Download as pdf or txt
You might also like
- Report On Metal FabricationDocument48 pagesReport On Metal Fabricationdj170263% (8)
- Weld Like a Pro: Beginning to Advanced TechniquesFrom EverandWeld Like a Pro: Beginning to Advanced TechniquesRating: 4.5 out of 5 stars4.5/5 (6)
- Delphi DCM3.4 PDFDocument4 pagesDelphi DCM3.4 PDFOsmar Augusto0% (1)
- International Organization For Standardization (ISO) StandardsDocument3 pagesInternational Organization For Standardization (ISO) StandardsDileep100% (3)
- Tig Welding ThesisDocument5 pagesTig Welding ThesisBrooke Heidt100% (3)
- Research Paper Tig WeldingDocument4 pagesResearch Paper Tig Weldingafnhdcebalreda100% (1)
- Research Paper On Tig Welding PDFDocument4 pagesResearch Paper On Tig Welding PDFafeaqzhna100% (1)
- Thesis Tig WeldingDocument8 pagesThesis Tig Weldingafknlmzok100% (2)
- Design and Manufacturing of Job Rotary Welding (SPM)Document4 pagesDesign and Manufacturing of Job Rotary Welding (SPM)Sanath KumarNo ratings yet
- A New Perception of Activated Flux Tungsten Inert Gas (A-TIG) Welding Techniques For Various MaterialsDocument14 pagesA New Perception of Activated Flux Tungsten Inert Gas (A-TIG) Welding Techniques For Various MaterialsTibor KeményNo ratings yet
- Welding Research Paper TopicsDocument8 pagesWelding Research Paper Topicscaqllprhf100% (1)
- Review Paper On Optimization of Metal Inert Gas Welding On Stainless Steel AISI 410by Taguchi MethodDocument8 pagesReview Paper On Optimization of Metal Inert Gas Welding On Stainless Steel AISI 410by Taguchi MethodIJRASETPublicationsNo ratings yet
- A Review of GTAW Gas Tungsten Arc Weldin PDFDocument8 pagesA Review of GTAW Gas Tungsten Arc Weldin PDFMarjorie ManukayNo ratings yet
- Comparative Study of TIG Welding and MIG Welding by Varying ParametersDocument13 pagesComparative Study of TIG Welding and MIG Welding by Varying ParametersMit MajithiyaNo ratings yet
- 13 Analysis of TIG Welding Process Parameters For Stainless Steel (SS202)Document5 pages13 Analysis of TIG Welding Process Parameters For Stainless Steel (SS202)IJAERS JOURNAL100% (1)
- 198 Ijaema December 5024Document13 pages198 Ijaema December 5024dir.office.sgearNo ratings yet
- A Comparative Study of Metal Inert Gas Welding and Tungsten Inert Gas Welding Processes: A ReviewDocument13 pagesA Comparative Study of Metal Inert Gas Welding and Tungsten Inert Gas Welding Processes: A ReviewankNo ratings yet
- 26 Ijmperdaug201826Document10 pages26 Ijmperdaug201826TJPRC PublicationsNo ratings yet
- Investigating of Tig Welding and Activated Tig WeldingDocument21 pagesInvestigating of Tig Welding and Activated Tig WeldingVishnu TejaNo ratings yet
- Comparative Study Between TIG and MIG Welding ProcDocument10 pagesComparative Study Between TIG and MIG Welding ProcMaksumul Morsaline DihanNo ratings yet
- Vijayan - 2018 - IOP - Conf. - Ser. - Mater. - Sci. - Eng. - 390 - 012066Document9 pagesVijayan - 2018 - IOP - Conf. - Ser. - Mater. - Sci. - Eng. - 390 - 012066tesfaye gurmesaNo ratings yet
- A Review On Various Welding TechniquesDocument7 pagesA Review On Various Welding Techniquesfazakas barnaNo ratings yet
