Download as pdf or txt
You might also like
- Orifice ChamberDocument4 pagesOrifice Chambersaleh4060No ratings yet
- Recent Developments in Urea Plant DesignDocument17 pagesRecent Developments in Urea Plant DesignSathish Kumar100% (1)
- Limiting Reagents Percent Yield WorksheetDocument7 pagesLimiting Reagents Percent Yield Worksheets17m0582No ratings yet
- Uhde Hydrogen Trends PDFDocument5 pagesUhde Hydrogen Trends PDFOctavio FrancoNo ratings yet
- T4S5O4 Paper PDFDocument17 pagesT4S5O4 Paper PDFtrung2iNo ratings yet
- Gascompressionmagazine Igv Oldtechnologynewapplications M SchnaeDocument2 pagesGascompressionmagazine Igv Oldtechnologynewapplications M SchnaeBugra Can KesimNo ratings yet
- Falling Film Heat Transfer CoefficientDocument22 pagesFalling Film Heat Transfer CoefficientZarra FaktNo ratings yet
- Mam Rabia Sabir: Submitted ToDocument10 pagesMam Rabia Sabir: Submitted ToFahad KamranNo ratings yet
- Morin 1993Document41 pagesMorin 1993muhammad fattah RomdhoniNo ratings yet
- Significant Nonlinearities Due To Force-Deflection Hysteresis and DueDocument16 pagesSignificant Nonlinearities Due To Force-Deflection Hysteresis and Duekosarayu2007No ratings yet
- Increasing Heat Exchanger PerformanceDocument13 pagesIncreasing Heat Exchanger Performanceimtinan mohsinNo ratings yet
- Sulzer Revamp CompressorDocument4 pagesSulzer Revamp CompressorAli Barzegar100% (1)
- Hydrotreater Optimization With WpheDocument29 pagesHydrotreater Optimization With Wpheandrei12320003181No ratings yet
- AMMONIA Syn Gas Drying With Z4-01Document4 pagesAMMONIA Syn Gas Drying With Z4-01raghu4594No ratings yet
- sb25 100Document8 pagessb25 100Bessem FrijaNo ratings yet
- Aiche-36-005Simple, Safe and Reliable KRESDocument14 pagesAiche-36-005Simple, Safe and Reliable KRESHsein WangNo ratings yet
- GT Upgrade OptionsDocument6 pagesGT Upgrade OptionsMiladAmaniNo ratings yet
- Capacity Increase of Ammonia PlantDocument10 pagesCapacity Increase of Ammonia PlantJak AshishNo ratings yet
- Engineering and Cost MethodologyDocument22 pagesEngineering and Cost MethodologyUsMan ZaFarNo ratings yet
- Compact Heat Exchangers Improving Heat Recovery Ppi00324enDocument6 pagesCompact Heat Exchangers Improving Heat Recovery Ppi00324enElias ElHossariNo ratings yet
- 2010 23 Supercond SC Tech Superconductur Transformer 0953 2048 23-1-014025Document6 pages2010 23 Supercond SC Tech Superconductur Transformer 0953 2048 23-1-014025Sandra ZitzNo ratings yet
- BypassDocument4 pagesBypassm4a1_2No ratings yet
- Helix ChangerDocument8 pagesHelix Changerprad_21ad100% (1)
- Building Better Boiler Feedwater Pumps With Composites 1697382780Document6 pagesBuilding Better Boiler Feedwater Pumps With Composites 1697382780avciayNo ratings yet
- Coil Capacity EfficiencyDocument3 pagesCoil Capacity EfficiencyChínhÂuNo ratings yet
- Recent Developments in Urea Plant Design: Pan OrphanidesDocument17 pagesRecent Developments in Urea Plant Design: Pan OrphanidesMagdy SalehNo ratings yet
- Identifying Poor HXDocument4 pagesIdentifying Poor HXBhargava ramNo ratings yet
- HDS Benefits From Plate Heat ExchangersDocument6 pagesHDS Benefits From Plate Heat Exchangerssaleh4060No ratings yet
- Ammonia Plant Capacity Increase PaperDocument14 pagesAmmonia Plant Capacity Increase Paperhamidrezaee008No ratings yet
- AGMA Technical PaperDocument16 pagesAGMA Technical Paperdwimukh360No ratings yet
- White Paper en BlowersDocument9 pagesWhite Paper en BlowersasmaronlineNo ratings yet
- Take-Advantage Editorial enDocument5 pagesTake-Advantage Editorial enEd CherNo ratings yet
- Boiler Sliding Pressure ContrlDocument28 pagesBoiler Sliding Pressure ContrlshambhoiNo ratings yet
- Methanol Casalestartsupmore IMCConvertersDocument13 pagesMethanol Casalestartsupmore IMCConvertersGonzalo Aldair Carbajal FloresNo ratings yet
