
E 287 Â " 94 R98 - RTI4NY1SRUQ
E 287 Â " 94 R98 - RTI4NY1SRUQ
You might also like
- Sample Motion For New TrialDocument2 pagesSample Motion For New TrialEarl Siguenza67% (3)
- Yamaha RXA3060 - RXV3081 PDFDocument207 pagesYamaha RXA3060 - RXV3081 PDFlasser22832165100% (2)
- Safelisting On The US (North American) PlatformDocument4 pagesSafelisting On The US (North American) PlatformBrett ThomasNo ratings yet
- E 288 - 94 R98 - Rti4oc1sruqDocument4 pagesE 288 - 94 R98 - Rti4oc1sruqDavid Francisco Plata DuranNo ratings yet
- MDP 5 - 400 P 405071 en PDFDocument3 pagesMDP 5 - 400 P 405071 en PDFPritesh KoratNo ratings yet
- MDP 5 - 400 P 405071 en PDFDocument3 pagesMDP 5 - 400 P 405071 en PDFPritesh KoratNo ratings yet
- D 1209 - 97 - RdeymdktukveDocument5 pagesD 1209 - 97 - RdeymdktukveCordova RaphaelNo ratings yet
- C 1005 Â " 99 QZEWMDUTUKVEDocument4 pagesC 1005 Â " 99 QZEWMDUTUKVEMichael Bogantes JimenezNo ratings yet
- Declaration of Performance-145mmDocument3 pagesDeclaration of Performance-145mmProdaja YumCommerceNo ratings yet
- Structural Carbon Steel Plates of Improved Toughness: Standard Specification ForDocument2 pagesStructural Carbon Steel Plates of Improved Toughness: Standard Specification ForDarwin DarmawanNo ratings yet
- TABLE 3 Alloy ContentDocument1 pageTABLE 3 Alloy ContentLaurence SarmientoNo ratings yet
- HYDRAU TEST-metal 122479 Yhfapv-Gynh6NADocument8 pagesHYDRAU TEST-metal 122479 Yhfapv-Gynh6NAlyma maNo ratings yet
- ACMES ShuntsDocument15 pagesACMES ShuntsLaurentiu CatalinNo ratings yet
- 93461SFMDocument10 pages93461SFMmb.pipingNo ratings yet
- ASME NOTES - Part25Document1 pageASME NOTES - Part25Head copperNo ratings yet
- 3.4 Bituminous Materials: 3.4.1 DescriptionDocument5 pages3.4 Bituminous Materials: 3.4.1 DescriptionSujon AhmmedNo ratings yet
- Prequalified Minimum Preheat and Interpass Temperature (See 5.7)Document4 pagesPrequalified Minimum Preheat and Interpass Temperature (See 5.7)Nilton SantillanNo ratings yet
- Astm A573 - A573m - 13Document2 pagesAstm A573 - A573m - 13Panneer BalashanmuganNo ratings yet
- CANNON Manual Viscosity Testing Brochure PDFDocument16 pagesCANNON Manual Viscosity Testing Brochure PDFAnonymous E6y94B7ncBNo ratings yet
- manual.viscosity.brochureDocument16 pagesmanual.viscosity.brochureDaniel Camilo Carreño VargasNo ratings yet
- Astm A53 A53m PDFDocument39 pagesAstm A53 A53m PDFAadarsh Kumar ShitalNo ratings yet
- Quantity Calculation: Approach SlabDocument79 pagesQuantity Calculation: Approach SlabOkta SofyanaNo ratings yet
- Bye Pass Rotameter: Eureka Industrial Equipments Pvt. LTDDocument2 pagesBye Pass Rotameter: Eureka Industrial Equipments Pvt. LTDArunasis KarmakarNo ratings yet
- A 641 - A 641M - 98 - Qty0ms9bnjqxts1sruqDocument6 pagesA 641 - A 641M - 98 - Qty0ms9bnjqxts1sruqHans AbantoNo ratings yet
- Class 13834Document10 pagesClass 13834adewunmi olufemiNo ratings yet
- Errata D1.1 D1.1M 2020Document6 pagesErrata D1.1 D1.1M 2020Darwin EnriqueNo ratings yet
- PDC High Performance Butterfly Valve Available in Sizes 2" Thru 24"Document11 pagesPDC High Performance Butterfly Valve Available in Sizes 2" Thru 24"pablopasqualini18No ratings yet
- E 287 Â " 02 - RTI4NWDocument3 pagesE 287 Â " 02 - RTI4NWhans ccNo ratings yet
- E 237 Â " 94a R98 - RTIZNY1SRUQDocument5 pagesE 237 Â " 94a R98 - RTIZNY1SRUQhans ccNo ratings yet
- A 463 - A 463M - 02 - Qtq2my9bndyzts1sruqDocument8 pagesA 463 - A 463M - 02 - Qtq2my9bndyzts1sruqJOSE DE LA TORRENo ratings yet
