Download as pdf or txt
You might also like
- B25D & B30D Operation and Test ManualDocument316 pagesB25D & B30D Operation and Test ManualSMM ENTREPRISE67% (3)
- Midterm Study Guide PDFDocument51 pagesMidterm Study Guide PDFTARA PEROOMIANNo ratings yet
- Principles of Screening and Sizing PDFDocument63 pagesPrinciples of Screening and Sizing PDFestramilsolutionNo ratings yet
- APP Installation Detroit Diesel S2000 7SA2000 PDFDocument233 pagesAPP Installation Detroit Diesel S2000 7SA2000 PDFthanhhai31No ratings yet
- Peter Turner Drawing Duplications Vol 5 PDFDocument65 pagesPeter Turner Drawing Duplications Vol 5 PDFsteflan50% (2)
- Vibrating ScreenDocument2 pagesVibrating ScreendivNo ratings yet
- The Instruction of L-Series Cooling Tower Fan: Diameter 7000mm)Document27 pagesThe Instruction of L-Series Cooling Tower Fan: Diameter 7000mm)Mudassir RafiqNo ratings yet
- Is.12213.1987vibro Feeder PDFDocument9 pagesIs.12213.1987vibro Feeder PDFDxFxNo ratings yet
- The Design of Belt ConveyorDocument10 pagesThe Design of Belt Conveyormihai90No ratings yet
- Gearboxes: Overhung & Thrust LoadsDocument8 pagesGearboxes: Overhung & Thrust LoadswhatcaniputNo ratings yet
- Is 12941 1990Document14 pagesIs 12941 1990Xavier LefebvreNo ratings yet
- Kilncooler: Control Your Kiln Shell TemperatureDocument2 pagesKilncooler: Control Your Kiln Shell TemperatureSafrin SangiaNo ratings yet
- The Basics of ScreeningDocument41 pagesThe Basics of Screeningالمشري بدوNo ratings yet
- 20 TPH Bucket ElevatorDocument4 pages20 TPH Bucket ElevatorAlok NayakNo ratings yet
- Shuttle Service CommunicationDocument5 pagesShuttle Service CommunicationanshusplayNo ratings yet
- Application Guidelines: RF Belt Scale Application ManualDocument9 pagesApplication Guidelines: RF Belt Scale Application ManualBerada Otomasyon100% (1)
- 2a. Fan Selection Basics R4BDocument16 pages2a. Fan Selection Basics R4BPhanhai KakaNo ratings yet
- Alwasy Step Ahead in TechnologyDocument6 pagesAlwasy Step Ahead in TechnologyDxFxNo ratings yet
- !AAA OIQ Mechanical Engineering Syllabus PDFDocument5 pages!AAA OIQ Mechanical Engineering Syllabus PDFAnonymous scnl9rHNo ratings yet
- Mobile Lubrication Bijur DelimonDocument12 pagesMobile Lubrication Bijur DelimonFAVIONo ratings yet
- EleconDocument72 pagesEleconPranit BangeraNo ratings yet
- Cascade Air Separator KVT enDocument6 pagesCascade Air Separator KVT enkamjulajayNo ratings yet
- Ramco Cement AR 2020 21Document283 pagesRamco Cement AR 2020 2135Komala venkata ramya seelaNo ratings yet
- Predictive Maintenance in Paper IndustryDocument14 pagesPredictive Maintenance in Paper IndustryInfiniteUptimeNo ratings yet
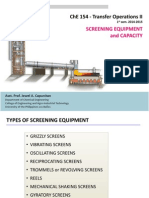
- Che 154 Lecture 3b Screening EquipmentDocument34 pagesChe 154 Lecture 3b Screening EquipmentAiza CabolesNo ratings yet
- Screening: Che-205 Particle TechnologyDocument31 pagesScreening: Che-205 Particle TechnologyInsiram NaveedNo ratings yet
- S-03-H11180-630-AV Group Nackawic Alignment and Diagnostics ReportDocument58 pagesS-03-H11180-630-AV Group Nackawic Alignment and Diagnostics ReportSiddharth DeshmukhNo ratings yet
- Bag Filter Load DesignDocument2 pagesBag Filter Load DesignPrakasam VenkatamuraliNo ratings yet
- Me 323 - Machine Elements (10-13 ModuleDocument29 pagesMe 323 - Machine Elements (10-13 ModulePetingco, Jemimah Grace, ME2BNo ratings yet
- Bucket ElevatorsDocument30 pagesBucket ElevatorsarhescobarNo ratings yet
