Download as pdf or txt
You might also like
- 2019 Product Catalog WebDocument104 pages2019 Product Catalog WebIan Niko100% (1)
- Welder Thickness Limitation ASME SEC IX QW 452Document1 pageWelder Thickness Limitation ASME SEC IX QW 452kumar100% (2)
- Welding Procedure Qualification Certificate EN ISO 15614-1: 2017Document3 pagesWelding Procedure Qualification Certificate EN ISO 15614-1: 2017dcsamaraweera100% (1)
- Lombardini 6LD Work Shop Manual GR 6 Matr 1-5302-387Document60 pagesLombardini 6LD Work Shop Manual GR 6 Matr 1-5302-387Wim PeetersNo ratings yet
- Reinforced Concrete Design: (NSCP 2015)Document115 pagesReinforced Concrete Design: (NSCP 2015)FELICITY MONTEFALCO100% (1)
- Prequalified Welding Procedure Spesification (WPSS) : (Semiautomatics, Mechanized, Etc)Document2 pagesPrequalified Welding Procedure Spesification (WPSS) : (Semiautomatics, Mechanized, Etc)Nuril VS theWorldNo ratings yet
- Company Name Key Information Questions Answers File Reference Reviews & ApprovalsDocument7 pagesCompany Name Key Information Questions Answers File Reference Reviews & ApprovalsMAT-LIONNo ratings yet
- Welder Card - 6G and 3GDocument1 pageWelder Card - 6G and 3GRavi singhNo ratings yet
- Welding Control Procedure (Project Standards and Specifications)Document4 pagesWelding Control Procedure (Project Standards and Specifications)Axtella Global for Information Technology CompanyqNo ratings yet
- Hardness Test Report: Test Details Machine DetailsDocument1 pageHardness Test Report: Test Details Machine DetailsESHWAR CHARYNo ratings yet
- ASME IX Sample WPS GTAW SMAWDocument1 pageASME IX Sample WPS GTAW SMAWDeepak ShrivastavNo ratings yet
- Certification As Per en 10204 3.1: Chemical Composition %Document2 pagesCertification As Per en 10204 3.1: Chemical Composition %BHUSHANNo ratings yet
- TDCDocument6 pagesTDCalex hutaurukNo ratings yet
- Final Welding Inspection ReportDocument1 pageFinal Welding Inspection ReportKish Shan S SubediNo ratings yet
- WPS Format For Asme Ix - Wps - Fcaw GmawDocument1 pageWPS Format For Asme Ix - Wps - Fcaw GmawThe Welding Inspections CommunityNo ratings yet
- Abs NDT PlanDocument3 pagesAbs NDT PlanFYNo ratings yet
- WPQR Sample FormDocument1 pageWPQR Sample FormshwayeNo ratings yet
- W32 Qualification Scheme For Welders of Hull Structural Steels W32Document15 pagesW32 Qualification Scheme For Welders of Hull Structural Steels W32Muhamad ShakyreenNo ratings yet
- Resistance Welding WpsDocument1 pageResistance Welding WpsQwertyNo ratings yet
- Wps For Aluminium WeldingDocument8 pagesWps For Aluminium WeldingMohammed MusaNo ratings yet
- HMC Spec 001 - Welding and Fabrication of Structural SteelDocument29 pagesHMC Spec 001 - Welding and Fabrication of Structural SteelJohnnyNo ratings yet
- Site Welding Instruction Sheet (SWIS) HandbookDocument36 pagesSite Welding Instruction Sheet (SWIS) HandbookNuwan RanaweeraNo ratings yet
- Penetrant (NDT SOP)Document14 pagesPenetrant (NDT SOP)aditya apriana100% (1)
- Technofibre International SDN BHD: Welder Qualification Test Reord (WQT)Document1 pageTechnofibre International SDN BHD: Welder Qualification Test Reord (WQT)dandiar1100% (1)
- WPS & Materials Applicable MatrixDocument5 pagesWPS & Materials Applicable Matrixundeath123100% (1)
- 4711Document10 pages4711Gaurav AgarwalNo ratings yet
- Welder Qualification ReportDocument2 pagesWelder Qualification ReportSyed Mahmud Habibur RahmanNo ratings yet
- Visual Welding ReportDocument2 pagesVisual Welding Reportbanyu geniNo ratings yet
- WPQT Schedule Plan Rev.1aDocument1 pageWPQT Schedule Plan Rev.1asaffririzal4237No ratings yet
- 3g Tar WPQTR Form Aws d1.1Document2 pages3g Tar WPQTR Form Aws d1.1Scott AdkinsNo ratings yet
- Welding Procedure Specification (WPS) : JointsDocument2 pagesWelding Procedure Specification (WPS) : JointsNavanitheeshwaran SivasubramaniyamNo ratings yet