- ASTM A123 For Structural Steel ProductsDocument4 pagesASTM A123 For Structural Steel ProductsDeepak PawarNo ratings yet
- Tolerance Classes For Pt100 Thermometers: A. Graphical FormDocument1 pageTolerance Classes For Pt100 Thermometers: A. Graphical FormMuhamad Andri KurniawanNo ratings yet
- API 5L Grade B Pipe SpecificationDocument3 pagesAPI 5L Grade B Pipe SpecificationObinnaNo ratings yet
- Woltman Flange DN50-300-KATALOG CALIBRATEDocument4 pagesWoltman Flange DN50-300-KATALOG CALIBRATENurdin FahimNo ratings yet
- Renew Woltman Flange DN50-300-KATALOG CALIBRATE (2) (1) - DikompresiDocument4 pagesRenew Woltman Flange DN50-300-KATALOG CALIBRATE (2) (1) - DikompresiIrwan PangaribuanNo ratings yet
- En 755-9-1 Engl.Document2 pagesEn 755-9-1 Engl.Ziyang XieNo ratings yet
- TALAT Lecture 2704: Member With Requirement To Fire ResistanceDocument8 pagesTALAT Lecture 2704: Member With Requirement To Fire ResistanceCORE MaterialsNo ratings yet
- ASTM A255 20aDocument12 pagesASTM A255 20aakshayb123No ratings yet
- Extracto Norma ASTM A792Document2 pagesExtracto Norma ASTM A792Christian Latorre VielmaNo ratings yet
- New Formulations and Test Comparison For The Classification of PVC Cables Under EU Regulation N° 305/2011 For Construction ProductsDocument29 pagesNew Formulations and Test Comparison For The Classification of PVC Cables Under EU Regulation N° 305/2011 For Construction ProductsTien Dung PhanNo ratings yet
- Steel Castings, Carbon, For General ApplicationDocument5 pagesSteel Castings, Carbon, For General ApplicationMeethaq AbedNo ratings yet
- The Filter Mat A 3 / 300 SDocument12 pagesThe Filter Mat A 3 / 300 SEdy WijayaNo ratings yet
- Amberlite™ Ira405 CL: Ion Exchange ResinsDocument2 pagesAmberlite™ Ira405 CL: Ion Exchange ResinsMOST PASONNo ratings yet
- Vdocuments - MX - Pec Ac Resistance Reactance TableDocument2 pagesVdocuments - MX - Pec Ac Resistance Reactance TableJhoanna CalloNo ratings yet
- 〈31〉 Volumetric ApparatusDocument1 page〈31〉 Volumetric ApparatusMohamed YasinNo ratings yet
- Asme Sa203Document4 pagesAsme Sa203MargaritaNo ratings yet
- Admet Catalogue 2600-Series-3Document1 pageAdmet Catalogue 2600-Series-3Atikela AkhilNo ratings yet
- Uniflow 2200 PDFDocument9 pagesUniflow 2200 PDFsam123potterNo ratings yet
- H99sec2asa 516Document2 pagesH99sec2asa 516Fermín VallejoNo ratings yet
- API 5L Grade X52 Pipe SpecificationDocument4 pagesAPI 5L Grade X52 Pipe SpecificationEngr ÄiSeraj AlamNo ratings yet
- A 595 - 98 R02 Qtu5ns1sruqDocument5 pagesA 595 - 98 R02 Qtu5ns1sruqLimberhtNo ratings yet
- A 255 - 99 Qti1ns1sruqDocument28 pagesA 255 - 99 Qti1ns1sruqMANUEL IBARRANo ratings yet
- 8K Series Pumps: Stainless Steel Multistage Centrifugal PumpsDocument12 pages8K Series Pumps: Stainless Steel Multistage Centrifugal PumpsSandro ChiliquingaNo ratings yet
- GUID - 3 en-USDocument1 pageGUID - 3 en-USBelen RodriguezNo ratings yet
- ARAD BrochureDocument2 pagesARAD Brochuremelinda mendozaNo ratings yet
- DAHRENTRAD - DAMIDFIBRE - Przewody Emalia-SzkłoDocument4 pagesDAHRENTRAD - DAMIDFIBRE - Przewody Emalia-SzkłoSzymonNo ratings yet
- USP 43 - Chapter 31 VOLUMETRIC APPARATUSDocument1 pageUSP 43 - Chapter 31 VOLUMETRIC APPARATUSChetalee NaikNo ratings yet
- VesselsDocument9 pagesVesselsHamant GoelNo ratings yet
- H 4300 Woltmann Meter M 190 Multi-Jet MeterDocument2 pagesH 4300 Woltmann Meter M 190 Multi-Jet MeterMohammad ZeeshanNo ratings yet
