Download as pdf or txt
You might also like
- Full Download Book Chemistry Chemical Reactivity PDFDocument41 pagesFull Download Book Chemistry Chemical Reactivity PDFmaureen.fine870100% (24)
- Chemistry - Periodic Table - Advanced PDFDocument2 pagesChemistry - Periodic Table - Advanced PDFCA_Ken86% (7)
- Theory of Non-Ferrous Metals and Alloys ProcessingDocument83 pagesTheory of Non-Ferrous Metals and Alloys ProcessingHimanshuDeepNo ratings yet
- Lube Oil Blending Plant PDFDocument29 pagesLube Oil Blending Plant PDFHari Purwadi100% (1)
- CBSE Class 10 Term 2 Periodic Classifcation of Elements Study NotesDocument8 pagesCBSE Class 10 Term 2 Periodic Classifcation of Elements Study Notesjeyainbox2000No ratings yet
- Catalog Complete PDFDocument22 pagesCatalog Complete PDFguille28daNo ratings yet
- Classes of Toxic Substances - 2:: (Heavy)Document29 pagesClasses of Toxic Substances - 2:: (Heavy)ivyna SuprayogiNo ratings yet
- Topic: Transition Elements Form: 4Document14 pagesTopic: Transition Elements Form: 4Suzilfarinda SamikNo ratings yet
- Rare Earth Minerals and ClassificationDocument10 pagesRare Earth Minerals and Classificationnasir.hdip8468No ratings yet
- Chemistry Chemical Reactivity 11E 11Th Edition John C Kotz Full Chapter PDF ScribdDocument67 pagesChemistry Chemical Reactivity 11E 11Th Edition John C Kotz Full Chapter PDF Scribdjessica.carter247100% (10)
- Geo Chemistry: by Engr. Asadullah Memon B.E. (Petroleum & Natural Gas)Document19 pagesGeo Chemistry: by Engr. Asadullah Memon B.E. (Petroleum & Natural Gas)ekapratista26No ratings yet
- Ebook Chemistry Chemical Reactivity 11E PDF Full Chapter PDFDocument67 pagesEbook Chemistry Chemical Reactivity 11E PDF Full Chapter PDFsandy.wicker653100% (35)
- Unit Standard Number Unit Standard Title Demonstrate Knowledge of Matter. Element RangeDocument5 pagesUnit Standard Number Unit Standard Title Demonstrate Knowledge of Matter. Element Rangeapi-3826124No ratings yet
- CatalogcompleteDocument25 pagesCatalogcompleteVictor VargasNo ratings yet
- Periodic Table (Sample)Document12 pagesPeriodic Table (Sample)Chick ChikNo ratings yet
- Overview of Rare Earth Elements in IndonesiaDocument8 pagesOverview of Rare Earth Elements in IndonesiaEddy NugrohoNo ratings yet
- Textbook Ebook Chemistry Chemical Reactivity 10Th Edition John C Kotz All Chapter PDFDocument43 pagesTextbook Ebook Chemistry Chemical Reactivity 10Th Edition John C Kotz All Chapter PDFdebra.lee709100% (7)
- Production of Fe-Cr-Ni-Mn Alloy by Direct Smelting of Mixed Low-Grade Chromite, Nickel Laterite and Manganese Ores With Low - Grade Coal As ReductantDocument12 pagesProduction of Fe-Cr-Ni-Mn Alloy by Direct Smelting of Mixed Low-Grade Chromite, Nickel Laterite and Manganese Ores With Low - Grade Coal As ReductantTJPRC PublicationsNo ratings yet
- Chem 49 (2nd) PDFDocument32 pagesChem 49 (2nd) PDFLam BNo ratings yet
- (Download PDF) Chemistry Chemical Reactivity 11E 11Th Edition John C Kotz Full Chapter PDFDocument69 pages(Download PDF) Chemistry Chemical Reactivity 11E 11Th Edition John C Kotz Full Chapter PDFmarajnmiad100% (8)
- Met703 2eDocument26 pagesMet703 2ekgmmetNo ratings yet
- 8.24.2 Transition ElementsDocument10 pages8.24.2 Transition Elementskelvinsnancy100% (1)
- MetalluricasDocument27 pagesMetalluricasSupreeth PremkumarNo ratings yet
- P L ChimieDocument50 pagesP L ChimieLaura PrisacaruNo ratings yet
- Chem 01 Chemistry of MetalsDocument75 pagesChem 01 Chemistry of MetalsEGAS JAYSON RABE100% (1)
- Alkali Metal Alkaline Earth Metal Noble Gases Halogens: HydrogenDocument3 pagesAlkali Metal Alkaline Earth Metal Noble Gases Halogens: HydrogenDenise AcunaNo ratings yet
- Metallurgy and Chemistry of Metals: Chem 18Document19 pagesMetallurgy and Chemistry of Metals: Chem 18Milvy Faith C. SyjongtianNo ratings yet
