Download as pdf or txt
You might also like
- Metal 3D PrinterDocument31 pagesMetal 3D PrinterAdithya HegdeNo ratings yet
- 3D PrintingDocument19 pages3D PrintingUday KumarNo ratings yet
- Metal 3d Printing Services in MumbaiDocument15 pagesMetal 3d Printing Services in MumbaiInnovae3dNo ratings yet
- 3D Printing TechnologyDocument68 pages3D Printing Technologyben abrahamNo ratings yet
- PolyJet Best Practice EN - MED625FLX Dental ApplicationsDocument4 pagesPolyJet Best Practice EN - MED625FLX Dental ApplicationsAlex BurdeNo ratings yet
- Section 18 Design of Plastic Gears PDFDocument15 pagesSection 18 Design of Plastic Gears PDFSergio CandiottiNo ratings yet
- RS232 Serial Cable Pinout InformationDocument5 pagesRS232 Serial Cable Pinout InformationRanieri BenčićNo ratings yet
- RS232 Serial Cable Pinout InformationDocument5 pagesRS232 Serial Cable Pinout Informationshrikant_i4u1164No ratings yet
- TMC - Metal 3D Printing HubDocument11 pagesTMC - Metal 3D Printing HubTHE METAL COMPANYNo ratings yet
- Serial (RS232) Port Connect..Document6 pagesSerial (RS232) Port Connect..Luis MoránNo ratings yet
- Powder Based 3d Printer (Final)Document49 pagesPowder Based 3d Printer (Final)Sai KiruthekaNo ratings yet
- Patient-Specific Bone ImplantsDocument11 pagesPatient-Specific Bone ImplantssreeshpsNo ratings yet
- 3D Printed PEEK Carbon Fiber Composites PDFDocument22 pages3D Printed PEEK Carbon Fiber Composites PDFGajaraj GajapathiNo ratings yet
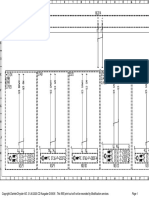
- 06,250 (-1), 260 To 240 RS-232 Communications Wiring Diagram: TechnotesDocument1 page06,250 (-1), 260 To 240 RS-232 Communications Wiring Diagram: TechnoteswarwarNo ratings yet
- Beyond 2D, Depth Added Panorama: PromedusDocument4 pagesBeyond 2D, Depth Added Panorama: PromedusBartłomiej GinterNo ratings yet
- Volumetric 3D Printing of Elastomers by Tomographic Back-Projection A PreprintDocument11 pagesVolumetric 3D Printing of Elastomers by Tomographic Back-Projection A PreprintChris BurgerNo ratings yet
- Opp For 3D Printing MatlDocument13 pagesOpp For 3D Printing Matlbloodterry2284No ratings yet
- Pinout RS232Document4 pagesPinout RS232FranGigaNo ratings yet
- Fused Deposition Modeling (FDM)Document10 pagesFused Deposition Modeling (FDM)siddharthsainiNo ratings yet
- Biomekanik TMJ JurnalDocument14 pagesBiomekanik TMJ JurnalMutiaraPutriRamadhaniNo ratings yet
- 3D Modeling, Custom Implants and Its FutureDocument10 pages3D Modeling, Custom Implants and Its FutureDrAhmed HamzaNo ratings yet
- Mathematical Methods for Assessing the Accuracy of Pre-Planned and Guided Surgical OsteotomiesDocument13 pagesMathematical Methods for Assessing the Accuracy of Pre-Planned and Guided Surgical Osteotomiespradeep kumarNo ratings yet
- Ceratizit ToolsDocument340 pagesCeratizit ToolsguimaslipaNo ratings yet
- Unit-6 Post Processing 3dDocument14 pagesUnit-6 Post Processing 3dECE BNo ratings yet
- W203 Can Bus EngineDocument6 pagesW203 Can Bus EngineebroebrowskiNo ratings yet
- Polyether Ether Ketone - Wikipedia PDFDocument3 pagesPolyether Ether Ketone - Wikipedia PDFhafiNo ratings yet
- 3D Bioprinting From The Micrometer To Millimete 2017 Current Opinion in BiomDocument7 pages3D Bioprinting From The Micrometer To Millimete 2017 Current Opinion in Biomrrm77No ratings yet
- Paris, A.J. (U. Alaska) DCBDocument2 pagesParis, A.J. (U. Alaska) DCBalitcoNo ratings yet
- Three Dimensional Printing Basic PrinciplesDocument16 pagesThree Dimensional Printing Basic PrinciplesAndre Antonio Tamayo FernandeNo ratings yet
- Nontraditional Manufacturing ProcessesDocument157 pagesNontraditional Manufacturing ProcessesKiran AsknaniNo ratings yet
- c01 nx8.5 EvalDocument20 pagesc01 nx8.5 EvalSeshi ReddyNo ratings yet