- Miniature Fuse, 5 X 20 MM, Time-Lag T, H, 250 VAC, UL: 115 V - 300 VDCDocument3 pagesMiniature Fuse, 5 X 20 MM, Time-Lag T, H, 250 VAC, UL: 115 V - 300 VDCSatish KumarNo ratings yet
- Sumitec CatalogDocument90 pagesSumitec CatalogIfan JSENo ratings yet
- Statistical Analysis of Accelerated Service Life Data: Standard Guide ForDocument12 pagesStatistical Analysis of Accelerated Service Life Data: Standard Guide Forhans ccNo ratings yet
- G 175 Â " 03 - RZE3NQDocument14 pagesG 175 Â " 03 - RZE3NQhans ccNo ratings yet
- G 177 Â " 03 - RZE3NWDocument9 pagesG 177 Â " 03 - RZE3NWhans ccNo ratings yet
- F 1224 Â " 89 R96 - RJEYMJQTODLSOTZFMQDocument3 pagesF 1224 Â " 89 R96 - RJEYMJQTODLSOTZFMQhans ccNo ratings yet
- F 1118 Â " 91 R97 - RJEXMTGTOTFSOTDFMQDocument4 pagesF 1118 Â " 91 R97 - RJEXMTGTOTFSOTDFMQhans ccNo ratings yet
- F 1086 Â " 94 - RJEWODYTOTQDocument6 pagesF 1086 Â " 94 - RJEWODYTOTQhans ccNo ratings yet
- Establishing The Qualifications, Education, Qualification and Training of EMS, Air-Medical Patient Care ProvidersDocument4 pagesEstablishing The Qualifications, Education, Qualification and Training of EMS, Air-Medical Patient Care Providershans ccNo ratings yet
- E 920 Â " 97 R03 - RTKYMADocument2 pagesE 920 Â " 97 R03 - RTKYMAhans ccNo ratings yet
- F 1149 Â " 93 R03 - RJEXNDKDocument5 pagesF 1149 Â " 93 R03 - RJEXNDKhans ccNo ratings yet
- Establishing The Qualifications, Education, and Training of EMS, Air-Medical Patient Care ProvidersDocument3 pagesEstablishing The Qualifications, Education, and Training of EMS, Air-Medical Patient Care Providershans ccNo ratings yet
- E 923 Â " 97 - RTKYMY05NWDocument3 pagesE 923 Â " 97 - RTKYMY05NWhans ccNo ratings yet
- F 1224 Â " 89 R04 - RJEYMJQDocument3 pagesF 1224 Â " 89 R04 - RJEYMJQhans ccNo ratings yet
- Emergency Medical Services: Standard Terminology Relating ToDocument3 pagesEmergency Medical Services: Standard Terminology Relating Tohans ccNo ratings yet
- E 816 Â " 95 R02 - RTGXNGDocument7 pagesE 816 Â " 95 R02 - RTGXNGhans ccNo ratings yet
- Interagency Information Exchange: Standard Guide ForDocument3 pagesInteragency Information Exchange: Standard Guide Forhans ccNo ratings yet
- F 1224 Â " 89 R04 - RJEYMJQTODLSMDQDocument3 pagesF 1224 Â " 89 R04 - RJEYMJQTODLSMDQhans ccNo ratings yet
- Blood Sedimentation Tube, Wintrobe, Glass, Reusable: Standard Specification ForDocument2 pagesBlood Sedimentation Tube, Wintrobe, Glass, Reusable: Standard Specification Forhans ccNo ratings yet
- E 960 Â " 93 R97 - RTK2MC05M1I5NWDocument3 pagesE 960 Â " 93 R97 - RTK2MC05M1I5NWhans ccNo ratings yet
- E 934 Â " 94 R04 - RTKZNADocument3 pagesE 934 Â " 94 R04 - RTKZNAhans ccNo ratings yet
- E 961 Â " 97 - RTK2MS05NWDocument2 pagesE 961 Â " 97 - RTK2MS05NWhans ccNo ratings yet
- Disposable Glass Culture Tubes: Standard Specification ForDocument2 pagesDisposable Glass Culture Tubes: Standard Specification Forhans ccNo ratings yet
- E 784 Â " 89 R96 - RTC4NC04OVI5NGDocument6 pagesE 784 Â " 89 R96 - RTC4NC04OVI5NGhans ccNo ratings yet
- E 890 Â " 94 R98 - RTG5MC05NFI5OADocument2 pagesE 890 Â " 94 R98 - RTG5MC05NFI5OAhans ccNo ratings yet
- E 911 Â " 98 - RTKXMS05OADocument4 pagesE 911 Â " 98 - RTKXMS05OAhans ccNo ratings yet
- E 675 Â " 02 - RTY3NQDocument10 pagesE 675 Â " 02 - RTY3NQhans ccNo ratings yet
- E 921 Â " 97 - RTKYMS05NWDocument2 pagesE 921 Â " 97 - RTKYMS05NWhans ccNo ratings yet
- E 920 Â " 97 - RTKYMC05NWDocument2 pagesE 920 Â " 97 - RTKYMC05NWhans ccNo ratings yet
