
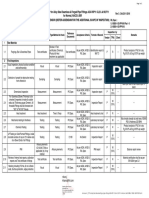
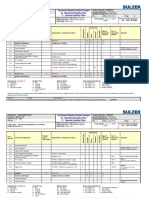
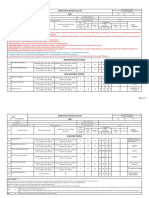
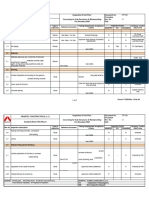
Annexure 2A - ITP For CS LTCS Welded Fittings To A 234 WPBW A 420WPL6W For Normal NACE IBR
Annexure 2A - ITP For CS LTCS Welded Fittings To A 234 WPBW A 420WPL6W For Normal NACE IBR
You might also like
- Unit Tests. Poziom Podstawowy: KluczDocument9 pagesUnit Tests. Poziom Podstawowy: KluczIza WłochNo ratings yet
- Maplin Electronics 1983-09Document68 pagesMaplin Electronics 1983-09Raphaël DurandNo ratings yet
- MS50295 - 01E Maintenance ScheduleDocument68 pagesMS50295 - 01E Maintenance Schedulevictor baccaNo ratings yet
- Quality Assurance Plan: High Frequency Electric Resistance Welded PipeDocument15 pagesQuality Assurance Plan: High Frequency Electric Resistance Welded PipeSachin KumarNo ratings yet
- Dept of WR., Govt. of OdhishaDocument3 pagesDept of WR., Govt. of OdhishaNaveen NagisettiNo ratings yet
- ItpDocument2 pagesItpVinay YadavNo ratings yet
- Quality Assurance Plan For Austenitic Stainless Steel Welded Pipe AS PER ASTM A 312, Latest Edtion Vendor: Jindal Quality Tubular LimitedDocument2 pagesQuality Assurance Plan For Austenitic Stainless Steel Welded Pipe AS PER ASTM A 312, Latest Edtion Vendor: Jindal Quality Tubular Limitedamit rajputNo ratings yet
- Water Tank ItpDocument5 pagesWater Tank ItpHgagselim SelimNo ratings yet
- The Robots Are Coming The Robots Are ComingDocument5 pagesThe Robots Are Coming The Robots Are Comingapi-272551013No ratings yet
- Instagram For Business - The Definitive Guide by Sked Social PDFDocument61 pagesInstagram For Business - The Definitive Guide by Sked Social PDFGrace ToqueNo ratings yet
- Annexure 1A - ITP For CS LTCS Forged Seamless Fittings To A 105 A234 WPB A 350 LF2 A 420 WPL6 For Normal NACE IBRDocument3 pagesAnnexure 1A - ITP For CS LTCS Forged Seamless Fittings To A 105 A234 WPB A 350 LF2 A 420 WPL6 For Normal NACE IBRPranav JadhavNo ratings yet
- Annexure 4A - ITP For AS Seamless & Forged Fittings A234 WP22Document3 pagesAnnexure 4A - ITP For AS Seamless & Forged Fittings A234 WP22Pranav JadhavNo ratings yet
- Annexure 5A - ITP For Alloy Steel Seamless & Forged Fittings A234WP5 WP9 WP91 A182 F5 F9 & F91 For Normal NACE & IBRDocument3 pagesAnnexure 5A - ITP For Alloy Steel Seamless & Forged Fittings A234WP5 WP9 WP91 A182 F5 F9 & F91 For Normal NACE & IBRPranav JadhavNo ratings yet
- Annexure 3A - ITP For Alloy Steel Seamless & Forged Pipe Fittingsa234 WP11 CL2 & A 182 F11 For Normal NACE & IBRDocument3 pagesAnnexure 3A - ITP For Alloy Steel Seamless & Forged Pipe Fittingsa234 WP11 CL2 & A 182 F11 For Normal NACE & IBRPranav JadhavNo ratings yet
- Annexure 6 - ITP For Alloy Steel Welded Fittings A234 WP11 CL2 Fornormal NACE & IBRDocument2 pagesAnnexure 6 - ITP For Alloy Steel Welded Fittings A234 WP11 CL2 Fornormal NACE & IBRPranav JadhavNo ratings yet