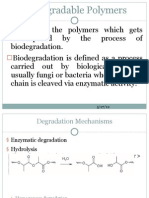
- Biodegradable PolymersDocument13 pagesBiodegradable PolymersSheshappa RaiNo ratings yet
- RS232 CablesDocument18 pagesRS232 CablesDoodyjonh Scott RockefellerNo ratings yet
- Auto Full Vehicle NVH Analysis With Rolling Tires 11Document4 pagesAuto Full Vehicle NVH Analysis With Rolling Tires 11Dmitry GrenishenNo ratings yet
- 4D Printing: Self-Assembly & Programmable MatterDocument18 pages4D Printing: Self-Assembly & Programmable MatterAnonymous iI88LtNo ratings yet
- Patient Specific Implants (Psi) in Maxillofacial Rehabilitation - A Systematic ReviewDocument10 pagesPatient Specific Implants (Psi) in Maxillofacial Rehabilitation - A Systematic ReviewIJAR JOURNALNo ratings yet
- Binder JettingDocument138 pagesBinder JettingManonmani DNo ratings yet
- Optimization of Car Rim Using OptiStructDocument6 pagesOptimization of Car Rim Using OptiStructsujaydsouza1987No ratings yet
- Mandibular Reconstruction With Tissue EngineeringDocument5 pagesMandibular Reconstruction With Tissue EngineeringtamisatnamNo ratings yet
- Cad, Cam, 3d PrintingDocument20 pagesCad, Cam, 3d Printingvanikv40No ratings yet
- 3 Eksen Mach3 Usb CNC Kontrol Kart - AKZ250 v1.17 PDFDocument41 pages3 Eksen Mach3 Usb CNC Kontrol Kart - AKZ250 v1.17 PDFErol KalfaoğluNo ratings yet
- CATIA Mold Tooling DesignDocument144 pagesCATIA Mold Tooling Designanand_lmlNo ratings yet
- Design and Optimization of Composite Parts Using Numerical SimulationsDocument6 pagesDesign and Optimization of Composite Parts Using Numerical SimulationsAndrea CalderaNo ratings yet
- AC CUT EDM-Expert InterfaceDocument16 pagesAC CUT EDM-Expert InterfaceJosh TaylorNo ratings yet
- Comparison of Surgical Outcome of Cranioplasty Between 3D-Printed Polyetheretherketone (PEEK) Patient Specific Implant and Frozen Autologous BoneDocument113 pagesComparison of Surgical Outcome of Cranioplasty Between 3D-Printed Polyetheretherketone (PEEK) Patient Specific Implant and Frozen Autologous BoneMonir Hossain RezaNo ratings yet
- 98 - Total TMJ Replacement - 2Document7 pages98 - Total TMJ Replacement - 2Jameel KhanNo ratings yet
- White-Paper-EN-Surgical Guide Resin-Application GuideDocument13 pagesWhite-Paper-EN-Surgical Guide Resin-Application GuideOscar BurgosNo ratings yet
- The Hardware Interface and Connections.: Ports and Pins Under The Config Menu. Remember To Click Sherline Pulse ModeDocument4 pagesThe Hardware Interface and Connections.: Ports and Pins Under The Config Menu. Remember To Click Sherline Pulse ModeNikola TurkovicNo ratings yet
- Direct Metal Laser SinteringDocument3 pagesDirect Metal Laser SinteringDharshan KofiNo ratings yet
- One Stage Aesthetic and Functional Reconstruction of Major Lower Lip DefectsDocument5 pagesOne Stage Aesthetic and Functional Reconstruction of Major Lower Lip DefectsDr. Hilder HernandezNo ratings yet
- Fused Deposition ModelingDocument2 pagesFused Deposition ModelingDharshan KofiNo ratings yet
- Binder JettingDocument6 pagesBinder JettingDaniel Felipe Garzon CuervoNo ratings yet
- The Synergies of Hybridizing CNC and Additive ManufacturingDocument8 pagesThe Synergies of Hybridizing CNC and Additive ManufacturingdemuxNo ratings yet
- Mold WorksDocument2 pagesMold WorksMax Elizondo OrtizNo ratings yet
- Metal 3d Printing Service in India - Innovae3dDocument13 pagesMetal 3d Printing Service in India - Innovae3dInnovae3dNo ratings yet
- Flexural Properties and Fracture Behavior of CF-PEEK in Orthogonal Building Orientation by FDM - Microstructure and MechanismDocument15 pagesFlexural Properties and Fracture Behavior of CF-PEEK in Orthogonal Building Orientation by FDM - Microstructure and Mechanismatef.selmi01No ratings yet