- 934-Article Text-3046-2-10-20211031Document6 pages934-Article Text-3046-2-10-20211031ahmed aliNo ratings yet
- 1 s2.0 S2214785320383358 MainDocument13 pages1 s2.0 S2214785320383358 MainCarolina FigueroaNo ratings yet
- Research Paper Mig WeldingDocument8 pagesResearch Paper Mig Weldingcan3z5gx100% (1)
- Optimization of TIG Welding Parameters On Strength Basis A ReviewDocument7 pagesOptimization of TIG Welding Parameters On Strength Basis A ReviewInternational Journal of Innovative Science and Research TechnologyNo ratings yet
- 2015 Effect-of-activating-fluxes-on-weld-bead-morphology-of-P9 - Journal-of-MaDocument10 pages2015 Effect-of-activating-fluxes-on-weld-bead-morphology-of-P9 - Journal-of-MabhaskarNo ratings yet
- Tig Welding Research PaperDocument8 pagesTig Welding Research Paperjsllxhbnd100% (1)
- Experimental Investigations On The Sio Flux-Assisted Gta Welding of Super-Austenitic Stainless SteelsDocument12 pagesExperimental Investigations On The Sio Flux-Assisted Gta Welding of Super-Austenitic Stainless SteelsRafaela MendesNo ratings yet
- Las 9Document14 pagesLas 9HisokaNo ratings yet
- Welding Research Papers PDFDocument4 pagesWelding Research Papers PDFqosryjvnd100% (1)
- Assignment II Advanced MFGDocument11 pagesAssignment II Advanced MFGAyu AdiNo ratings yet
- A Review On Various Welding TechniquesDocument7 pagesA Review On Various Welding TechniquesIJMER100% (1)
- Effectof Welding Processeson Microstructure MechanicalDocument12 pagesEffectof Welding Processeson Microstructure MechanicalDr. Rachid djoudjouNo ratings yet
- GTAW Chapter 1Document4 pagesGTAW Chapter 1Renold ElsenNo ratings yet
- Tig Welding Research PapersDocument8 pagesTig Welding Research Papersfyrj7h9z100% (3)
- Optimización Calidad Gas Soldaduras MúltiplesDocument8 pagesOptimización Calidad Gas Soldaduras MúltiplesAlejandra NuñezNo ratings yet
- 13 Analysis of TIG Welding Process Parameters For Stainless Steel (SS202) PDFDocument5 pages13 Analysis of TIG Welding Process Parameters For Stainless Steel (SS202) PDFAshemuNo ratings yet
- Welding DissertationDocument5 pagesWelding DissertationCustomWrittenPapersClarksville100% (1)
- Automation in Sheet Metal Tig Welding Process: A Case StudyDocument6 pagesAutomation in Sheet Metal Tig Welding Process: A Case StudyseventhsensegroupNo ratings yet
- Optimization of Process Parameters Affecting Gas Tungsten Arc Welding of AA6082Document5 pagesOptimization of Process Parameters Affecting Gas Tungsten Arc Welding of AA6082erpublicationNo ratings yet
- MIg Welding PRocessDocument7 pagesMIg Welding PRocesspratul acharyaNo ratings yet
- Activated-TIG WeldingDocument38 pagesActivated-TIG WeldingGodswill SimeonNo ratings yet
- Welding Research PaperDocument7 pagesWelding Research Paperkifmgbikf100% (1)
- Study of Tig WeldingDocument11 pagesStudy of Tig WeldingChandan Srivastava100% (1)
- Mig Welding Research PaperDocument4 pagesMig Welding Research Papers0l1nawymym3100% (1)
- Welding Technologies in Shipbuilding IndustryDocument7 pagesWelding Technologies in Shipbuilding IndustryAravindh AkashNo ratings yet