- QAP For FlangesDocument2 pagesQAP For FlangesGOPINATH KRISHNAN NAIRNo ratings yet
- Auto On Off Ball Valve Suresales - Commented - QAP - REV-01Document1 pageAuto On Off Ball Valve Suresales - Commented - QAP - REV-01Deepak UpadhyayNo ratings yet
- Sky Mqap1Document1 pageSky Mqap1Kumara SubramanianNo ratings yet
- Qap 900000236 R0Document4 pagesQap 900000236 R0meet bhavsarNo ratings yet
- QAP (WO No. 58 & 59) PDFDocument3 pagesQAP (WO No. 58 & 59) PDFKailasNo ratings yet
- Quality Plan BHEL GoodDocument80 pagesQuality Plan BHEL GoodSaravana kumar NagarajanNo ratings yet
- Mechanical Piping Specification ChecklistDocument7 pagesMechanical Piping Specification Checklisthoneybunny.2020smritiNo ratings yet
- Rock Fall Barrier ITPDocument2 pagesRock Fall Barrier ITPVishnudas MgNo ratings yet
- Receipt Inspection Quality PlanDocument1 pageReceipt Inspection Quality Plankulkarnimegha87No ratings yet
- Common Quality Assurance PlanDocument3 pagesCommon Quality Assurance PlanQASWA ENGINEERING IMRANNo ratings yet
- Saadiyat Itp Plastering Incomplete No SpecsDocument6 pagesSaadiyat Itp Plastering Incomplete No SpecssoorajNo ratings yet
- AR1810.00-PRO-LST-002 Rev00 CAUSE & EFFECT DIAGRAM OF TARFA#2 PDFDocument6 pagesAR1810.00-PRO-LST-002 Rev00 CAUSE & EFFECT DIAGRAM OF TARFA#2 PDFYaakoubi FethiNo ratings yet
- MS For Installation of Cable Tray Support-048Document3 pagesMS For Installation of Cable Tray Support-048Mohammad Fazal Khan100% (1)
- Data Book de BombaDocument7 pagesData Book de BombaSharon Botiny100% (1)
- Qap 8000ce Reactor - Repat - 1Document2 pagesQap 8000ce Reactor - Repat - 1AliasgarNo ratings yet
- GS Peb QapDocument4 pagesGS Peb Qapshailendr12No ratings yet
- ITP For Handrail WeldingDocument2 pagesITP For Handrail WeldingKumar AbhishekNo ratings yet
- QAP New Customer Nov23Document1 pageQAP New Customer Nov23RND DRAWNo ratings yet
- Bird Guard MQP RGTLDocument3 pagesBird Guard MQP RGTLKumara SubramanianNo ratings yet
- Tunnel Work: Material Inspection and Testing Plan (Itp)Document6 pagesTunnel Work: Material Inspection and Testing Plan (Itp)aksinhadce2No ratings yet
- QAP HMEL 7480000754 L08722A501-SignedDocument3 pagesQAP HMEL 7480000754 L08722A501-SignedSuyog GawandeNo ratings yet
- Eppm-Wps-Jtf-Cs-13 Rev. 0 Gtaw+ FcawDocument18 pagesEppm-Wps-Jtf-Cs-13 Rev. 0 Gtaw+ FcawBassem Ben FrajNo ratings yet
- FGD Project at 2X 525 MW MPL: Document Title: FQP For General Structural Works of FGDDocument10 pagesFGD Project at 2X 525 MW MPL: Document Title: FQP For General Structural Works of FGDBhanu Pratap Choudhury100% (1)
- AM-Inspection Test Plan - ITP - SM2200014Document4 pagesAM-Inspection Test Plan - ITP - SM2200014mutassim amjadNo ratings yet
- ITP Tempo BridgeDocument2 pagesITP Tempo BridgeSam GalangNo ratings yet
- SAADIYAT ITP (THERMAL Block Works) NEWDocument5 pagesSAADIYAT ITP (THERMAL Block Works) NEWsoorajNo ratings yet
- Gathampur QapDocument3 pagesGathampur Qapaceengineering08No ratings yet
