Download as pdf or txt
You might also like
- Hi Solid PolyurethaneDocument4 pagesHi Solid PolyurethaneafvasquezNo ratings yet
- Operations Management in Automotive Industries: From Industrial Strategies to Production Resources Management, Through the Industrialization Process and Supply Chain to Pursue Value CreationFrom EverandOperations Management in Automotive Industries: From Industrial Strategies to Production Resources Management, Through the Industrialization Process and Supply Chain to Pursue Value CreationNo ratings yet
- QRM PPT - 3Document24 pagesQRM PPT - 3Mohamed YassinNo ratings yet
- ProjectDocument20 pagesProjectpankaj kumarNo ratings yet
- ContentServer Articulo 1Document8 pagesContentServer Articulo 1Diana Angela Chamorro MinayaNo ratings yet
- TQM Relationship of TQM and Business Performance With Mediators of SPC Lean Production and TPM 2012 Procedia Social and Behavioral SciencesDocument11 pagesTQM Relationship of TQM and Business Performance With Mediators of SPC Lean Production and TPM 2012 Procedia Social and Behavioral SciencescristianpetriceanNo ratings yet
- Rithwik Wip Project 2018Document69 pagesRithwik Wip Project 2018vipinNo ratings yet
- Lead Time Reduction Through Lean Technique in An Engine Assembly LineDocument7 pagesLead Time Reduction Through Lean Technique in An Engine Assembly LineVarun KumarNo ratings yet
- VSM SMED s2.0 S2351978915000281 MainDocument6 pagesVSM SMED s2.0 S2351978915000281 MaincristianpetriceanNo ratings yet
- SugarPaper VSMMMMMMDocument6 pagesSugarPaper VSMMMMMMnivasmba140No ratings yet
- 6 MaaloufDocument9 pages6 Maalouflechiquan2497No ratings yet
- IntroDocument7 pagesIntroPamela MorcillaNo ratings yet
- A Review On Lean Manufacturing Implementation Techniques A Conceptual Model of Lean Manufacturing DimensionsDocument12 pagesA Review On Lean Manufacturing Implementation Techniques A Conceptual Model of Lean Manufacturing DimensionsfaizanNo ratings yet
- A Case Study of VSM and Smed in The Food Processing IndustryDocument10 pagesA Case Study of VSM and Smed in The Food Processing IndustrydwiNo ratings yet
- A Case Study of Just-In-Time System in Service Industry - ScienceDirect PDFDocument6 pagesA Case Study of Just-In-Time System in Service Industry - ScienceDirect PDFSha EemNo ratings yet
- SmedDocument4 pagesSmedYurdun OrbakNo ratings yet
- A Summer Internship Project Report: (Topic-Supply ChainDocument72 pagesA Summer Internship Project Report: (Topic-Supply ChainJingmate NegiNo ratings yet
- Uncertain Supply Chain Management: A State of Art Review On Optimization Techniques in Just in TimeDocument12 pagesUncertain Supply Chain Management: A State of Art Review On Optimization Techniques in Just in Timevcpc2008No ratings yet
- TQM Case Study of IbmDocument4 pagesTQM Case Study of Ibmhesham_tm3658No ratings yet
- Continuous Improvement Through Lean Using VSM For Application in Machining Based Product CompanyDocument7 pagesContinuous Improvement Through Lean Using VSM For Application in Machining Based Product Companyelioglp1No ratings yet
- Industrial Management AssignmentDocument6 pagesIndustrial Management AssignmentLoxman Zahari100% (1)
- Seminar Report UtkrshDocument32 pagesSeminar Report Utkrshpankaj kumarNo ratings yet
- Research Project-Nirav (K30), Deepesh (K32), Vishnu (K40)Document20 pagesResearch Project-Nirav (K30), Deepesh (K32), Vishnu (K40)Vishnu TiwariNo ratings yet
- Lean Manufacturing Implementation Using Value Stream Mapping: A Case Study of Pumps Manufacturing CompanyDocument7 pagesLean Manufacturing Implementation Using Value Stream Mapping: A Case Study of Pumps Manufacturing Companyirfan iruNo ratings yet
- Project Rahul SharmaDocument66 pagesProject Rahul Sharmadeshmonster-1100% (1)
- Lead Time Reduction Case StudyDocument7 pagesLead Time Reduction Case StudyRohan SharmaNo ratings yet
- Research Paper On Lean ManufacturingDocument5 pagesResearch Paper On Lean ManufacturingkwbfbzundNo ratings yet
- Cellular ManufacturingDocument10 pagesCellular ManufacturingjosicremaNo ratings yet