- E 898 Â " 88 R93 - RTG5OC04OFI5MWDocument4 pagesE 898 Â " 88 R93 - RTG5OC04OFI5MWhans ccNo ratings yet
- MCQ Law On Sales - CompressDocument11 pagesMCQ Law On Sales - CompressShermaine VenturaNo ratings yet
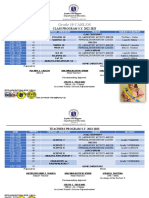
- Class and Teachers ProgramDocument2 pagesClass and Teachers ProgramKath BlancoNo ratings yet
- Liberalism Upsc Notes 16Document3 pagesLiberalism Upsc Notes 16Sk SharmaNo ratings yet
- How To Time Your Trade With Pinpoint AccuracyDocument1 pageHow To Time Your Trade With Pinpoint AccuracypksNo ratings yet
- 15DPM21F2026Document15 pages15DPM21F2026Jemi FosterNo ratings yet
- Mumbai To Jaipur Y8Lkvm: Goair G8-390Document3 pagesMumbai To Jaipur Y8Lkvm: Goair G8-390Avinash KharcheNo ratings yet
- Appellant Side 1Document37 pagesAppellant Side 1Ashutosh Parvate67% (6)
- NPCIL Recruitment Portal - Print Application FormDocument2 pagesNPCIL Recruitment Portal - Print Application FormhemantNo ratings yet
- TATA Motors Final AccountsDocument4 pagesTATA Motors Final AccountsjayanathNo ratings yet
- UD06324B Baseline Video Intercom D Series Door Station Quick Start Guide V1.4.23 20170624Document49 pagesUD06324B Baseline Video Intercom D Series Door Station Quick Start Guide V1.4.23 20170624Tehno PRO Supraveghere video MoldovaNo ratings yet
- 1 Mendezona Vs OzamizDocument21 pages1 Mendezona Vs OzamizJerric CristobalNo ratings yet
- Berkenkotter v. Cu UnjiengDocument2 pagesBerkenkotter v. Cu UnjiengIhna Alyssa Marie Santos100% (1)
- ELBIT SYSTEMS - PRESS RELEASE - Flight Training Program of The Hellenic Air ForceDocument2 pagesELBIT SYSTEMS - PRESS RELEASE - Flight Training Program of The Hellenic Air ForceturandotNo ratings yet
- UV Stabilized PC WONDERLITE Characteristics PC-115U: January 23, 2014Document1 pageUV Stabilized PC WONDERLITE Characteristics PC-115U: January 23, 2014DiegoTierradentroNo ratings yet
- Chastity: Catechism of The Catholic ChurchDocument22 pagesChastity: Catechism of The Catholic ChurchICP CatechistNo ratings yet
- Netflix Code EthicsDocument2 pagesNetflix Code EthicsSofia ChernovaNo ratings yet
- The Village Reporter - August 28th, 2013Document18 pagesThe Village Reporter - August 28th, 2013thevillagereporterNo ratings yet
- Lesson 14 - Judicial OrderDocument12 pagesLesson 14 - Judicial Orderdorindodo26maiNo ratings yet
- Fiscal Policy: Shyam Sreekumaran Nair Institute of Management Technology NagpurDocument13 pagesFiscal Policy: Shyam Sreekumaran Nair Institute of Management Technology Nagpurnavya111No ratings yet
- COD FRM 005MasterControlPlan 080813Document5 pagesCOD FRM 005MasterControlPlan 080813peeyaNo ratings yet
- Electrical PDFDocument28 pagesElectrical PDFdeliaabreguNo ratings yet
- Alequip SDN - BHD 2013Document31 pagesAlequip SDN - BHD 2013Syed HuzaifahNo ratings yet
- Habeas Corpus: Rule 102Document15 pagesHabeas Corpus: Rule 102Ralph Dumaliang100% (1)
- Rizal ReportDocument4 pagesRizal ReportAshutosh Daichang GautamNo ratings yet
- AIS Module 2 MinorcaDocument17 pagesAIS Module 2 Minorcajanus lopezNo ratings yet
- AWS A5.11 Specification For Nickel and Nickel Alloy Welding Electrodes For Chielded Metal Arc Welding PDFDocument41 pagesAWS A5.11 Specification For Nickel and Nickel Alloy Welding Electrodes For Chielded Metal Arc Welding PDFcamilorodcoNo ratings yet
- Account Statement 1 Oct 2023 To 2 Jan 2024Document2 pagesAccount Statement 1 Oct 2023 To 2 Jan 2024thabomakoloko83No ratings yet




















































































































