integrity SlideShazleen AtiqaNo ratings yet
- GNSS Receiver Zero Baseline Test Using GPS SignalDocument11 pagesGNSS Receiver Zero Baseline Test Using GPS Signalwn1529.20000No ratings yet
- Igarss 2019 8898518Document4 pagesIgarss 2019 8898518Andrés BuitragoNo ratings yet
- EnvironmentalDocument2 pagesEnvironmentalSubhrashis Guha NiyogiNo ratings yet
- 06a. DPS Series DescriptionDocument32 pages06a. DPS Series DescriptionFábio GonçalvesNo ratings yet
- CX50 Vision 2012 Specs ROW LRDocument16 pagesCX50 Vision 2012 Specs ROW LRtrinh xuan sonNo ratings yet
- YellowScanSurveyor UserManualDocument18 pagesYellowScanSurveyor UserManualZahirul IslamNo ratings yet
- UoN GRC TrackingDocument19 pagesUoN GRC Trackingmarcus_andreottiNo ratings yet
- Hoffmann Et Al Quadrotor DASC04Document10 pagesHoffmann Et Al Quadrotor DASC04Damian ChmielewskiNo ratings yet
- Olympus Omniscan mx2 Specifications Spec Sheet 2k21Document8 pagesOlympus Omniscan mx2 Specifications Spec Sheet 2k21nawaz.ahmed.spnutra.comNo ratings yet
- Airborne Infrared Hyperspectral Imager For Intelligence, Surveillance and Reconnaissance ApplicationsDocument12 pagesAirborne Infrared Hyperspectral Imager For Intelligence, Surveillance and Reconnaissance Applicationssamirsamira928No ratings yet
- YellowScan - Datasheet - SurveyorDocument2 pagesYellowScan - Datasheet - Surveyorrizqi auliaNo ratings yet
- PMT Hps 4493 HPS BRO QSonic PlusDocument8 pagesPMT Hps 4493 HPS BRO QSonic PlusmmilovanmNo ratings yet
- The Global Positioning SystemDocument17 pagesThe Global Positioning SystemMohamed AbubackerNo ratings yet
- Omniscan Mx2: The Standard in Phased Array, RedefinedDocument8 pagesOmniscan Mx2: The Standard in Phased Array, RedefinedCedric MercadoNo ratings yet
- CM - Doc - TLC-Scanner4 - Camag - HPTLC CalibrationDocument20 pagesCM - Doc - TLC-Scanner4 - Camag - HPTLC CalibrationDebahis BoseNo ratings yet
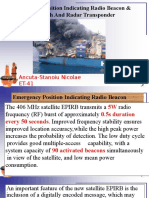
- Emergency Position Indicating Radio Beacon & Search and Radar TransponderDocument21 pagesEmergency Position Indicating Radio Beacon & Search and Radar TransponderNicus NicuşNo ratings yet
- Automated Guided Vehicle System (AGVS) - AGVS Application - Vehicle Guidance Technology - Vehicle Management & Safety. Automated Guided Vehicle System (AGVS)Document12 pagesAutomated Guided Vehicle System (AGVS) - AGVS Application - Vehicle Guidance Technology - Vehicle Management & Safety. Automated Guided Vehicle System (AGVS)Prabhu vadiveluNo ratings yet
- ISGPSGNSS2008 AbstDocument1 pageISGPSGNSS2008 AbstSAISA ABDULLAH 411192117No ratings yet
- Remote Sensing: Radiometric Calibration Methodology of The Landsat 8 Thermal Infrared SensorDocument19 pagesRemote Sensing: Radiometric Calibration Methodology of The Landsat 8 Thermal Infrared SensorAstrolabeNo ratings yet
- GyroData - Surveyor X 4 09 v7Document2 pagesGyroData - Surveyor X 4 09 v7Zakhar__6769No ratings yet
- Global Positioning Systems, Inertial Navigation, and IntegrationFrom EverandGlobal Positioning Systems, Inertial Navigation, and IntegrationRating: 1 out of 5 stars1/5 (1)
- Remote Sensing & Geospatial Technologies Dictionary: Grow Your Vocabulary, #55From EverandRemote Sensing & Geospatial Technologies Dictionary: Grow Your Vocabulary, #55No ratings yet
- Chapter 1 - Overview of Safety Oversight and ICAO USOAP CMA - FinalDocument71 pagesChapter 1 - Overview of Safety Oversight and ICAO USOAP CMA - FinalZahirul IslamNo ratings yet
- Chapter 3 The Development and Review of AIS Cartography RegulationsDocument46 pagesChapter 3 The Development and Review of AIS Cartography RegulationsZahirul IslamNo ratings yet
- Chapter 2 The AIS and Cartography Safety OversightDocument87 pagesChapter 2 The AIS and Cartography Safety OversightZahirul IslamNo ratings yet
- YellowScanSurveyor UserManualDocument18 pagesYellowScanSurveyor UserManualZahirul IslamNo ratings yet