- Lean Manufacturing Concept: The Main Factor in Improving Manufacturing Performance - A Case StudyDocument12 pagesLean Manufacturing Concept: The Main Factor in Improving Manufacturing Performance - A Case StudyAbeeha NasirNo ratings yet
- Jit MhilDocument83 pagesJit MhilkartikNo ratings yet
- 02 02 1Document19 pages02 02 1ashenafi solomonNo ratings yet
- National Seminar On Value Stream Mapping For Process Improvement FinalDocument9 pagesNational Seminar On Value Stream Mapping For Process Improvement FinalsreerpilNo ratings yet
- Dokumen - Tips - Quality Engineering and ManagementDocument32 pagesDokumen - Tips - Quality Engineering and ManagementJhordins GustavoNo ratings yet
- Implementation of Just in Time Production Through Kanban SystemDocument11 pagesImplementation of Just in Time Production Through Kanban SystemAlexander DeckerNo ratings yet
- Reducing Turn Around Time in Laboratory Using Value Stream MappingDocument6 pagesReducing Turn Around Time in Laboratory Using Value Stream MappingOussama ElbattatNo ratings yet
- 10.47750 pnr.2022.13.s10.129Document9 pages10.47750 pnr.2022.13.s10.129Enmanuel Alexander Condori GarayNo ratings yet
- D09052832 IjresDocument5 pagesD09052832 IjresParani TharanNo ratings yet
- Lean Manufacturing: A Review: January 2015Document6 pagesLean Manufacturing: A Review: January 2015AkshayNo ratings yet
- A Presentation ON: Quick Response ManufacturingDocument23 pagesA Presentation ON: Quick Response ManufacturingAditya Singh100% (1)
- P19 Vol3 Issue-2 July2015 ijstmLEANMANUFACTURINGAREVIEWDocument6 pagesP19 Vol3 Issue-2 July2015 ijstmLEANMANUFACTURINGAREVIEWMilind KhandaveNo ratings yet
- P19 Vol3 Issue-2 July2015 ijstmLEANMANUFACTURINGAREVIEWDocument6 pagesP19 Vol3 Issue-2 July2015 ijstmLEANMANUFACTURINGAREVIEWjabir sulaimanNo ratings yet
- The Advantages of Just in Time (JIT) Supplies From A Supplier-A System Dynamics Simulation AnalysisDocument16 pagesThe Advantages of Just in Time (JIT) Supplies From A Supplier-A System Dynamics Simulation AnalysisXin YingNo ratings yet
- Productivity Improvement Through Lean Tools in A SDocument7 pagesProductivity Improvement Through Lean Tools in A SsaidygranadosrangelNo ratings yet
- Performance Improvement of Jute Industries Using Theory of Constraints (TOC)Document10 pagesPerformance Improvement of Jute Industries Using Theory of Constraints (TOC)Marcela GonzalesNo ratings yet
- Lean Case Study - LeatherDocument9 pagesLean Case Study - LeatherSk Mosaib AhamedNo ratings yet
- A Survey Study: Important Factors in Just-in-Time ImplementationDocument7 pagesA Survey Study: Important Factors in Just-in-Time ImplementationSherly TriNo ratings yet
- Aditya GuptaDocument64 pagesAditya GuptaManit MittalNo ratings yet
- Synchronous Manufacturing-A Radical Analysis Tool For An Industrial EngineerDocument6 pagesSynchronous Manufacturing-A Radical Analysis Tool For An Industrial EngineerABDUL SHAFI MNo ratings yet
- A Study To Reduce The Lead Time of A Bakery Factory by Using Lean Tools: A Case StudyDocument8 pagesA Study To Reduce The Lead Time of A Bakery Factory by Using Lean Tools: A Case Studypatel avaniNo ratings yet
- Research Papers On TQM ImplementationDocument8 pagesResearch Papers On TQM Implementationsrxzjavkg100% (1)
- Reducing The Truck Turnaround Time Inside A Heavy Manufacturing Industry Through Makigami AnalysisDocument7 pagesReducing The Truck Turnaround Time Inside A Heavy Manufacturing Industry Through Makigami AnalysisAbhi I.ANo ratings yet
- 58IJMPERDFEB201958Document12 pages58IJMPERDFEB201958TJPRC PublicationsNo ratings yet
- Project ReportDocument94 pagesProject ReportTiffany BerryNo ratings yet
- Implementation of Lean Manufacturing Principles in FoundriesDocument5 pagesImplementation of Lean Manufacturing Principles in FoundriesIJMERNo ratings yet
- Paper 3 JPDocument12 pagesPaper 3 JPAlvaro Gonzalo Oviedo SeminarioNo ratings yet
- Inventory Management Assignment "World Class Manufacturing" Submitted To Sir Raja KhalidDocument15 pagesInventory Management Assignment "World Class Manufacturing" Submitted To Sir Raja KhalidFatimah KhanNo ratings yet