Download as pdf or txt
You might also like
- Sample Motion For New TrialDocument2 pagesSample Motion For New TrialEarl Siguenza67% (3)
- Yamaha RXA3060 - RXV3081 PDFDocument207 pagesYamaha RXA3060 - RXV3081 PDFlasser22832165100% (2)
- Safelisting On The US (North American) PlatformDocument4 pagesSafelisting On The US (North American) PlatformBrett ThomasNo ratings yet
- E 288 - 94 R98 - Rti4oc1sruqDocument4 pagesE 288 - 94 R98 - Rti4oc1sruqDavid Francisco Plata DuranNo ratings yet
- MDP 5 - 400 P 405071 en PDFDocument3 pagesMDP 5 - 400 P 405071 en PDFPritesh KoratNo ratings yet
- MDP 5 - 400 P 405071 en PDFDocument3 pagesMDP 5 - 400 P 405071 en PDFPritesh KoratNo ratings yet
- D 1209 - 97 - RdeymdktukveDocument5 pagesD 1209 - 97 - RdeymdktukveCordova RaphaelNo ratings yet
- C 1005 Â " 99 QZEWMDUTUKVEDocument4 pagesC 1005 Â " 99 QZEWMDUTUKVEMichael Bogantes JimenezNo ratings yet
- Declaration of Performance-145mmDocument3 pagesDeclaration of Performance-145mmProdaja YumCommerceNo ratings yet
- Structural Carbon Steel Plates of Improved Toughness: Standard Specification ForDocument2 pagesStructural Carbon Steel Plates of Improved Toughness: Standard Specification ForDarwin DarmawanNo ratings yet
- TABLE 3 Alloy ContentDocument1 pageTABLE 3 Alloy ContentLaurence SarmientoNo ratings yet
- HYDRAU TEST-metal 122479 Yhfapv-Gynh6NADocument8 pagesHYDRAU TEST-metal 122479 Yhfapv-Gynh6NAlyma maNo ratings yet
- ACMES ShuntsDocument15 pagesACMES ShuntsLaurentiu CatalinNo ratings yet
- 93461SFMDocument10 pages93461SFMmb.pipingNo ratings yet
- ASME NOTES - Part25Document1 pageASME NOTES - Part25Head copperNo ratings yet
- 3.4 Bituminous Materials: 3.4.1 DescriptionDocument5 pages3.4 Bituminous Materials: 3.4.1 DescriptionSujon AhmmedNo ratings yet
- Prequalified Minimum Preheat and Interpass Temperature (See 5.7)Document4 pagesPrequalified Minimum Preheat and Interpass Temperature (See 5.7)Nilton SantillanNo ratings yet
- Astm A573 - A573m - 13Document2 pagesAstm A573 - A573m - 13Panneer BalashanmuganNo ratings yet
- CANNON Manual Viscosity Testing Brochure PDFDocument16 pagesCANNON Manual Viscosity Testing Brochure PDFAnonymous E6y94B7ncBNo ratings yet
- manual.viscosity.brochureDocument16 pagesmanual.viscosity.brochureDaniel Camilo Carreño VargasNo ratings yet
- Astm A53 A53m PDFDocument39 pagesAstm A53 A53m PDFAadarsh Kumar ShitalNo ratings yet
- Quantity Calculation: Approach SlabDocument79 pagesQuantity Calculation: Approach SlabOkta SofyanaNo ratings yet
- Bye Pass Rotameter: Eureka Industrial Equipments Pvt. LTDDocument2 pagesBye Pass Rotameter: Eureka Industrial Equipments Pvt. LTDArunasis KarmakarNo ratings yet
- A 641 - A 641M - 98 - Qty0ms9bnjqxts1sruqDocument6 pagesA 641 - A 641M - 98 - Qty0ms9bnjqxts1sruqHans AbantoNo ratings yet
- Class 13834Document10 pagesClass 13834adewunmi olufemiNo ratings yet
- Errata D1.1 D1.1M 2020Document6 pagesErrata D1.1 D1.1M 2020Darwin EnriqueNo ratings yet
- PDC High Performance Butterfly Valve Available in Sizes 2" Thru 24"Document11 pagesPDC High Performance Butterfly Valve Available in Sizes 2" Thru 24"pablopasqualini18No ratings yet
- E 287 Â " 02 - RTI4NWDocument3 pagesE 287 Â " 02 - RTI4NWhans ccNo ratings yet
- E 237 Â " 94a R98 - RTIZNY1SRUQDocument5 pagesE 237 Â " 94a R98 - RTIZNY1SRUQhans ccNo ratings yet