- A Review On Effects of GTAW Process Parameters On Weld: January 2016Document6 pagesA Review On Effects of GTAW Process Parameters On Weld: January 2016Yousab CreatorNo ratings yet
- Workshop Case StudyDocument13 pagesWorkshop Case Study1071Vishal kumarNo ratings yet
- The E Ect of Process Parameters On Penetration in Gas Metal Arc Welding ProcessesDocument8 pagesThe E Ect of Process Parameters On Penetration in Gas Metal Arc Welding ProcessesSreevardhan BGNo ratings yet
- Atap Tem 322Document10 pagesAtap Tem 322Marufu LawalNo ratings yet
- Taguchi MethodDocument6 pagesTaguchi Methodpankajdeekshith1No ratings yet
- An Experimental Study On The Effect of MIG Welding Parameters On The Weld-Bead Shape CharacteristicsDocument5 pagesAn Experimental Study On The Effect of MIG Welding Parameters On The Weld-Bead Shape Characteristicstejap314No ratings yet
- C042011020 With Cover Page v2Document11 pagesC042011020 With Cover Page v2Weses narniaNo ratings yet
- Study On The Effect of Hydrogen in Argon-Nitrogen Shielding Gas On Pitting Corrosion For Austenitic Stainless Steel by GTA Welding ProcessDocument8 pagesStudy On The Effect of Hydrogen in Argon-Nitrogen Shielding Gas On Pitting Corrosion For Austenitic Stainless Steel by GTA Welding ProcessEva NipaNo ratings yet
- RCF KapurthallaDocument18 pagesRCF KapurthallaSudhir Kumar50% (2)
- Svetsaren 1 2 1999Document80 pagesSvetsaren 1 2 1999adrian_stoNo ratings yet
- Research Paper On Welding CareerDocument8 pagesResearch Paper On Welding Careerfvgh9ept100% (1)
- Tig Welding Process Parameters Optimization For Stainless Steel Materials Using Regression AnalysisDocument7 pagesTig Welding Process Parameters Optimization For Stainless Steel Materials Using Regression AnalysisNaveen KumarNo ratings yet
- Spot Welding Interview Success: An Introduction to Spot WeldingFrom EverandSpot Welding Interview Success: An Introduction to Spot WeldingNo ratings yet
- Welding Terminology: A Guide to MIG, TIG, Stick, Gas, and Spot Welding TermsFrom EverandWelding Terminology: A Guide to MIG, TIG, Stick, Gas, and Spot Welding TermsNo ratings yet
- Weldability of Duplex Stainless Steel: A. Pramanik, G. Littlefair, A.K. BasakDocument30 pagesWeldability of Duplex Stainless Steel: A. Pramanik, G. Littlefair, A.K. Basakkamal touilebNo ratings yet
- Chapter 4 Centroid - Distr. ForcesDocument33 pagesChapter 4 Centroid - Distr. Forceskamal touilebNo ratings yet
- ULINC Curriculum - Sample Lesson PlanDocument42 pagesULINC Curriculum - Sample Lesson Plankamal touilebNo ratings yet
- Taheri2020 - Article - CharacterizationsOfDissimilar DSS-316LDocument9 pagesTaheri2020 - Article - CharacterizationsOfDissimilar DSS-316Lkamal touilebNo ratings yet
- 1 s2.0 S1003632607601204 MainDocument5 pages1 s2.0 S1003632607601204 Mainkamal touilebNo ratings yet
- Thermite WeldingDocument13 pagesThermite Weldingkamal touilebNo ratings yet
- Analysisof Dissimilar Weldingof Austenitic Stainless Steelto Low Carbon Steelby TIGWelding ProcessDocument13 pagesAnalysisof Dissimilar Weldingof Austenitic Stainless Steelto Low Carbon Steelby TIGWelding Processkamal touilebNo ratings yet