- Quality Assurance Plan: Raw Material ProcurmentDocument2 pagesQuality Assurance Plan: Raw Material ProcurmentHuỳnh Ngọc HiệpNo ratings yet
- 2.8.2. Indicative QAP - ColumnsDocument12 pages2.8.2. Indicative QAP - ColumnsAshish Dhok0% (1)
- Rock Dowels & Rock Nails ITPDocument7 pagesRock Dowels & Rock Nails ITPVishnudas MgNo ratings yet
- YzcvfDocument2 pagesYzcvfCheeragNo ratings yet
- Water Tank ItpDocument5 pagesWater Tank Itptuan mai vanNo ratings yet
- Qa&qc-Log-04 PQR Log Sheet With CSD CommentsDocument2 pagesQa&qc-Log-04 PQR Log Sheet With CSD CommentsasiqNo ratings yet
- Cy3 - Te MeteringDocument22 pagesCy3 - Te MeteringSilpa Asti Nura100% (1)
- Protection Wire Mesh ITPDocument3 pagesProtection Wire Mesh ITPVishnudas MgNo ratings yet
- Inspection & Testing Plan (Itp) : Before ManufacturingDocument2 pagesInspection & Testing Plan (Itp) : Before ManufacturingsonalikeniNo ratings yet
- TDC - C22E (613138) - Special MaterialDocument2 pagesTDC - C22E (613138) - Special Materialramanjotgill.ramanNo ratings yet
- Quality RequirementsDocument26 pagesQuality RequirementsDilip PatilNo ratings yet
- Itp-22!11!1 Rev.0 en 10219-Bare Pipe Somatm SaDocument12 pagesItp-22!11!1 Rev.0 en 10219-Bare Pipe Somatm Samahmut gelNo ratings yet
- Qap Sa420Document3 pagesQap Sa420Abhishek NagNo ratings yet
- Saadiyat Itp Concreting For Sub-Structure Boundary Wall InfrastructureDocument5 pagesSaadiyat Itp Concreting For Sub-Structure Boundary Wall InfrastructuresoorajNo ratings yet
- AHPS-QA-PWPS-098 Rev.01Document23 pagesAHPS-QA-PWPS-098 Rev.01anandNo ratings yet
- Burckhardt Compression (India) PVT - LTD.: 1.0 MaterialsDocument2 pagesBurckhardt Compression (India) PVT - LTD.: 1.0 MaterialsYOGESHNo ratings yet
- Qap - NRLDocument1 pageQap - NRLStructures ProductionNo ratings yet
- Attn: Akebono Braxe Astra VietnamDocument5 pagesAttn: Akebono Braxe Astra VietnamanhthoNo ratings yet
- Public Health and Municipal Engineering Department - NelloreDocument3 pagesPublic Health and Municipal Engineering Department - Nellorejuliyet strucNo ratings yet
- PQR No TECH-PS01 Rev.2 SMAW - NORMALDocument4 pagesPQR No TECH-PS01 Rev.2 SMAW - NORMALcfranciaNo ratings yet
- HC IFI: Hindustan Chemicals G.T.Road, Opp. RR Auto PetrolDocument4 pagesHC IFI: Hindustan Chemicals G.T.Road, Opp. RR Auto PetrolKarna Satish KumarNo ratings yet
- Agitator Vendor QAP Revised Code-1Document1 pageAgitator Vendor QAP Revised Code-1PRASHANTNo ratings yet
- Codification of Statements on Standards for Attestation Engagements, January 2018From EverandCodification of Statements on Standards for Attestation Engagements, January 2018No ratings yet
- Annexure 5A - ITP For Alloy Steel Seamless & Forged Fittings A234WP5 WP9 WP91 A182 F5 F9 & F91 For Normal NACE & IBRDocument3 pagesAnnexure 5A - ITP For Alloy Steel Seamless & Forged Fittings A234WP5 WP9 WP91 A182 F5 F9 & F91 For Normal NACE & IBRPranav JadhavNo ratings yet