- Welding Qualification SAMI CMI - AWS D1.2Document26 pagesWelding Qualification SAMI CMI - AWS D1.2Ouni AchrefNo ratings yet
- WOPQ Form English1Document2 pagesWOPQ Form English1oaperuchenaNo ratings yet
- WPS PQRDocument49 pagesWPS PQRbramantiNo ratings yet
- WPS E6013+e7018Document2 pagesWPS E6013+e7018Anvesh Vaddi100% (1)
- WPS, PQR, WPQ PDFDocument2 pagesWPS, PQR, WPQ PDFEsl100% (1)
- Pt. Saferad Servis Indonesia: Ultrasonic Inspection ReportDocument3 pagesPt. Saferad Servis Indonesia: Ultrasonic Inspection Reportkucing_batam0% (1)
- Is 7307Document22 pagesIs 7307ponmanikandan1100% (1)
- Welder ID Card BRE KarahaDocument5 pagesWelder ID Card BRE KarahaHerruSetiawan100% (1)
- Certificate No:: Mechanized, Automatic)Document1 pageCertificate No:: Mechanized, Automatic)AkhmadNo ratings yet
- Final ESCO NB PDFDocument1 pageFinal ESCO NB PDFRio CahyantoNo ratings yet
- 112 Ewf 652r1 11 Sv00 Ewf Guideline Welding Coordination 1090 October 2011Document33 pages112 Ewf 652r1 11 Sv00 Ewf Guideline Welding Coordination 1090 October 2011Carlos Nombela PalaciosNo ratings yet
- Draft WPSDocument3 pagesDraft WPSWale OyeludeNo ratings yet
- Welding Procedure Qualification Certificate (EN ISO 15614-1)Document3 pagesWelding Procedure Qualification Certificate (EN ISO 15614-1)mohdfirdausNo ratings yet
- Welding Procedure Specification (WPS) : Joint Design PositionDocument9 pagesWelding Procedure Specification (WPS) : Joint Design PositionpetermanroelibraryNo ratings yet
- Internship ReportDocument16 pagesInternship ReportSaurabh KumarNo ratings yet
- Preguntas Al Comite API 1104Document12 pagesPreguntas Al Comite API 1104alefeli26No ratings yet
- Qcf305 Ut ReportDocument1 pageQcf305 Ut ReportminhnnNo ratings yet
- PWPS Fillet WeldDocument2 pagesPWPS Fillet WeldUgonnaNo ratings yet
- DWST-MTHL-QP014 BoltTighteningProcedureDocument11 pagesDWST-MTHL-QP014 BoltTighteningProcedureDeepak Upadhayay0% (1)
- WPS 05Document4 pagesWPS 05Naqqash SajidNo ratings yet
- NoticeDocument1 pageNoticeAnirban Sen SharmaNo ratings yet
- Procedure Qualification Record (PQR) : JointDocument2 pagesProcedure Qualification Record (PQR) : JointBalkishan DyavanapellyNo ratings yet
- 75914199-2 - Fu-10-Pad - Eyes-Mpi, 20-May-2024Document1 page75914199-2 - Fu-10-Pad - Eyes-Mpi, 20-May-2024Mohamed El-SawahNo ratings yet
- 4G Fcaw WPSDocument3 pages4G Fcaw WPSdjafourNo ratings yet
- Fit Up Welding Visual Inspection ReportDocument2 pagesFit Up Welding Visual Inspection Reportgst ajah100% (1)
- 14 Inspection and TestingDocument3 pages14 Inspection and TestingelmiraNo ratings yet
- Welding Procedure Specification: Material / Joints QualifiedDocument2 pagesWelding Procedure Specification: Material / Joints Qualifiedmurshid badshahNo ratings yet
- RNS - NDT - PT - 001 Rev.0Document8 pagesRNS - NDT - PT - 001 Rev.0Goutam Kumar Deb100% (1)
- Bluewater MIR Roc Master CPP IR 003 (Jun.20 PDFDocument8 pagesBluewater MIR Roc Master CPP IR 003 (Jun.20 PDFANIL PLAMOOTTIL100% (1)
- Prequalified Welding Procedure Spesification (WPSS) : (Semiautomatics, Mechanized, Etc)Document2 pagesPrequalified Welding Procedure Spesification (WPSS) : (Semiautomatics, Mechanized, Etc)Nuril VS theWorldNo ratings yet
- 7Document1 page7Nuril VS theWorldNo ratings yet
- 8Document1 page8Nuril VS theWorldNo ratings yet
- 2Document1 page2Nuril VS theWorldNo ratings yet
- 4Document1 page4Nuril VS theWorldNo ratings yet
- RSR 114 01BDocument13 pagesRSR 114 01BNuril VS theWorldNo ratings yet
- 12 FDFDSFDocument1 page12 FDFDSFNuril VS theWorldNo ratings yet
- 4Document1 page4Nuril VS theWorldNo ratings yet
- Prequalified Welding Procedure Spesification (WPSS) : (Semiautomatics, Mechanized, Etc)Document2 pagesPrequalified Welding Procedure Spesification (WPSS) : (Semiautomatics, Mechanized, Etc)Nuril VS theWorldNo ratings yet
- 2Document2 pages2Nuril VS theWorldNo ratings yet
- 5Document1 page5Nuril VS theWorldNo ratings yet