- Technical Details Wingcopter 178 Heavy Lift A Delivery Variant 1 1Document2 pagesTechnical Details Wingcopter 178 Heavy Lift A Delivery Variant 1 1Zahirul IslamNo ratings yet
- Peta Topografi Kotaambon / Topography Mapof Ambon TownDocument1 pagePeta Topografi Kotaambon / Topography Mapof Ambon TownOngen Talane AponnoNo ratings yet
- Univotec CoursesDocument4 pagesUnivotec Coursesjanasira10% (1)
- Dico Eng-FrDocument126 pagesDico Eng-Frbarouniamine0% (1)
- LDCE Notes/Notes For LDCE-LGS/13Document2 pagesLDCE Notes/Notes For LDCE-LGS/13R Sathish Kumar100% (1)
- KW.09.0128 - DOC - 11.12.12 - 1 of 5 - Specifications - Structural & Architectural PDFDocument661 pagesKW.09.0128 - DOC - 11.12.12 - 1 of 5 - Specifications - Structural & Architectural PDFCrazyBookWorm100% (1)
- Lecture 5 TheodoliteDocument10 pagesLecture 5 TheodoliteYoussif SedeakNo ratings yet
- CE 2100 - Lab 8Document10 pagesCE 2100 - Lab 8محمد الدعجةNo ratings yet
- Route Surveying2Document32 pagesRoute Surveying2Rico BelledoNo ratings yet
- Basic CivilDocument41 pagesBasic CivilYogendra PatilNo ratings yet
- Engineering, Surveying, Drafting, & Cartography 2Document111 pagesEngineering, Surveying, Drafting, & Cartography 2The 18th Century Material Culture Resource Center100% (3)
- Phantom 4 RTK Full WorkflowDocument7 pagesPhantom 4 RTK Full WorkflowVictor Pinto TaylorNo ratings yet
- Peta Sebaran Rata-Rata Kecepatan Angin Januari 2014-2018 DI SELAT BALIDocument1 pagePeta Sebaran Rata-Rata Kecepatan Angin Januari 2014-2018 DI SELAT BALIhpbNo ratings yet
- Restricted BuildingDocument9 pagesRestricted BuildingChudi EzeNo ratings yet
- Pampanga State Agricultural University: College of Resource Engineering, Automation and Mechanization Magalang, PampangaDocument5 pagesPampanga State Agricultural University: College of Resource Engineering, Automation and Mechanization Magalang, PampangaMarl Jovan VillanuevaNo ratings yet
- BCM Unit - 1 (A)Document79 pagesBCM Unit - 1 (A)Mr. G. SathiyaseelanNo ratings yet
- Survey Camp: B.Tech. (Civil Engineering) - V SemesterDocument14 pagesSurvey Camp: B.Tech. (Civil Engineering) - V SemesterMuneef AhmadNo ratings yet
- (Join AICTE Telegram Group) ASU 22301 Question Paper (1) Ce3iDocument4 pages(Join AICTE Telegram Group) ASU 22301 Question Paper (1) Ce3iVivek SharmaNo ratings yet
- TopSURV Reference ManualDocument616 pagesTopSURV Reference ManualCerres WindelNo ratings yet
- SV 291: Surveying For Engineers I Topic: Compass & Tape SurveyDocument7 pagesSV 291: Surveying For Engineers I Topic: Compass & Tape SurveyIsrael PopeNo ratings yet
- Geophys. J. Int. 1960 Willmore 419 32Document14 pagesGeophys. J. Int. 1960 Willmore 419 32mfhfhfNo ratings yet
- Land Re-Survey With Drones, Rovers, DGPS of Standarad Operating Procedure (Sop Updated)Document118 pagesLand Re-Survey With Drones, Rovers, DGPS of Standarad Operating Procedure (Sop Updated)rakesh kumarNo ratings yet
- Tachymetry: Survey Camp Tachymetry SurveyingDocument18 pagesTachymetry: Survey Camp Tachymetry Surveyingabood buriahiNo ratings yet
- Bim Manual Append5Document2 pagesBim Manual Append5adnan53No ratings yet
- Topographic Map of Lytton SpringsDocument1 pageTopographic Map of Lytton SpringsHistoricalMapsNo ratings yet
- Notice: Limited Departmental Competitive Exam - 2008 For The Post of Junior Engineer (Civil & Electrical) Dt.05.09.2008Document18 pagesNotice: Limited Departmental Competitive Exam - 2008 For The Post of Junior Engineer (Civil & Electrical) Dt.05.09.2008vikram singh yadavNo ratings yet
- lectut-CEN-614-ppt-GIS DATADocument82 pageslectut-CEN-614-ppt-GIS DATAAr Abhinav SrivastavNo ratings yet
- Surveyor FAQS: Navigation Safety Branch MCA 2/30 Spring Place 105 Commercial Road Southampton SO15 1EGDocument28 pagesSurveyor FAQS: Navigation Safety Branch MCA 2/30 Spring Place 105 Commercial Road Southampton SO15 1EGHieu NgoNo ratings yet