- The Effectof Nband Tion Structureand MechanicalDocument10 pagesThe Effectof Nband Tion Structureand Mechanicalkamal touilebNo ratings yet
- Welds in The Duplex Stainless Steel: Ciofu Florin, Nioaţă Alin, Dobrotă DanDocument8 pagesWelds in The Duplex Stainless Steel: Ciofu Florin, Nioaţă Alin, Dobrotă Dankamal touilebNo ratings yet
- Amra2019 Article OnTheDissimilarMetalWeldingOf1Document19 pagesAmra2019 Article OnTheDissimilarMetalWeldingOf1kamal touilebNo ratings yet
- Acta 2018 2 13Document5 pagesActa 2018 2 13kamal touilebNo ratings yet
- Tokita2020 Article MicrostructuralEvolutionAndSolDocument8 pagesTokita2020 Article MicrostructuralEvolutionAndSolkamal touilebNo ratings yet
- Advancedmanufacturingmergedbook OcredDocument35 pagesAdvancedmanufacturingmergedbook Ocredkamal touileb100% (1)
- Safari, 2012Document9 pagesSafari, 2012kamal touilebNo ratings yet
- A Hot Cracking On Dissimilar Metal Weld Between A106GrB and A312 TP316L With Buttering ERNiCr-3Document16 pagesA Hot Cracking On Dissimilar Metal Weld Between A106GrB and A312 TP316L With Buttering ERNiCr-3kamal touilebNo ratings yet
- Acta Materialia Zhao Et Al Vol58 Issue19 2010Document14 pagesActa Materialia Zhao Et Al Vol58 Issue19 2010kamal touilebNo ratings yet
- Laser Welding of Stainless Steel: ArticleDocument10 pagesLaser Welding of Stainless Steel: Articlekamal touilebNo ratings yet
- In Uence of Marangoni Convection On Weld Pool Shape and Temperature Distribution in Laser Beam WeldingDocument7 pagesIn Uence of Marangoni Convection On Weld Pool Shape and Temperature Distribution in Laser Beam Weldingkamal touilebNo ratings yet
- Aidun 1997Document7 pagesAidun 1997kamal touilebNo ratings yet
- 1 en 21 Chapter AuthorDocument16 pages1 en 21 Chapter Authorkamal touilebNo ratings yet
- 10 1016@j Phpro 2013 03 070Document10 pages10 1016@j Phpro 2013 03 070kamal touilebNo ratings yet
- Ultrasonic NDTDocument48 pagesUltrasonic NDTkamal touilebNo ratings yet
- Effect of Laser Welding Process Parameters On Mechanical P Roperties of Stainless Steel-316Document11 pagesEffect of Laser Welding Process Parameters On Mechanical P Roperties of Stainless Steel-316kamal touilebNo ratings yet
- Use of Fundamental Laser Material Interaction Parameters in Laser WeldingDocument11 pagesUse of Fundamental Laser Material Interaction Parameters in Laser Weldingkamal touilebNo ratings yet
- Firouzifarrashbandi 2020Document4 pagesFirouzifarrashbandi 2020kamal touilebNo ratings yet
- Laser-Vapour Interaction in High-Power CW Nd:YAG Laser WeldingDocument11 pagesLaser-Vapour Interaction in High-Power CW Nd:YAG Laser Weldingkamal touilebNo ratings yet
- Cement Plants Located in India Part 2Document5 pagesCement Plants Located in India Part 2hemanthillipilliNo ratings yet
- Spare Parts ListDocument4 pagesSpare Parts ListFuqingliNo ratings yet
- ASME IX Interpretation-Part7Document37 pagesASME IX Interpretation-Part7kevin herryNo ratings yet
- Master List WelderDocument2 pagesMaster List WelderMoch_adiganjarNo ratings yet