- Fchileshe 1609856010 ADocument7 pagesFchileshe 1609856010 Amwamba chandaNo ratings yet
- Geokimia Bag 1: Dra. Sriyanti, M.SiDocument37 pagesGeokimia Bag 1: Dra. Sriyanti, M.SiNabila PutriNo ratings yet
- Tablas Metalurgicas 2 PDFDocument40 pagesTablas Metalurgicas 2 PDFAnonymous CNormeuqWpNo ratings yet
- E Book ProfesorDocument40 pagesE Book ProfesorRiniNo ratings yet
- MetallurgyDocument24 pagesMetallurgysri sai surajNo ratings yet
- Introduction To Mineral Processing 2010Document24 pagesIntroduction To Mineral Processing 2010elmonemNo ratings yet
- Metals & Non-Metals Class VIIIDocument30 pagesMetals & Non-Metals Class VIIIAnil KumarNo ratings yet
- Color Coding the Periodic TableDocument2 pagesColor Coding the Periodic TableMelva GuerraNo ratings yet
- Applications of Rare Earth Elements in Geological Studies: A Seminar Presentation BYDocument50 pagesApplications of Rare Earth Elements in Geological Studies: A Seminar Presentation BYBELAY TAFACHUNo ratings yet
- Unit-10 MetalsDocument26 pagesUnit-10 MetalsParas Chand ThaqureeNo ratings yet
- BM Periodic Table of The ElementsDocument3 pagesBM Periodic Table of The ElementsEnash ManakkilNo ratings yet
- LECTURE - Periodic TableDocument100 pagesLECTURE - Periodic Table• S h ı m m y •No ratings yet
- Tutorial 4: The Periodic Table, Isotopes and Electron ConfigurationDocument5 pagesTutorial 4: The Periodic Table, Isotopes and Electron ConfigurationSara GCNo ratings yet
- Mineralogi Lateritic NickelDocument56 pagesMineralogi Lateritic NickelMilky LalisaNo ratings yet
- BMPeriodic TableDocument2 pagesBMPeriodic TablehoneyoopsyaaNo ratings yet
- 01-General Principals of Extraction of metals-Theory-Final-E-1Document7 pages01-General Principals of Extraction of metals-Theory-Final-E-1Abhishek RavirajNo ratings yet
- 7 MetallurgyDocument2 pages7 MetallurgyNarasimha Murthy InampudiNo ratings yet
- Metal and Metallurgy by RohitDocument37 pagesMetal and Metallurgy by Rohitprabinpandey.ogiNo ratings yet
- 1 NF EXTRACTIVE METALLURGY - IntroductionDocument23 pages1 NF EXTRACTIVE METALLURGY - Introductionর ঞ্জুNo ratings yet
- Metal Ores 2Document21 pagesMetal Ores 2Chemistry DepartmentNo ratings yet
- Distribution of Trace Elements in Coal and Coal Fly Ash and Their Recovery With Mineral Processing Practices: A ReviewDocument16 pagesDistribution of Trace Elements in Coal and Coal Fly Ash and Their Recovery With Mineral Processing Practices: A ReviewDavid ThangaduraiNo ratings yet
- Met Ta LurgyDocument35 pagesMet Ta Lurgyakshay1203No ratings yet
- Series Reactive Nonmetals Write-Up State at 0 °C Gas Temperature 0Document1 pageSeries Reactive Nonmetals Write-Up State at 0 °C Gas Temperature 0Nour MostafaNo ratings yet
- Assignment 1Document15 pagesAssignment 1AmyNo ratings yet
- Matter and MaterialDocument33 pagesMatter and MaterialGracia OmariNo ratings yet
- Full Download Chemistry The Molecular Nature of Matter and Change Ninth Edition 2021 Martin Silberberg Ebook Online Full Chapter PDFDocument53 pagesFull Download Chemistry The Molecular Nature of Matter and Change Ninth Edition 2021 Martin Silberberg Ebook Online Full Chapter PDFhajjatruutna100% (8)
- Periodic Table of The ElementsDocument6 pagesPeriodic Table of The ElementsZain IskandarNo ratings yet
- Extraction MetallurgyDocument23 pagesExtraction MetallurgyChima C. UgwuegbuNo ratings yet
- 300 000 064 529 PDFDocument9 pages300 000 064 529 PDFBlanca GonzalezNo ratings yet
- And Their Compounds: Li Na K RB Cs MG Ca SR Ba Al Fe ZN Cu Ni Ag Au PTDocument48 pagesAnd Their Compounds: Li Na K RB Cs MG Ca SR Ba Al Fe ZN Cu Ni Ag Au PTlordgeoffnobmastarNo ratings yet
- Adobe Scan 02 Jul 2021Document1 pageAdobe Scan 02 Jul 2021Gauri SainiNo ratings yet
- Extractive Metallurgy 2: Metallurgical Reaction ProcessesFrom EverandExtractive Metallurgy 2: Metallurgical Reaction ProcessesRating: 5 out of 5 stars5/5 (1)