- A 463 - A 463M - 02 - Qtq2my9bndyzts1sruqDocument8 pagesA 463 - A 463M - 02 - Qtq2my9bndyzts1sruqJOSE DE LA TORRENo ratings yet
- ASTM A123 For Structural Steel ProductsDocument4 pagesASTM A123 For Structural Steel ProductsDeepak PawarNo ratings yet
- Tolerance Classes For Pt100 Thermometers: A. Graphical FormDocument1 pageTolerance Classes For Pt100 Thermometers: A. Graphical FormMuhamad Andri KurniawanNo ratings yet
- API 5L Grade B Pipe SpecificationDocument3 pagesAPI 5L Grade B Pipe SpecificationObinnaNo ratings yet
- Woltman Flange DN50-300-KATALOG CALIBRATEDocument4 pagesWoltman Flange DN50-300-KATALOG CALIBRATENurdin FahimNo ratings yet
- Renew Woltman Flange DN50-300-KATALOG CALIBRATE (2) (1) - DikompresiDocument4 pagesRenew Woltman Flange DN50-300-KATALOG CALIBRATE (2) (1) - DikompresiIrwan PangaribuanNo ratings yet
- En 755-9-1 Engl.Document2 pagesEn 755-9-1 Engl.Ziyang XieNo ratings yet
- TALAT Lecture 2704: Member With Requirement To Fire ResistanceDocument8 pagesTALAT Lecture 2704: Member With Requirement To Fire ResistanceCORE MaterialsNo ratings yet
- ASTM A255 20aDocument12 pagesASTM A255 20aakshayb123No ratings yet
- Extracto Norma ASTM A792Document2 pagesExtracto Norma ASTM A792Christian Latorre VielmaNo ratings yet
- New Formulations and Test Comparison For The Classification of PVC Cables Under EU Regulation N° 305/2011 For Construction ProductsDocument29 pagesNew Formulations and Test Comparison For The Classification of PVC Cables Under EU Regulation N° 305/2011 For Construction ProductsTien Dung PhanNo ratings yet
- Steel Castings, Carbon, For General ApplicationDocument5 pagesSteel Castings, Carbon, For General ApplicationMeethaq AbedNo ratings yet
- The Filter Mat A 3 / 300 SDocument12 pagesThe Filter Mat A 3 / 300 SEdy WijayaNo ratings yet
- Amberlite™ Ira405 CL: Ion Exchange ResinsDocument2 pagesAmberlite™ Ira405 CL: Ion Exchange ResinsMOST PASONNo ratings yet
- Vdocuments - MX - Pec Ac Resistance Reactance TableDocument2 pagesVdocuments - MX - Pec Ac Resistance Reactance TableJhoanna CalloNo ratings yet
- 〈31〉 Volumetric ApparatusDocument1 page〈31〉 Volumetric ApparatusMohamed YasinNo ratings yet
- Asme Sa203Document4 pagesAsme Sa203MargaritaNo ratings yet
- Admet Catalogue 2600-Series-3Document1 pageAdmet Catalogue 2600-Series-3Atikela AkhilNo ratings yet
- Uniflow 2200 PDFDocument9 pagesUniflow 2200 PDFsam123potterNo ratings yet
- H99sec2asa 516Document2 pagesH99sec2asa 516Fermín VallejoNo ratings yet
- API 5L Grade X52 Pipe SpecificationDocument4 pagesAPI 5L Grade X52 Pipe SpecificationEngr ÄiSeraj AlamNo ratings yet
- A 595 - 98 R02 Qtu5ns1sruqDocument5 pagesA 595 - 98 R02 Qtu5ns1sruqLimberhtNo ratings yet
- A 255 - 99 Qti1ns1sruqDocument28 pagesA 255 - 99 Qti1ns1sruqMANUEL IBARRANo ratings yet
- 8K Series Pumps: Stainless Steel Multistage Centrifugal PumpsDocument12 pages8K Series Pumps: Stainless Steel Multistage Centrifugal PumpsSandro ChiliquingaNo ratings yet
- GUID - 3 en-USDocument1 pageGUID - 3 en-USBelen RodriguezNo ratings yet
- ARAD BrochureDocument2 pagesARAD Brochuremelinda mendozaNo ratings yet
- DAHRENTRAD - DAMIDFIBRE - Przewody Emalia-SzkłoDocument4 pagesDAHRENTRAD - DAMIDFIBRE - Przewody Emalia-SzkłoSzymonNo ratings yet
- USP 43 - Chapter 31 VOLUMETRIC APPARATUSDocument1 pageUSP 43 - Chapter 31 VOLUMETRIC APPARATUSChetalee NaikNo ratings yet
- VesselsDocument9 pagesVesselsHamant GoelNo ratings yet
- H 4300 Woltmann Meter M 190 Multi-Jet MeterDocument2 pagesH 4300 Woltmann Meter M 190 Multi-Jet MeterMohammad ZeeshanNo ratings yet