- A Study On The Benefits and Challenges Based On The Implementing of Lean Management With Respect To SmesDocument4 pagesA Study On The Benefits and Challenges Based On The Implementing of Lean Management With Respect To SmesSreeja sathyanarayananNo ratings yet
- Application of The Integrated QFD Technique in The Design of An Innovative Machine For Cleaning The Drinking Water TankDocument7 pagesApplication of The Integrated QFD Technique in The Design of An Innovative Machine For Cleaning The Drinking Water TankNizam Sudin Dan KhatijahNo ratings yet
- A Study of the Supply Chain and Financial Parameters of a Small BusinessFrom EverandA Study of the Supply Chain and Financial Parameters of a Small BusinessNo ratings yet
- Glass Column AblazeDocument10 pagesGlass Column AblazeRafique AjmeriNo ratings yet
- Ams 4083MDocument7 pagesAms 4083MivanNo ratings yet
- Astm B633 98Document5 pagesAstm B633 98WindyCalmsea Phan NguyenNo ratings yet
- 2017 7432 1 PBDocument7 pages2017 7432 1 PBTMBryan Naufal AlfiansyahNo ratings yet
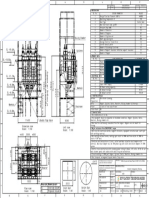
- GA Drawing TATA IRRA Agglomerator With Structure Sheet 2Document1 pageGA Drawing TATA IRRA Agglomerator With Structure Sheet 2MaheshNo ratings yet
- Energizing IndustryDocument19 pagesEnergizing IndustrySourav dasNo ratings yet
- Welding Module 1-6Document42 pagesWelding Module 1-6Init Bulan Bituin100% (1)
- Porta Cabin Tech SpecDocument6 pagesPorta Cabin Tech SpecFARES BEN MESSAOUDNo ratings yet
- Khorasony Kabir, 2022Document17 pagesKhorasony Kabir, 2022Lidianne FariasNo ratings yet
- PT Argo TuhuDocument22 pagesPT Argo TuhuWulan EgidiaNo ratings yet
- Prediction of CNC Machining Parameters For Teak Wood by Using SVM Method 1Document5 pagesPrediction of CNC Machining Parameters For Teak Wood by Using SVM Method 1OleksQNo ratings yet
- 5 TurningDocument26 pages5 Turningprakashp111100% (1)
- Stollberg Research Field Emitter DevicesDocument40 pagesStollberg Research Field Emitter DevicesSejtan TempeNo ratings yet
- Basic 5Document21 pagesBasic 5yousab creator2No ratings yet
- 2023 03 27 Ivanhoe Mines Progress Gallery March 2023Document20 pages2023 03 27 Ivanhoe Mines Progress Gallery March 2023Flory MusiswaNo ratings yet
- Development of Modern Hot Strip Mill and Its Main FeaturesDocument16 pagesDevelopment of Modern Hot Strip Mill and Its Main Featuresrocky mishraNo ratings yet
- Innershield Product GuideDocument44 pagesInnershield Product Guidewmajordan13No ratings yet
- 4-SSB Bar 2Document4 pages4-SSB Bar 2Nabilah HashimNo ratings yet
- Electrodeposited Coatings On Threaded Fasteners (Metric) : Standard Specification ForDocument9 pagesElectrodeposited Coatings On Threaded Fasteners (Metric) : Standard Specification ForsanthakumarNo ratings yet
- PNS 1990 2004 Hot-Dip Zinc-Coated Carbon Steel SheetsDocument23 pagesPNS 1990 2004 Hot-Dip Zinc-Coated Carbon Steel SheetsStandpro Testing CenterNo ratings yet
- Balanlay-Narrative ReportDocument4 pagesBalanlay-Narrative ReportJhade Danes BalanlayNo ratings yet
- Process of Producting High Carbon Ferro ChromeDocument5 pagesProcess of Producting High Carbon Ferro ChromeSantosh Kumar MahtoNo ratings yet
- Types of LinenDocument24 pagesTypes of LinenDemie Anne Alviz BerganteNo ratings yet
- Internship Report of MuradDocument104 pagesInternship Report of Muradmosabbir rahmanNo ratings yet
- Crystals 11 01196 v3Document23 pagesCrystals 11 01196 v3Dattatreya PatiNo ratings yet
- DCP218 Fabrication of Pneumatic Cutting and Grinding MachineDocument5 pagesDCP218 Fabrication of Pneumatic Cutting and Grinding MachineANAND KRISHNANNo ratings yet
- Ground Parallels: To Provide More Convenient Processing For Milling ViseDocument4 pagesGround Parallels: To Provide More Convenient Processing For Milling ViseVinod KumarNo ratings yet
- Dia 65mm HN 48386 DNVDocument4 pagesDia 65mm HN 48386 DNVPedro SmithNo ratings yet
- Abstract of ASTM F594 2002Document7 pagesAbstract of ASTM F594 2002Jesse ChenNo ratings yet