- Annexure 4A - ITP For AS Seamless & Forged Fittings A234 WP22Document3 pagesAnnexure 4A - ITP For AS Seamless & Forged Fittings A234 WP22Pranav JadhavNo ratings yet
- Annexure 6 - ITP For Alloy Steel Welded Fittings A234 WP11 CL2 Fornormal NACE & IBRDocument2 pagesAnnexure 6 - ITP For Alloy Steel Welded Fittings A234 WP11 CL2 Fornormal NACE & IBRPranav JadhavNo ratings yet
- Annexure 1A - ITP For CS LTCS Forged Seamless Fittings To A 105 A234 WPB A 350 LF2 A 420 WPL6 For Normal NACE IBRDocument3 pagesAnnexure 1A - ITP For CS LTCS Forged Seamless Fittings To A 105 A234 WPB A 350 LF2 A 420 WPL6 For Normal NACE IBRPranav JadhavNo ratings yet
- Annexure 3A - ITP For Alloy Steel Seamless & Forged Pipe Fittingsa234 WP11 CL2 & A 182 F11 For Normal NACE & IBRDocument3 pagesAnnexure 3A - ITP For Alloy Steel Seamless & Forged Pipe Fittingsa234 WP11 CL2 & A 182 F11 For Normal NACE & IBRPranav JadhavNo ratings yet
- Role of Commercial Banks in The Economic Development of IndiaDocument5 pagesRole of Commercial Banks in The Economic Development of IndiaGargstudy PointNo ratings yet
- Millennial Math Teacher Hubbert Ryan MyleneDocument31 pagesMillennial Math Teacher Hubbert Ryan MyleneChaselle NapiliNo ratings yet
- Market Plan of Lucky Cement FActoryDocument20 pagesMarket Plan of Lucky Cement FActoryRehman RehoNo ratings yet
- Formula SheetDocument10 pagesFormula SheetHuraiza AsifNo ratings yet
- TAX 2: Digest - Winebrenner & Iñigo Insurance Brokers, Inc. v. CIRDocument2 pagesTAX 2: Digest - Winebrenner & Iñigo Insurance Brokers, Inc. v. CIRFaith Marie Borden100% (2)
- DLP Eugelle12Document9 pagesDLP Eugelle12Kim RusteNo ratings yet
- Acknowledgement: Beauty Parlour Managment' She Guided Us in Preparation of The Project andDocument23 pagesAcknowledgement: Beauty Parlour Managment' She Guided Us in Preparation of The Project andKomal DeshmukhNo ratings yet
- Krishnan - Soliton Interview ExperienceDocument4 pagesKrishnan - Soliton Interview ExperiencePoorna Saai MNo ratings yet
- (Dry Type Transformer)Document23 pages(Dry Type Transformer)togirishsharmaNo ratings yet
- A Study On Investors' Preference in Indian Commodities MarketDocument7 pagesA Study On Investors' Preference in Indian Commodities Marketvirendra26No ratings yet
- Supplementary Material: Illustration. The Following Series of Illustrations Are Based On The Figures ObtainedDocument3 pagesSupplementary Material: Illustration. The Following Series of Illustrations Are Based On The Figures ObtainedGabrielle Joshebed AbaricoNo ratings yet
- Bohemian Rhapsody (Ukulele Tab)Document4 pagesBohemian Rhapsody (Ukulele Tab)crojohnsonNo ratings yet
- By: Saurabh S SawhneyDocument28 pagesBy: Saurabh S SawhneyMaria100% (1)
- Microbiology SyllabusDocument2 pagesMicrobiology Syllabusapi-3704804No ratings yet
- Fds Traffic Paint White YelowDocument10 pagesFds Traffic Paint White YelowMathias CoekaertsNo ratings yet
- Welcome To Hyfun FoodsDocument4 pagesWelcome To Hyfun Foodsricha tekchandaniNo ratings yet