- En 10255 (BS 1387)Document1 pageEn 10255 (BS 1387)Burak KececiNo ratings yet
- PFDDocument8 pagesPFDSanthoz JaganNo ratings yet
- Internship Report: of A Report Submitted in Partial Fulfillment of The Requirements of The Award of DegreeDocument35 pagesInternship Report: of A Report Submitted in Partial Fulfillment of The Requirements of The Award of DegreeSiddh NayakNo ratings yet
- M3382 Spec (Fusible Link)Document4 pagesM3382 Spec (Fusible Link)DamonNo ratings yet
- Sprayfoam20131112 DLDocument106 pagesSprayfoam20131112 DLMehmet Emre BastopcuNo ratings yet
- Polymerization TechniquesDocument7 pagesPolymerization TechniquesIshu PattanayakNo ratings yet
- Combustion and Flame Class 8Document4 pagesCombustion and Flame Class 8Vinod KumarNo ratings yet
- Past Exam 1Document2 pagesPast Exam 1Mohd SyafiqNo ratings yet
- SEMINAR REPORT - PXFGDFDocument28 pagesSEMINAR REPORT - PXFGDFig200100% (3)
- Lecture #9 PET ENG 4210 Cementing 1Document11 pagesLecture #9 PET ENG 4210 Cementing 1حيدر بادي - Haider BadiNo ratings yet
- Laminates/Particulate Composite MaterialsDocument21 pagesLaminates/Particulate Composite Materialsavinash kumar100% (1)
- Sample - Objective Ques Engg MaterialDocument1 pageSample - Objective Ques Engg MaterialAnunay MilindNo ratings yet
- Portland, Blended, and Other Hydraulic CementsDocument91 pagesPortland, Blended, and Other Hydraulic CementsTruong Cong Hung NguyenNo ratings yet
- Electrochemistry - 2 - 1Document6 pagesElectrochemistry - 2 - 1Mandeep PediredlaNo ratings yet
- AA - SPEC - 114011 - Construction of Structural Concrete WorkDocument6 pagesAA - SPEC - 114011 - Construction of Structural Concrete WorkJakesNo ratings yet
- FacultyDocument13 pagesFacultyLao ZhuNo ratings yet
- Precast Prestressed Concrete Parking Structure Recommended Practice For Design and Construction 3rd Edition MNL 129 15Document174 pagesPrecast Prestressed Concrete Parking Structure Recommended Practice For Design and Construction 3rd Edition MNL 129 15sdutta2591No ratings yet
- Research Article: Magnesium Removal From An Aluminum A-332 Molten Alloy Using Enriched Zeolite With Nanoparticles of SioDocument8 pagesResearch Article: Magnesium Removal From An Aluminum A-332 Molten Alloy Using Enriched Zeolite With Nanoparticles of SioDestria FiryalNo ratings yet
- TLE 6 Lesson No.1 PowerpointDocument18 pagesTLE 6 Lesson No.1 PowerpointDexee Giel CanoyNo ratings yet
- Thallium SuperconductorDocument2 pagesThallium SuperconductorRishikeshav RaviNo ratings yet
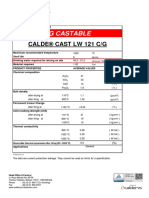
- Tds Calde Cast LW 121 CGDocument1 pageTds Calde Cast LW 121 CGAfronie Cepoz D'nextNo ratings yet
- CC ROAD ESTIMATE NO - 2021 - 655177 - SUBIR - Converted - by - AbcdpdfDocument26 pagesCC ROAD ESTIMATE NO - 2021 - 655177 - SUBIR - Converted - by - AbcdpdfSubirBhowmikNo ratings yet
- GR 11 Chemistry Exam ReviewerDocument7 pagesGR 11 Chemistry Exam ReviewerrdncdNo ratings yet
- ... RaulaToys - Natalya Antoniadi - Rattle BeeDocument8 pages... RaulaToys - Natalya Antoniadi - Rattle BeeMaze100% (1)
- Refining: Outline Refinery Processes Refining Markets: Capacity, Cost, Investment Optimization of Refinery OperationsDocument48 pagesRefining: Outline Refinery Processes Refining Markets: Capacity, Cost, Investment Optimization of Refinery OperationsyoesseoyNo ratings yet
- ENEN-E 4007 Sika Tricosal Waterbar PVC-P NBDocument12 pagesENEN-E 4007 Sika Tricosal Waterbar PVC-P NBAleksandar BojanicNo ratings yet
- 113 DR Fixit FastflexDocument3 pages113 DR Fixit FastflexreshmitapallaNo ratings yet
- Appendix 1: Pressure Calibration of 12.7 MM Diameter Piston-Cylinder AssembliesDocument8 pagesAppendix 1: Pressure Calibration of 12.7 MM Diameter Piston-Cylinder AssembliesSam SalasamNo ratings yet