- Trends in Packaged Boiler Design PDFDocument10 pagesTrends in Packaged Boiler Design PDFpertspyNo ratings yet
- Spiral Heat Exchanger TechnologyDocument5 pagesSpiral Heat Exchanger TechnologyNAMONo ratings yet
- Tubes With InsertionDocument23 pagesTubes With InsertionDenys TsybulskiyNo ratings yet
- World's Largest Science, Technology & Medicine Open Access Book PublisherDocument23 pagesWorld's Largest Science, Technology & Medicine Open Access Book PublisherManojNo ratings yet
- Air Preheater Retrofit and EnhancementDocument9 pagesAir Preheater Retrofit and EnhancementVIBHAVNo ratings yet
- Topsøe Hydrogen Technology - Energy Efficient and Flexible SolutionsDocument8 pagesTopsøe Hydrogen Technology - Energy Efficient and Flexible Solutionsdavid alonzo100% (1)
- Researchpaper Design Modification in Engine ExhaustDocument7 pagesResearchpaper Design Modification in Engine ExhaustDovah KiinNo ratings yet
- Edited2 Enhancing Heat Transfer Efficiency and Performance of GravityDocument30 pagesEdited2 Enhancing Heat Transfer Efficiency and Performance of Gravitymansang.mc62No ratings yet
- Constant Pressure Vs Variable Pressure OperationDocument6 pagesConstant Pressure Vs Variable Pressure Operationank_mehra100% (1)
- 10A-3 Single Bucket Charging Practice With Telescopic EAF Roof ClosureDocument10 pages10A-3 Single Bucket Charging Practice With Telescopic EAF Roof ClosureEng Mahmoud KhairyNo ratings yet
- CE Evap Selection PDFDocument8 pagesCE Evap Selection PDFBharadwaj RangarajanNo ratings yet
- High Efficiency MotorsDocument7 pagesHigh Efficiency Motorspmgaa100% (1)
- Bi-Phase SeparatorDocument19 pagesBi-Phase Separator1mmahoneyNo ratings yet
- Capillary Evaporator DevelopmentDocument13 pagesCapillary Evaporator DevelopmentArjun ChaliyathNo ratings yet
- Stara Glass Centauro ENGDocument19 pagesStara Glass Centauro ENGRaulNo ratings yet
- 2014 Suphur Mag Article S-354-WasteHeatBoilers PMIDocument4 pages2014 Suphur Mag Article S-354-WasteHeatBoilers PMIEjaj SiddiquiNo ratings yet
- Why Do Waste Heat Boilers Fail?: Excessive TemperatureDocument4 pagesWhy Do Waste Heat Boilers Fail?: Excessive TemperatureMaheesha GunathungaNo ratings yet
- Low Swirl Combustion: 3.2.1.4.2-1 IntroductionDocument15 pagesLow Swirl Combustion: 3.2.1.4.2-1 IntroductionJoyce MarounNo ratings yet
- Geo Perform XDocument4 pagesGeo Perform Xthermosol5416No ratings yet
- A Transcritical CO2 Turbine-CompressorDocument8 pagesA Transcritical CO2 Turbine-CompressorjoseNo ratings yet
- Improvement in Air Preheater PerformanceDocument11 pagesImprovement in Air Preheater PerformancejaveddvcNo ratings yet
- Helical Baffle Design in Shell and Tube Type Heat Exchanger With CFD AnalysisDocument6 pagesHelical Baffle Design in Shell and Tube Type Heat Exchanger With CFD AnalysispriyabNo ratings yet
- Heat Exchanger SizingDocument6 pagesHeat Exchanger Sizingshoaib705No ratings yet
- Ejectors for Efficient Refrigeration: Design, Applications and Computational Fluid DynamicsFrom EverandEjectors for Efficient Refrigeration: Design, Applications and Computational Fluid DynamicsNo ratings yet
- Innovation in Electric Arc Furnaces: Scientific Basis for SelectionFrom EverandInnovation in Electric Arc Furnaces: Scientific Basis for SelectionNo ratings yet
- Resume Tips That Will Help You Get Hired (Part 1)Document5 pagesResume Tips That Will Help You Get Hired (Part 1)Faisal AwadNo ratings yet
- Valves 5sepDocument20 pagesValves 5sepFaisal AwadNo ratings yet
- Essential Computing Primary 5 Teachers Guide 9789988896515ARDocument120 pagesEssential Computing Primary 5 Teachers Guide 9789988896515ARFaisal AwadNo ratings yet
- SA ProgramsDocument1 pageSA ProgramsFaisal AwadNo ratings yet