- Design Optimization For Modification of Trough Belt Conveyor To Reduce Material Spillage Used in Clinker Transport in Cement PlantDocument11 pagesDesign Optimization For Modification of Trough Belt Conveyor To Reduce Material Spillage Used in Clinker Transport in Cement PlantBob AntunesNo ratings yet
- 00 - Courses - Syllabus & BooksDocument1 page00 - Courses - Syllabus & BooksbrulymNo ratings yet
- Feasibility of An East-West Intercity Passenger Rail System For Washington State Draft ReportDocument112 pagesFeasibility of An East-West Intercity Passenger Rail System For Washington State Draft ReportThe UrbanistNo ratings yet
- Assignment: - Design of Pneumatic Conveyer Dryer: SpecificationDocument4 pagesAssignment: - Design of Pneumatic Conveyer Dryer: SpecificationPraween NishadNo ratings yet
- Angular Depth of Threads CalcDocument1 pageAngular Depth of Threads Calcdavidsternleader5768No ratings yet
- Lecture-4-Industrial Screening EquipmentDocument25 pagesLecture-4-Industrial Screening EquipmentDikshithaNo ratings yet
- Belt Drives and Chain DrivesDocument39 pagesBelt Drives and Chain Drivesjaycee68No ratings yet
- Factors Affecting Selection of Gravity Separators For CoalDocument2 pagesFactors Affecting Selection of Gravity Separators For CoalJai Prakash Patel100% (1)
- Tolerances Tables PDFDocument16 pagesTolerances Tables PDFmelvin ekboteNo ratings yet
- To Weld or Not To Weld The Face of Kiln RollersDocument3 pagesTo Weld or Not To Weld The Face of Kiln RollerssreeganeshrNo ratings yet
- Chapter Four: FuelsDocument40 pagesChapter Four: Fuelsbiruk1No ratings yet
- Importance of Dedusting Pipe LayoutDocument4 pagesImportance of Dedusting Pipe LayoutManoj ThakurNo ratings yet
- Application of Electrical Drives in Cement Industry: Harshit Patel (171113021) 3 Year EEE Dept. Mobile No: +91 9131471858Document30 pagesApplication of Electrical Drives in Cement Industry: Harshit Patel (171113021) 3 Year EEE Dept. Mobile No: +91 9131471858harshit patel100% (1)
- Automatic Samplers: Proven & DependableDocument6 pagesAutomatic Samplers: Proven & DependableHarish KumarNo ratings yet
- Madronero - Feeders and Storage SilosDocument16 pagesMadronero - Feeders and Storage SilosVince Dominich MadroneroNo ratings yet
- Fabric Filter Pulse CleanDocument15 pagesFabric Filter Pulse CleanmjbotelhoNo ratings yet
- Experiment No. 1 Muller Mixer: AIM TheoryDocument2 pagesExperiment No. 1 Muller Mixer: AIM TheoryDhananjay ShimpiNo ratings yet
- Dust Collection MaintenanceDocument21 pagesDust Collection MaintenanceLinus RidgeNo ratings yet
- Drive-Non Drive Pulley Shaft Dia Calculation of Belt Feeder - IS 11592Document1 pageDrive-Non Drive Pulley Shaft Dia Calculation of Belt Feeder - IS 11592BISWAJIT DASNo ratings yet
- Screw ConveyorDocument5 pagesScrew Conveyorprashant mishraNo ratings yet
- IS 9178 - Part 3 PDFDocument75 pagesIS 9178 - Part 3 PDFSOURAVNo ratings yet
- Report On Design of Material HAnDLIng SystemDocument16 pagesReport On Design of Material HAnDLIng SystemSiddiqui Adil AdnanNo ratings yet
- ScreeningDocument16 pagesScreeninganthony ijigaNo ratings yet
- Industrial Screening: Rajan Kumar MISHRA (2019UGMM005) Anshuman Mishra (2019ugmm037) KOTALLA VINAY (2019UGMM089)Document26 pagesIndustrial Screening: Rajan Kumar MISHRA (2019UGMM005) Anshuman Mishra (2019ugmm037) KOTALLA VINAY (2019UGMM089)Anshuman MishraNo ratings yet
- RGB Mounton Gear BoxDocument29 pagesRGB Mounton Gear BoxManojNo ratings yet
- Velocity Severity Velocity Range Limits and Machine Classes ISO Standard 10816-1Document1 pageVelocity Severity Velocity Range Limits and Machine Classes ISO Standard 10816-1Karthik VkNo ratings yet