- Vendor Name Vendor No. Order No. Item No. Item Description Item Cost QuantityDocument4 pagesVendor Name Vendor No. Order No. Item No. Item Description Item Cost QuantityAathmica GunashekarNo ratings yet
- Tower Cable Penetration PlateDocument1 pageTower Cable Penetration Platerakhoh QANo ratings yet
- Mig Mag Torches - 19 PDFDocument1 pageMig Mag Torches - 19 PDFLucioNo ratings yet
- WPQ Format Sec IxDocument2 pagesWPQ Format Sec IxParminder SinghNo ratings yet
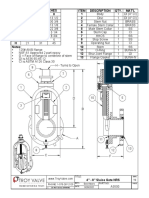
- Sluice Gate NRS 4 To 8 IN DRAWINGDocument1 pageSluice Gate NRS 4 To 8 IN DRAWINGRoberto RosasNo ratings yet
- Steel Structural Design Bolted & Welded Connections RevisedDocument115 pagesSteel Structural Design Bolted & Welded Connections RevisedPratikto WibowoNo ratings yet
- Introducción WPS ISODocument41 pagesIntroducción WPS ISOCarlos Eduardo Castillo LanderosNo ratings yet
- SBT - Bolt Tensioner Components - MetricDocument1 pageSBT - Bolt Tensioner Components - MetricGeorge MillerNo ratings yet
- TM Appendix 6C Torque Sequences S9086 CJ STM 010 NSTM075 Rev 4Document236 pagesTM Appendix 6C Torque Sequences S9086 CJ STM 010 NSTM075 Rev 4Ricardo Jorge Horta PequenoNo ratings yet
- Form Qw-484A Suggested Format A For Welder Performance Qualifications (WPQ) (See QW-301, Section IX, ASME Boiler and Pressure Vessel Code)Document1 pageForm Qw-484A Suggested Format A For Welder Performance Qualifications (WPQ) (See QW-301, Section IX, ASME Boiler and Pressure Vessel Code)siva100% (2)
- Din en Iso 898-99Document32 pagesDin en Iso 898-99Trek PhotosNo ratings yet
- Spare Parts: After Sale DepartmentDocument8 pagesSpare Parts: After Sale DepartmentMaciej OlejniczakNo ratings yet
- Parts List - KTZ411-61Document4 pagesParts List - KTZ411-61Mahmoud ElboraeNo ratings yet
- A4.3-93 R2006PVDocument6 pagesA4.3-93 R2006PVMohamed YousufNo ratings yet
- Ab Masch.-Nr. 0381Document12 pagesAb Masch.-Nr. 0381Petro ServisasNo ratings yet
- Construction and Building Materials: Phuong Trinh Bui, Yuko Ogawa, Kenichiro Nakarai, Kenji KawaiDocument7 pagesConstruction and Building Materials: Phuong Trinh Bui, Yuko Ogawa, Kenichiro Nakarai, Kenji KawaiMarden Rengifo RuizNo ratings yet
- Weld Log PDFDocument1 pageWeld Log PDFDeniz AydinNo ratings yet
- Automobile Skills, Communication, Interpersonal SkillsDocument14 pagesAutomobile Skills, Communication, Interpersonal SkillsvigneshNo ratings yet
- Testing Welders For Fusion Welding: Approval ofDocument26 pagesTesting Welders For Fusion Welding: Approval ofValter RamosNo ratings yet
- WPS, PQR, WPQR PDFDocument4 pagesWPS, PQR, WPQR PDFYousef Adel HassanenNo ratings yet
- Sesion 7Document40 pagesSesion 7Martin Y. KouNo ratings yet
- Quality Control ManualDocument77 pagesQuality Control ManualsbmmlaNo ratings yet
- Twi LTD: Welding Procedure Specification (WPS) - Page 1Document2 pagesTwi LTD: Welding Procedure Specification (WPS) - Page 1Anonymous SLI4aGNo ratings yet
- Fakulti Teknologi Kejuruteraan Universiti Teknikal Malaysia MelakaDocument5 pagesFakulti Teknologi Kejuruteraan Universiti Teknikal Malaysia MelakaHairul Effendy Ab MaulodNo ratings yet