- Low Temp Cryogenic Storage 2021 DigitalDocument5 pagesLow Temp Cryogenic Storage 2021 DigitalFaisal AwadNo ratings yet
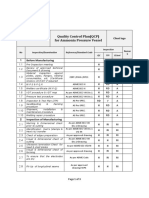
- Quality Control Plan (QCP) For Ammonia Pressure Vessel: Before ManufacturingDocument3 pagesQuality Control Plan (QCP) For Ammonia Pressure Vessel: Before ManufacturingFaisal Awad100% (1)
- Les08 UndergroundDocument96 pagesLes08 UndergroundFaisal AwadNo ratings yet
- CokerDocument19 pagesCokerFaisal AwadNo ratings yet
- Flange Face TypeDocument1 pageFlange Face TypeFaisal AwadNo ratings yet
- Identification of Phases of Various Oil, Surfactant/ Co-Surfactants and Water System by Ternary Phase DiagramDocument9 pagesIdentification of Phases of Various Oil, Surfactant/ Co-Surfactants and Water System by Ternary Phase DiagramBushra ShaukatNo ratings yet
- Chapter 1 - Basic Concepts of ThermodynamicsDocument62 pagesChapter 1 - Basic Concepts of ThermodynamicsAzrul NizarNo ratings yet
- Electrolyte and Non-Electrolyte SolutionsDocument14 pagesElectrolyte and Non-Electrolyte SolutionsSuwahono, M.PdNo ratings yet
- SSC Je Mechanical Engineering 22 03 2021 Shift 2 99Document11 pagesSSC Je Mechanical Engineering 22 03 2021 Shift 2 99Anto KevinNo ratings yet
- Paper 1Document8 pagesPaper 1Kirti_jadhav2014No ratings yet
- 2 DiffractdionDocument124 pages2 DiffractdionShrinivas PrabhuNo ratings yet
- Phy MCQDocument20 pagesPhy MCQSaima ShahNo ratings yet
- مراجعة التحليل الاليDocument18 pagesمراجعة التحليل الاليمحمود بلاسيNo ratings yet
- Refraction of Light in Glass Block o LevelDocument18 pagesRefraction of Light in Glass Block o LevelPascoNo ratings yet
- CH 18Document18 pagesCH 18Ryan Karlo MadambaNo ratings yet
- NWPGCL Full Question 2015Document6 pagesNWPGCL Full Question 2015mushfiq66100% (2)
- Efficiency of Bulk Heterojunction Organic Solar 2013 Progress in Polymer SciDocument12 pagesEfficiency of Bulk Heterojunction Organic Solar 2013 Progress in Polymer SciYaroslav VainshteinNo ratings yet
- KC and KP Questions EquilibriaDocument8 pagesKC and KP Questions Equilibriakhadijaliyu3No ratings yet
- DesuperheaterDocument14 pagesDesuperheatervon18100% (2)
- Isc 100% Success in ChemistryDocument114 pagesIsc 100% Success in ChemistryAnonymous vRpzQ2BLNo ratings yet
- 2012 Tannin-Soy-Aerogels GCDocument8 pages2012 Tannin-Soy-Aerogels GCGisele AmaralNo ratings yet
- BiomassFeb2010 24-72Document49 pagesBiomassFeb2010 24-72Akatew Haile MebrahtuNo ratings yet
- Density Functional TheoryDocument22 pagesDensity Functional Theorykhalil sabrinaNo ratings yet
- Chapter - 15: Combustion of FuelsDocument24 pagesChapter - 15: Combustion of FuelsmilapNo ratings yet
- Ashrae: StandardDocument52 pagesAshrae: StandardsamadonyNo ratings yet
- 1 s2.0 S1876380408600828 Main PDFDocument7 pages1 s2.0 S1876380408600828 Main PDFamine bcNo ratings yet
- Chapter 4-Solid Solution Equilibrium Phase Diagram PDFDocument38 pagesChapter 4-Solid Solution Equilibrium Phase Diagram PDFMohd Azizi50% (2)
- Simulation of Methyl Ethyl Ketone (MEK) Production in A Fixed Bed Reactor - Fatin Nur Liyana Mohd Idris - K4 - 2017Document36 pagesSimulation of Methyl Ethyl Ketone (MEK) Production in A Fixed Bed Reactor - Fatin Nur Liyana Mohd Idris - K4 - 2017jdedfvNo ratings yet
- Phase Change Worksheet PDFDocument4 pagesPhase Change Worksheet PDFsquishy squigyNo ratings yet
- Benzopinacol PhotochemistryDocument3 pagesBenzopinacol PhotochemistryJulius Victorius Aragon SaluriaNo ratings yet
- Mine Environmental Engg LabDocument13 pagesMine Environmental Engg LabChinmay MandalNo ratings yet
- January 2016 (IAL) QP - Unit 3 Edexcel ChemistryDocument20 pagesJanuary 2016 (IAL) QP - Unit 3 Edexcel ChemistryXhanAfaqNo ratings yet
- Fiber TaperingDocument8 pagesFiber TaperingThuy NguyenNo ratings yet
- FinalDocument77 pagesFinalAnup MinjNo ratings yet