- CPCB Effluent Discharge StandardsDocument9 pagesCPCB Effluent Discharge StandardsPavan Tamiri100% (1)
- Level B1 - Threshold: Speaking Mark Scheme - Assessor'sDocument2 pagesLevel B1 - Threshold: Speaking Mark Scheme - Assessor'sdeasaadiah100% (1)
- QP Nsep p160Document16 pagesQP Nsep p160Virat KohliNo ratings yet
- JEE Main 2023 11 April Shift 2Document37 pagesJEE Main 2023 11 April Shift 2Madhu RathNo ratings yet
- Top 20 Questions of Profit Loss For Du Jat Ipm 025d90a264b90Document4 pagesTop 20 Questions of Profit Loss For Du Jat Ipm 025d90a264b90Chawhan RaghuNo ratings yet
- GravitationDocument10 pagesGravitationarhaanhafeez00No ratings yet
- Periodic Table ActivityDocument1 pagePeriodic Table ActivityRonaldGomezNo ratings yet
- Sign Permit: Office of The Building OfficialDocument2 pagesSign Permit: Office of The Building OfficialRAYMUND SANTTOSNo ratings yet
- Understanding Work Centers IDocument14 pagesUnderstanding Work Centers IhalwanvNo ratings yet














































































Download as pdf or txt
You might also like
- Unit Tests. Poziom Podstawowy: KluczDocument9 pagesUnit Tests. Poziom Podstawowy: KluczIza WłochNo ratings yet
- Maplin Electronics 1983-09Document68 pagesMaplin Electronics 1983-09Raphaël DurandNo ratings yet
- MS50295 - 01E Maintenance ScheduleDocument68 pagesMS50295 - 01E Maintenance Schedulevictor baccaNo ratings yet
- Quality Assurance Plan: High Frequency Electric Resistance Welded PipeDocument15 pagesQuality Assurance Plan: High Frequency Electric Resistance Welded PipeSachin KumarNo ratings yet
- Dept of WR., Govt. of OdhishaDocument3 pagesDept of WR., Govt. of OdhishaNaveen NagisettiNo ratings yet
- ItpDocument2 pagesItpVinay YadavNo ratings yet
- Quality Assurance Plan For Austenitic Stainless Steel Welded Pipe AS PER ASTM A 312, Latest Edtion Vendor: Jindal Quality Tubular LimitedDocument2 pagesQuality Assurance Plan For Austenitic Stainless Steel Welded Pipe AS PER ASTM A 312, Latest Edtion Vendor: Jindal Quality Tubular Limitedamit rajputNo ratings yet
- Water Tank ItpDocument5 pagesWater Tank ItpHgagselim SelimNo ratings yet
- The Robots Are Coming The Robots Are ComingDocument5 pagesThe Robots Are Coming The Robots Are Comingapi-272551013No ratings yet
- Instagram For Business - The Definitive Guide by Sked Social PDFDocument61 pagesInstagram For Business - The Definitive Guide by Sked Social PDFGrace ToqueNo ratings yet
- Annexure 1A - ITP For CS LTCS Forged Seamless Fittings To A 105 A234 WPB A 350 LF2 A 420 WPL6 For Normal NACE IBRDocument3 pagesAnnexure 1A - ITP For CS LTCS Forged Seamless Fittings To A 105 A234 WPB A 350 LF2 A 420 WPL6 For Normal NACE IBRPranav JadhavNo ratings yet
- Annexure 4A - ITP For AS Seamless & Forged Fittings A234 WP22Document3 pagesAnnexure 4A - ITP For AS Seamless & Forged Fittings A234 WP22Pranav JadhavNo ratings yet