- Belt Conveyor Specification - 19.07.2022Document6 pagesBelt Conveyor Specification - 19.07.2022bashok20No ratings yet
- Tugas OZP ScreenerDocument1 pageTugas OZP ScreenerDeril SetiawanNo ratings yet
- Che 154 - Transfer Operations Ii 1 Semester 2015-2016 Problem Set 1Document1 pageChe 154 - Transfer Operations Ii 1 Semester 2015-2016 Problem Set 1gabrielniccolomatibagNo ratings yet
- Particle Technology Homework 2Document3 pagesParticle Technology Homework 2bugster kaNo ratings yet
- Opration Management TAMDocument5 pagesOpration Management TAMHK 'sNo ratings yet
- WWW - Roymech.co - Uk - KeywaysDocument2 pagesWWW - Roymech.co - Uk - KeywaysRaj MNo ratings yet
- Math Practice Simplified: Decimals & Percents (Book H): Practicing the Concepts of Decimals and PercentagesFrom EverandMath Practice Simplified: Decimals & Percents (Book H): Practicing the Concepts of Decimals and PercentagesRating: 5 out of 5 stars5/5 (3)
- IPPTA-Webinar 270221 Refiner-Automation v2Document37 pagesIPPTA-Webinar 270221 Refiner-Automation v2Abhijit NathNo ratings yet
- High Pressure Shower VOTDocument2 pagesHigh Pressure Shower VOTAbhijit NathNo ratings yet
- MCQDocument26 pagesMCQAbhijit Nath100% (1)
- Quiz 4 Linear Algebra by Shailendra Kumar End GAME of MathematicsDocument32 pagesQuiz 4 Linear Algebra by Shailendra Kumar End GAME of MathematicsAbhijit NathNo ratings yet
- FM Short NotesDocument13 pagesFM Short NotesAbhijit NathNo ratings yet
- Syllogism Lecture 1Document35 pagesSyllogism Lecture 1Abhijit NathNo ratings yet
- Two Film TheoryDocument28 pagesTwo Film TheoryAbhijit NathNo ratings yet
- Straws in The Wind - The Hindu Editorial On Defections From BJP Ahead of U.P. Assembly Elections 2022 - The HinduDocument3 pagesStraws in The Wind - The Hindu Editorial On Defections From BJP Ahead of U.P. Assembly Elections 2022 - The HinduAbhijit NathNo ratings yet
- Tenses Part - 3Document61 pagesTenses Part - 3Abhijit NathNo ratings yet
- T.Me/Nimishamam: Follow Us On English With Nimisha BansalDocument22 pagesT.Me/Nimishamam: Follow Us On English With Nimisha BansalAbhijit NathNo ratings yet
- Study Plan and StrategyDocument30 pagesStudy Plan and StrategyAbhijit NathNo ratings yet
- Types of Heat ExchangersDocument13 pagesTypes of Heat ExchangersAbhijit NathNo ratings yet
- Interfacing Heat Exchanger Network Synthesis and Detailed Heat Exchanger DesignDocument14 pagesInterfacing Heat Exchanger Network Synthesis and Detailed Heat Exchanger DesignAbhijit NathNo ratings yet
- Heat Exchanger: Equivalent DiameterDocument8 pagesHeat Exchanger: Equivalent DiameterAbhijit NathNo ratings yet
- PCHT 403 2020 Question PaperDocument2 pagesPCHT 403 2020 Question PaperAbhijit NathNo ratings yet
- Dow Fire and Explosion Index (FEI) : Dick Hawrelak Presented To ES317Y in 2001 at UWODocument29 pagesDow Fire and Explosion Index (FEI) : Dick Hawrelak Presented To ES317Y in 2001 at UWOAbhijit NathNo ratings yet
- All SSC One-Word-Substitution-bilingual (Till 2017)Document47 pagesAll SSC One-Word-Substitution-bilingual (Till 2017)Abhijit NathNo ratings yet
- Boiling and CondensationDocument15 pagesBoiling and CondensationAbhijit NathNo ratings yet
- Hazard Analysis: Terry A. Ring CHEN 5253Document20 pagesHazard Analysis: Terry A. Ring CHEN 5253Abhijit NathNo ratings yet
- Assignment 1 ThermoDocument1 pageAssignment 1 ThermoAbhijit NathNo ratings yet
- Toxic Release and Dispersion ModelsDocument42 pagesToxic Release and Dispersion ModelsAbhijit NathNo ratings yet
- Geography of Westbengal K.C MondalDocument263 pagesGeography of Westbengal K.C MondalAbhijit NathNo ratings yet