- Prequalified Welding Procedure Spesification (WPSS) : (Semiautomatics, Mechanized, Etc)Document2 pagesPrequalified Welding Procedure Spesification (WPSS) : (Semiautomatics, Mechanized, Etc)Nuril VS theWorldNo ratings yet
- 5Document1 page5Nuril VS theWorldNo ratings yet
- Prequalified Welding Procedure Spesification (WPSS) : (Semiautomatics, Mechanized, Etc)Document2 pagesPrequalified Welding Procedure Spesification (WPSS) : (Semiautomatics, Mechanized, Etc)Nuril VS theWorldNo ratings yet
- 04 Simscale Assignment Report - ExampleDocument9 pages04 Simscale Assignment Report - ExampleNuril VS theWorldNo ratings yet
- Drill PDFDocument27 pagesDrill PDFAlex ChancúsigNo ratings yet
- PHYS 2350 Example Problems Winter 2020Document2 pagesPHYS 2350 Example Problems Winter 2020Joy KimNo ratings yet
- Bleed Ring - ANSI Class 150-2500 (In)Document2 pagesBleed Ring - ANSI Class 150-2500 (In)ulfatNo ratings yet
- Designing and Prototyping of Multi Crop Solar Powered HarvesterDocument11 pagesDesigning and Prototyping of Multi Crop Solar Powered HarvesterRouel LeonenNo ratings yet
- 660 MW Sipat BoilerDocument88 pages660 MW Sipat BoilerTochi Krishna Abhishek100% (4)
- Albatross Flying SystemDocument50 pagesAlbatross Flying SystemDarshak BhuptaniNo ratings yet
- Ijmet 07 06 005Document4 pagesIjmet 07 06 005IAEME PublicationNo ratings yet
- Building Structural Design Thomas P. Magner, P.E. © 2011 Parametric Technology CorpDocument41 pagesBuilding Structural Design Thomas P. Magner, P.E. © 2011 Parametric Technology CorpsamNo ratings yet
- Water Injection PumpDocument38 pagesWater Injection PumpDia Putranto HarmayNo ratings yet
- MECHANICAL ENGINEERING 2019 Scheme S3 Syllabus Ktustudents - inDocument73 pagesMECHANICAL ENGINEERING 2019 Scheme S3 Syllabus Ktustudents - inNivedNo ratings yet
- 5113-PROC-001 - Factory Acceptance Test - Rev-B0Document3 pages5113-PROC-001 - Factory Acceptance Test - Rev-B0mohana priyaNo ratings yet
- Firetrace ManualDocument72 pagesFiretrace ManualIsrael Silva Hgo.No ratings yet
- Section: Heater Air ConditionerDocument116 pagesSection: Heater Air ConditionerHarvian S. - ESSENTIA TINo ratings yet
- Braking SystemDocument79 pagesBraking Systempavel35No ratings yet
- AP 1 CH 2 Notes - Annotated ADocument21 pagesAP 1 CH 2 Notes - Annotated AJayson Yalung06No ratings yet
- Tutorial-6 Couplings - Problems and SolutionsDocument5 pagesTutorial-6 Couplings - Problems and Solutionsallahm123100% (1)
- AMICO Acp - As - SP PDFDocument42 pagesAMICO Acp - As - SP PDFDebajyoti BarmanNo ratings yet
- Air Acondicioning SchulzDocument81 pagesAir Acondicioning SchulzFA DGNo ratings yet
- SAUER DANFOSS Series 45 E Frame Open Circuit Axial Piston Pumps Service IOM FOR TOLKO PDFDocument32 pagesSAUER DANFOSS Series 45 E Frame Open Circuit Axial Piston Pumps Service IOM FOR TOLKO PDFJAGDEV PANESARNo ratings yet
- Hurco DrehDocument8 pagesHurco DrehAnonymous PJP78mSxNo ratings yet
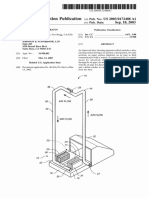
- Patent Application Publication (10) Pub. No.: US 2003/0172488 A1Document7 pagesPatent Application Publication (10) Pub. No.: US 2003/0172488 A1VyacheslavNo ratings yet
- Final Project Report SalesDocument48 pagesFinal Project Report Salessaid mohamudNo ratings yet
- Fiberstrong Wavistrong Flange GuideDocument52 pagesFiberstrong Wavistrong Flange Guidemuhammedemraan100% (1)
- Christopher Et Al. 2018Document10 pagesChristopher Et Al. 2018Chaturyya 028No ratings yet
- Power Team Fittings - CatalogDocument1 pagePower Team Fittings - CatalogTitanplyNo ratings yet
- Bench Type Box & Pan Brake Operator Manual & Parts List: 中文 (CHINESE)Document10 pagesBench Type Box & Pan Brake Operator Manual & Parts List: 中文 (CHINESE)Ibrahim PagbelemNo ratings yet
- Gas Laws: Ideal and Real GaesDocument38 pagesGas Laws: Ideal and Real GaesAnonymous Hntzyz7No ratings yet
- Tata XETA LPG ManualDocument174 pagesTata XETA LPG ManualxtempNo ratings yet