- Kichloo2021 Article ImpactOfCarbonFiberReinforcemeDocument19 pagesKichloo2021 Article ImpactOfCarbonFiberReinforcemeYoseph Sedamanos BarretoNo ratings yet
- Goh 2018Document46 pagesGoh 2018Anthi ChayankzqmhuNo ratings yet
- Composites Communications: Xingshuang Peng, Miaomiao Zhang, Zhengchuan Guo, Lin Sang, Wenbin HouDocument7 pagesComposites Communications: Xingshuang Peng, Miaomiao Zhang, Zhengchuan Guo, Lin Sang, Wenbin HouKenan MuhamedagićNo ratings yet
- Concrete Construction Article PDF - Evaluating Cracks in Concrete Walls PDFDocument4 pagesConcrete Construction Article PDF - Evaluating Cracks in Concrete Walls PDFhillamngNo ratings yet
- Polygon CapacityDocument1 pagePolygon Capacityjklo12No ratings yet
- Sample Design Calculation SheetDocument2 pagesSample Design Calculation SheetRudyNo ratings yet
- Copia de INGLES Y TALLER DE INGLES 8 (2-3-4-5)Document5 pagesCopia de INGLES Y TALLER DE INGLES 8 (2-3-4-5)DIANA PAOLA ARDILA ALFONSONo ratings yet
- Unit Cost Analysis - Rebar WorksDocument14 pagesUnit Cost Analysis - Rebar WorksJhon Walter Ortega CondeNo ratings yet
- BON0126 MetecnoPIR Tech Data Sheets MetecnoSpan v60Document1 pageBON0126 MetecnoPIR Tech Data Sheets MetecnoSpan v60nam.shopping84No ratings yet
- Concrete Crack Repair TechniquesDocument29 pagesConcrete Crack Repair Techniquesanmol singhNo ratings yet
- KappAhl Physical Requirements, Version 3 2019Document20 pagesKappAhl Physical Requirements, Version 3 2019Ashok LakshmananNo ratings yet
- Electron Microscope SlidesDocument57 pagesElectron Microscope SlidesAnurag TiwariNo ratings yet
- Experiment 2: StatementDocument7 pagesExperiment 2: StatementabubakarNo ratings yet
- ACI 224R - 90 Control of Cracking in ConcreteDocument43 pagesACI 224R - 90 Control of Cracking in ConcreteRobert Stachera100% (5)
- Liu2016 CelluloseDocument15 pagesLiu2016 Cellulosejeamnard balitaanNo ratings yet
- OSTI IA E Safety Edges & Bumpers v0413cDocument14 pagesOSTI IA E Safety Edges & Bumpers v0413cEvaldoGualbertoNo ratings yet
- Astm B597 92 1998Document6 pagesAstm B597 92 1998Diego Alexandre RozaNo ratings yet
- Chapter 14 Review Q AnswersDocument2 pagesChapter 14 Review Q Answersapi-269764684No ratings yet
- Concrete Hinges in Bridge EngineeringDocument12 pagesConcrete Hinges in Bridge EngineeringMilchoNo ratings yet
- 75190139Document148 pages75190139Munya BengezaNo ratings yet
- Aws WJ 201208Document131 pagesAws WJ 201208Sivalingam Subash100% (1)
- Two-Stage Whey Treatment by Nanofiltration and Reverse OsmosisDocument11 pagesTwo-Stage Whey Treatment by Nanofiltration and Reverse OsmosisBrigid Hyuna QuispeNo ratings yet
- Electrolysis Class 10Document13 pagesElectrolysis Class 10Eureka MaterialNo ratings yet
- Solid Waste PollutionDocument28 pagesSolid Waste Pollutionwinifred ekpoNo ratings yet
- Accc TW PDFDocument1 pageAccc TW PDFardiwilagagunNo ratings yet
- Handbook On Retrofitting of Existing BuildingDocument38 pagesHandbook On Retrofitting of Existing BuildingRahish RaviNo ratings yet
- Elcometer 138 KitDocument2 pagesElcometer 138 KitErsal TureogluNo ratings yet
- Ipc-Tm-650 Test Methods ManualDocument5 pagesIpc-Tm-650 Test Methods ManualXuan HoangNo ratings yet
- Concrete Corbel DesignDocument2 pagesConcrete Corbel DesignFranklyn P. GenoveNo ratings yet
- Fire Fighting Sprinkler TanksDocument32 pagesFire Fighting Sprinkler TanksfisplNo ratings yet
- Method Statement: Vetoproof UM765Document3 pagesMethod Statement: Vetoproof UM765mohammad alsayyidNo ratings yet
- WaterAnalyses PDFDocument2 pagesWaterAnalyses PDFZenga Harsya PrakarsaNo ratings yet
- Air Entraining CementDocument14 pagesAir Entraining CementBashairu WaseemNo ratings yet