- When My Autism Gets Too BigDocument67 pagesWhen My Autism Gets Too Bighchristen100% (1)
- Evaluating Screening Performance: Where To StartDocument6 pagesEvaluating Screening Performance: Where To StartParthNo ratings yet
- Portfolio Value-At-Risk Estimation With A Time-Varying Copula ApproachDocument61 pagesPortfolio Value-At-Risk Estimation With A Time-Varying Copula Approachswinki3No ratings yet
- Media News ItemDocument10 pagesMedia News ItemArman DullahNo ratings yet
- WW2 Military Bldgs PDFDocument102 pagesWW2 Military Bldgs PDFone-eyed fat manNo ratings yet
- Windows Program Key Combinations: System Menu (From The MDI Child Window's System Menu, You Can Restore, MoveDocument3 pagesWindows Program Key Combinations: System Menu (From The MDI Child Window's System Menu, You Can Restore, MoveBalog SunnyNo ratings yet
- Electro-Voice Sba750 User ManualDocument16 pagesElectro-Voice Sba750 User ManualzulbaroqNo ratings yet
- Cambridge-A500 Amp PDFDocument13 pagesCambridge-A500 Amp PDFToni Tursić100% (1)
- Vol IDocument188 pagesVol IgaurangpatelNo ratings yet
- Improving Reading Performance of Readers At-Risk Through Phonics ApproachDocument10 pagesImproving Reading Performance of Readers At-Risk Through Phonics ApproachAILEEN JOY SabuelvaNo ratings yet
- Ajit Vadakayil - WALL WASH METHOD CHEMICAL TANKERS - CAPT AJIT VADAKAYILDocument150 pagesAjit Vadakayil - WALL WASH METHOD CHEMICAL TANKERS - CAPT AJIT VADAKAYILosman goniNo ratings yet
- G5 Q3W10 DLL MATH (MELCs)Document10 pagesG5 Q3W10 DLL MATH (MELCs)MYLEEN P. GONZALESNo ratings yet
- Faster Planes and Cheaper Flights: B. It Can Be Destroyed by Too Many VisitorsDocument6 pagesFaster Planes and Cheaper Flights: B. It Can Be Destroyed by Too Many VisitorsGermainNo ratings yet
- Varela Frederic Chaume. - Models of Research in Audiovisual TranslationDocument13 pagesVarela Frederic Chaume. - Models of Research in Audiovisual TranslationHesbon MomanyiNo ratings yet
- Introduction To Artificial Intelligence Week 1Document24 pagesIntroduction To Artificial Intelligence Week 1Hera RemolloNo ratings yet
- Grammar - Pre-Intermediate Progress Test Unit 9 Test A - PDF - Lee Harvey Oswald - Violence PDFDocument12 pagesGrammar - Pre-Intermediate Progress Test Unit 9 Test A - PDF - Lee Harvey Oswald - Violence PDFAnna PalšováNo ratings yet
- Tip Sheet 19 Environmental MonitoringDocument4 pagesTip Sheet 19 Environmental MonitoringmaritaNo ratings yet
- Spring and Shock AbsorberDocument16 pagesSpring and Shock AbsorberAzim AzlanNo ratings yet
- Rigg-MDG-Desai Et Al-The Companion To Development StudiesDocument7 pagesRigg-MDG-Desai Et Al-The Companion To Development StudiesShawn AlexanderNo ratings yet
- 1 Motor Protection Single SessionDocument27 pages1 Motor Protection Single Sessionmubarakkirko100% (1)
- Syrian Pottery From Middle Kingdom Egypt: Stage, Anticipation Set A FromDocument9 pagesSyrian Pottery From Middle Kingdom Egypt: Stage, Anticipation Set A Fromsychev_dmitryNo ratings yet
- CCTV Proposal Opt4-15ADocument1 pageCCTV Proposal Opt4-15ASaurabh SinghalNo ratings yet
- Contemprorary ArchitectureDocument48 pagesContemprorary ArchitectureTEJASH SINGHNo ratings yet
- 0947 Power Factor CorrectionDocument4 pages0947 Power Factor CorrectionاحمدرضاNo ratings yet
- SMT Mechanical Suspensions: ROR Trailer ProductsDocument24 pagesSMT Mechanical Suspensions: ROR Trailer ProductsOskarNo ratings yet
- Lect 3c The Lean EnterpriseDocument52 pagesLect 3c The Lean EnterpriseAvantika SarafNo ratings yet