- Miniature Fuse, 5 X 20 MM, Time-Lag T, H, 250 VAC, UL: 115 V - 300 VDCDocument3 pagesMiniature Fuse, 5 X 20 MM, Time-Lag T, H, 250 VAC, UL: 115 V - 300 VDCSatish KumarNo ratings yet
- Sumitec CatalogDocument90 pagesSumitec CatalogIfan JSENo ratings yet
- Statistical Analysis of Accelerated Service Life Data: Standard Guide ForDocument12 pagesStatistical Analysis of Accelerated Service Life Data: Standard Guide Forhans ccNo ratings yet
- G 175 Â " 03 - RZE3NQDocument14 pagesG 175 Â " 03 - RZE3NQhans ccNo ratings yet
- G 177 Â " 03 - RZE3NWDocument9 pagesG 177 Â " 03 - RZE3NWhans ccNo ratings yet
- F 1224 Â " 89 R96 - RJEYMJQTODLSOTZFMQDocument3 pagesF 1224 Â " 89 R96 - RJEYMJQTODLSOTZFMQhans ccNo ratings yet
- F 1118 Â " 91 R97 - RJEXMTGTOTFSOTDFMQDocument4 pagesF 1118 Â " 91 R97 - RJEXMTGTOTFSOTDFMQhans ccNo ratings yet
- F 1086 Â " 94 - RJEWODYTOTQDocument6 pagesF 1086 Â " 94 - RJEWODYTOTQhans ccNo ratings yet
- Establishing The Qualifications, Education, Qualification and Training of EMS, Air-Medical Patient Care ProvidersDocument4 pagesEstablishing The Qualifications, Education, Qualification and Training of EMS, Air-Medical Patient Care Providershans ccNo ratings yet
- E 920 Â " 97 R03 - RTKYMADocument2 pagesE 920 Â " 97 R03 - RTKYMAhans ccNo ratings yet
- F 1149 Â " 93 R03 - RJEXNDKDocument5 pagesF 1149 Â " 93 R03 - RJEXNDKhans ccNo ratings yet
- Establishing The Qualifications, Education, and Training of EMS, Air-Medical Patient Care ProvidersDocument3 pagesEstablishing The Qualifications, Education, and Training of EMS, Air-Medical Patient Care Providershans ccNo ratings yet
- E 923 Â " 97 - RTKYMY05NWDocument3 pagesE 923 Â " 97 - RTKYMY05NWhans ccNo ratings yet
- F 1224 Â " 89 R04 - RJEYMJQDocument3 pagesF 1224 Â " 89 R04 - RJEYMJQhans ccNo ratings yet
- Emergency Medical Services: Standard Terminology Relating ToDocument3 pagesEmergency Medical Services: Standard Terminology Relating Tohans ccNo ratings yet
- E 816 Â " 95 R02 - RTGXNGDocument7 pagesE 816 Â " 95 R02 - RTGXNGhans ccNo ratings yet
- Interagency Information Exchange: Standard Guide ForDocument3 pagesInteragency Information Exchange: Standard Guide Forhans ccNo ratings yet
- F 1224 Â " 89 R04 - RJEYMJQTODLSMDQDocument3 pagesF 1224 Â " 89 R04 - RJEYMJQTODLSMDQhans ccNo ratings yet
- Blood Sedimentation Tube, Wintrobe, Glass, Reusable: Standard Specification ForDocument2 pagesBlood Sedimentation Tube, Wintrobe, Glass, Reusable: Standard Specification Forhans ccNo ratings yet
- E 960 Â " 93 R97 - RTK2MC05M1I5NWDocument3 pagesE 960 Â " 93 R97 - RTK2MC05M1I5NWhans ccNo ratings yet
- E 934 Â " 94 R04 - RTKZNADocument3 pagesE 934 Â " 94 R04 - RTKZNAhans ccNo ratings yet
- E 961 Â " 97 - RTK2MS05NWDocument2 pagesE 961 Â " 97 - RTK2MS05NWhans ccNo ratings yet
- Disposable Glass Culture Tubes: Standard Specification ForDocument2 pagesDisposable Glass Culture Tubes: Standard Specification Forhans ccNo ratings yet
- E 784 Â " 89 R96 - RTC4NC04OVI5NGDocument6 pagesE 784 Â " 89 R96 - RTC4NC04OVI5NGhans ccNo ratings yet
- E 890 Â " 94 R98 - RTG5MC05NFI5OADocument2 pagesE 890 Â " 94 R98 - RTG5MC05NFI5OAhans ccNo ratings yet
- E 911 Â " 98 - RTKXMS05OADocument4 pagesE 911 Â " 98 - RTKXMS05OAhans ccNo ratings yet
- E 675 Â " 02 - RTY3NQDocument10 pagesE 675 Â " 02 - RTY3NQhans ccNo ratings yet
- E 921 Â " 97 - RTKYMS05NWDocument2 pagesE 921 Â " 97 - RTKYMS05NWhans ccNo ratings yet