- Annexure 5A - ITP For Alloy Steel Seamless & Forged Fittings A234WP5 WP9 WP91 A182 F5 F9 & F91 For Normal NACE & IBRDocument3 pagesAnnexure 5A - ITP For Alloy Steel Seamless & Forged Fittings A234WP5 WP9 WP91 A182 F5 F9 & F91 For Normal NACE & IBRPranav JadhavNo ratings yet
- Annexure 3A - ITP For Alloy Steel Seamless & Forged Pipe Fittingsa234 WP11 CL2 & A 182 F11 For Normal NACE & IBRDocument3 pagesAnnexure 3A - ITP For Alloy Steel Seamless & Forged Pipe Fittingsa234 WP11 CL2 & A 182 F11 For Normal NACE & IBRPranav JadhavNo ratings yet
- Annexure 6 - ITP For Alloy Steel Welded Fittings A234 WP11 CL2 Fornormal NACE & IBRDocument2 pagesAnnexure 6 - ITP For Alloy Steel Welded Fittings A234 WP11 CL2 Fornormal NACE & IBRPranav JadhavNo ratings yet
- QAP For FlangesDocument2 pagesQAP For FlangesGOPINATH KRISHNAN NAIRNo ratings yet
- Auto On Off Ball Valve Suresales - Commented - QAP - REV-01Document1 pageAuto On Off Ball Valve Suresales - Commented - QAP - REV-01Deepak UpadhyayNo ratings yet
- Sky Mqap1Document1 pageSky Mqap1Kumara SubramanianNo ratings yet
- Qap 900000236 R0Document4 pagesQap 900000236 R0meet bhavsarNo ratings yet
- QAP (WO No. 58 & 59) PDFDocument3 pagesQAP (WO No. 58 & 59) PDFKailasNo ratings yet
- Quality Plan BHEL GoodDocument80 pagesQuality Plan BHEL GoodSaravana kumar NagarajanNo ratings yet
- Mechanical Piping Specification ChecklistDocument7 pagesMechanical Piping Specification Checklisthoneybunny.2020smritiNo ratings yet
- Rock Fall Barrier ITPDocument2 pagesRock Fall Barrier ITPVishnudas MgNo ratings yet
- Receipt Inspection Quality PlanDocument1 pageReceipt Inspection Quality Plankulkarnimegha87No ratings yet
- Common Quality Assurance PlanDocument3 pagesCommon Quality Assurance PlanQASWA ENGINEERING IMRANNo ratings yet
- Saadiyat Itp Plastering Incomplete No SpecsDocument6 pagesSaadiyat Itp Plastering Incomplete No SpecssoorajNo ratings yet
- AR1810.00-PRO-LST-002 Rev00 CAUSE & EFFECT DIAGRAM OF TARFA#2 PDFDocument6 pagesAR1810.00-PRO-LST-002 Rev00 CAUSE & EFFECT DIAGRAM OF TARFA#2 PDFYaakoubi FethiNo ratings yet
- MS For Installation of Cable Tray Support-048Document3 pagesMS For Installation of Cable Tray Support-048Mohammad Fazal Khan100% (1)
- Data Book de BombaDocument7 pagesData Book de BombaSharon Botiny100% (1)
- Qap 8000ce Reactor - Repat - 1Document2 pagesQap 8000ce Reactor - Repat - 1AliasgarNo ratings yet
- GS Peb QapDocument4 pagesGS Peb Qapshailendr12No ratings yet
- ITP For Handrail WeldingDocument2 pagesITP For Handrail WeldingKumar AbhishekNo ratings yet
- QAP New Customer Nov23Document1 pageQAP New Customer Nov23RND DRAWNo ratings yet
- Bird Guard MQP RGTLDocument3 pagesBird Guard MQP RGTLKumara SubramanianNo ratings yet
- Tunnel Work: Material Inspection and Testing Plan (Itp)Document6 pagesTunnel Work: Material Inspection and Testing Plan (Itp)aksinhadce2No ratings yet
- QAP HMEL 7480000754 L08722A501-SignedDocument3 pagesQAP HMEL 7480000754 L08722A501-SignedSuyog GawandeNo ratings yet