- E 920 Â " 97 - RTKYMC05NWDocument2 pagesE 920 Â " 97 - RTKYMC05NWhans ccNo ratings yet
- E 898 Â " 88 R93 - RTG5OC04OFI5MWDocument4 pagesE 898 Â " 88 R93 - RTG5OC04OFI5MWhans ccNo ratings yet
- MCQ Law On Sales - CompressDocument11 pagesMCQ Law On Sales - CompressShermaine VenturaNo ratings yet
- Class and Teachers ProgramDocument2 pagesClass and Teachers ProgramKath BlancoNo ratings yet
- Liberalism Upsc Notes 16Document3 pagesLiberalism Upsc Notes 16Sk SharmaNo ratings yet
- How To Time Your Trade With Pinpoint AccuracyDocument1 pageHow To Time Your Trade With Pinpoint AccuracypksNo ratings yet
- 15DPM21F2026Document15 pages15DPM21F2026Jemi FosterNo ratings yet
- Mumbai To Jaipur Y8Lkvm: Goair G8-390Document3 pagesMumbai To Jaipur Y8Lkvm: Goair G8-390Avinash KharcheNo ratings yet
- Appellant Side 1Document37 pagesAppellant Side 1Ashutosh Parvate67% (6)
- NPCIL Recruitment Portal - Print Application FormDocument2 pagesNPCIL Recruitment Portal - Print Application FormhemantNo ratings yet
- TATA Motors Final AccountsDocument4 pagesTATA Motors Final AccountsjayanathNo ratings yet
- UD06324B Baseline Video Intercom D Series Door Station Quick Start Guide V1.4.23 20170624Document49 pagesUD06324B Baseline Video Intercom D Series Door Station Quick Start Guide V1.4.23 20170624Tehno PRO Supraveghere video MoldovaNo ratings yet
- 1 Mendezona Vs OzamizDocument21 pages1 Mendezona Vs OzamizJerric CristobalNo ratings yet
- Berkenkotter v. Cu UnjiengDocument2 pagesBerkenkotter v. Cu UnjiengIhna Alyssa Marie Santos100% (1)
- ELBIT SYSTEMS - PRESS RELEASE - Flight Training Program of The Hellenic Air ForceDocument2 pagesELBIT SYSTEMS - PRESS RELEASE - Flight Training Program of The Hellenic Air ForceturandotNo ratings yet
- UV Stabilized PC WONDERLITE Characteristics PC-115U: January 23, 2014Document1 pageUV Stabilized PC WONDERLITE Characteristics PC-115U: January 23, 2014DiegoTierradentroNo ratings yet
- Chastity: Catechism of The Catholic ChurchDocument22 pagesChastity: Catechism of The Catholic ChurchICP CatechistNo ratings yet
- Netflix Code EthicsDocument2 pagesNetflix Code EthicsSofia ChernovaNo ratings yet
- The Village Reporter - August 28th, 2013Document18 pagesThe Village Reporter - August 28th, 2013thevillagereporterNo ratings yet
- Lesson 14 - Judicial OrderDocument12 pagesLesson 14 - Judicial Orderdorindodo26maiNo ratings yet
- Fiscal Policy: Shyam Sreekumaran Nair Institute of Management Technology NagpurDocument13 pagesFiscal Policy: Shyam Sreekumaran Nair Institute of Management Technology Nagpurnavya111No ratings yet
- COD FRM 005MasterControlPlan 080813Document5 pagesCOD FRM 005MasterControlPlan 080813peeyaNo ratings yet
- Electrical PDFDocument28 pagesElectrical PDFdeliaabreguNo ratings yet
- Alequip SDN - BHD 2013Document31 pagesAlequip SDN - BHD 2013Syed HuzaifahNo ratings yet
- Habeas Corpus: Rule 102Document15 pagesHabeas Corpus: Rule 102Ralph Dumaliang100% (1)
- Rizal ReportDocument4 pagesRizal ReportAshutosh Daichang GautamNo ratings yet
- AIS Module 2 MinorcaDocument17 pagesAIS Module 2 Minorcajanus lopezNo ratings yet
- AWS A5.11 Specification For Nickel and Nickel Alloy Welding Electrodes For Chielded Metal Arc Welding PDFDocument41 pagesAWS A5.11 Specification For Nickel and Nickel Alloy Welding Electrodes For Chielded Metal Arc Welding PDFcamilorodcoNo ratings yet
- Account Statement 1 Oct 2023 To 2 Jan 2024Document2 pagesAccount Statement 1 Oct 2023 To 2 Jan 2024thabomakoloko83No ratings yet