- Eppm-Wps-Jtf-Cs-13 Rev. 0 Gtaw+ FcawDocument18 pagesEppm-Wps-Jtf-Cs-13 Rev. 0 Gtaw+ FcawBassem Ben FrajNo ratings yet
- FGD Project at 2X 525 MW MPL: Document Title: FQP For General Structural Works of FGDDocument10 pagesFGD Project at 2X 525 MW MPL: Document Title: FQP For General Structural Works of FGDBhanu Pratap Choudhury100% (1)
- AM-Inspection Test Plan - ITP - SM2200014Document4 pagesAM-Inspection Test Plan - ITP - SM2200014mutassim amjadNo ratings yet
- ITP Tempo BridgeDocument2 pagesITP Tempo BridgeSam GalangNo ratings yet
- SAADIYAT ITP (THERMAL Block Works) NEWDocument5 pagesSAADIYAT ITP (THERMAL Block Works) NEWsoorajNo ratings yet
- Gathampur QapDocument3 pagesGathampur Qapaceengineering08No ratings yet
- Quality Assurance Plan: Raw Material ProcurmentDocument2 pagesQuality Assurance Plan: Raw Material ProcurmentHuỳnh Ngọc HiệpNo ratings yet
- 2.8.2. Indicative QAP - ColumnsDocument12 pages2.8.2. Indicative QAP - ColumnsAshish Dhok0% (1)
- Rock Dowels & Rock Nails ITPDocument7 pagesRock Dowels & Rock Nails ITPVishnudas MgNo ratings yet
- YzcvfDocument2 pagesYzcvfCheeragNo ratings yet
- Water Tank ItpDocument5 pagesWater Tank Itptuan mai vanNo ratings yet
- Qa&qc-Log-04 PQR Log Sheet With CSD CommentsDocument2 pagesQa&qc-Log-04 PQR Log Sheet With CSD CommentsasiqNo ratings yet
- Cy3 - Te MeteringDocument22 pagesCy3 - Te MeteringSilpa Asti Nura100% (1)
- Protection Wire Mesh ITPDocument3 pagesProtection Wire Mesh ITPVishnudas MgNo ratings yet
- Inspection & Testing Plan (Itp) : Before ManufacturingDocument2 pagesInspection & Testing Plan (Itp) : Before ManufacturingsonalikeniNo ratings yet
- TDC - C22E (613138) - Special MaterialDocument2 pagesTDC - C22E (613138) - Special Materialramanjotgill.ramanNo ratings yet
- Quality RequirementsDocument26 pagesQuality RequirementsDilip PatilNo ratings yet
- Itp-22!11!1 Rev.0 en 10219-Bare Pipe Somatm SaDocument12 pagesItp-22!11!1 Rev.0 en 10219-Bare Pipe Somatm Samahmut gelNo ratings yet
- Qap Sa420Document3 pagesQap Sa420Abhishek NagNo ratings yet
- Saadiyat Itp Concreting For Sub-Structure Boundary Wall InfrastructureDocument5 pagesSaadiyat Itp Concreting For Sub-Structure Boundary Wall InfrastructuresoorajNo ratings yet
- AHPS-QA-PWPS-098 Rev.01Document23 pagesAHPS-QA-PWPS-098 Rev.01anandNo ratings yet
- Burckhardt Compression (India) PVT - LTD.: 1.0 MaterialsDocument2 pagesBurckhardt Compression (India) PVT - LTD.: 1.0 MaterialsYOGESHNo ratings yet
- Qap - NRLDocument1 pageQap - NRLStructures ProductionNo ratings yet
- Attn: Akebono Braxe Astra VietnamDocument5 pagesAttn: Akebono Braxe Astra VietnamanhthoNo ratings yet
- Public Health and Municipal Engineering Department - NelloreDocument3 pagesPublic Health and Municipal Engineering Department - Nellorejuliyet strucNo ratings yet
- PQR No TECH-PS01 Rev.2 SMAW - NORMALDocument4 pagesPQR No TECH-PS01 Rev.2 SMAW - NORMALcfranciaNo ratings yet
- HC IFI: Hindustan Chemicals G.T.Road, Opp. RR Auto PetrolDocument4 pagesHC IFI: Hindustan Chemicals G.T.Road, Opp. RR Auto PetrolKarna Satish KumarNo ratings yet
- Agitator Vendor QAP Revised Code-1Document1 pageAgitator Vendor QAP Revised Code-1PRASHANTNo ratings yet
- Codification of Statements on Standards for Attestation Engagements, January 2018From EverandCodification of Statements on Standards for Attestation Engagements, January 2018No ratings yet
- Annexure 5A - ITP For Alloy Steel Seamless & Forged Fittings A234WP5 WP9 WP91 A182 F5 F9 & F91 For Normal NACE & IBRDocument3 pagesAnnexure 5A - ITP For Alloy Steel Seamless & Forged Fittings A234WP5 WP9 WP91 A182 F5 F9 & F91 For Normal NACE & IBRPranav JadhavNo ratings yet
- Annexure 4A - ITP For AS Seamless & Forged Fittings A234 WP22Document3 pagesAnnexure 4A - ITP For AS Seamless & Forged Fittings A234 WP22Pranav JadhavNo ratings yet
- Annexure 6 - ITP For Alloy Steel Welded Fittings A234 WP11 CL2 Fornormal NACE & IBRDocument2 pagesAnnexure 6 - ITP For Alloy Steel Welded Fittings A234 WP11 CL2 Fornormal NACE & IBRPranav JadhavNo ratings yet
- Annexure 1A - ITP For CS LTCS Forged Seamless Fittings To A 105 A234 WPB A 350 LF2 A 420 WPL6 For Normal NACE IBRDocument3 pagesAnnexure 1A - ITP For CS LTCS Forged Seamless Fittings To A 105 A234 WPB A 350 LF2 A 420 WPL6 For Normal NACE IBRPranav JadhavNo ratings yet
- Annexure 3A - ITP For Alloy Steel Seamless & Forged Pipe Fittingsa234 WP11 CL2 & A 182 F11 For Normal NACE & IBRDocument3 pagesAnnexure 3A - ITP For Alloy Steel Seamless & Forged Pipe Fittingsa234 WP11 CL2 & A 182 F11 For Normal NACE & IBRPranav JadhavNo ratings yet
- Role of Commercial Banks in The Economic Development of IndiaDocument5 pagesRole of Commercial Banks in The Economic Development of IndiaGargstudy PointNo ratings yet
- Millennial Math Teacher Hubbert Ryan MyleneDocument31 pagesMillennial Math Teacher Hubbert Ryan MyleneChaselle NapiliNo ratings yet
- Market Plan of Lucky Cement FActoryDocument20 pagesMarket Plan of Lucky Cement FActoryRehman RehoNo ratings yet
- Formula SheetDocument10 pagesFormula SheetHuraiza AsifNo ratings yet
- TAX 2: Digest - Winebrenner & Iñigo Insurance Brokers, Inc. v. CIRDocument2 pagesTAX 2: Digest - Winebrenner & Iñigo Insurance Brokers, Inc. v. CIRFaith Marie Borden100% (2)
- DLP Eugelle12Document9 pagesDLP Eugelle12Kim RusteNo ratings yet
- Acknowledgement: Beauty Parlour Managment' She Guided Us in Preparation of The Project andDocument23 pagesAcknowledgement: Beauty Parlour Managment' She Guided Us in Preparation of The Project andKomal DeshmukhNo ratings yet
- Krishnan - Soliton Interview ExperienceDocument4 pagesKrishnan - Soliton Interview ExperiencePoorna Saai MNo ratings yet
- (Dry Type Transformer)Document23 pages(Dry Type Transformer)togirishsharmaNo ratings yet
- A Study On Investors' Preference in Indian Commodities MarketDocument7 pagesA Study On Investors' Preference in Indian Commodities Marketvirendra26No ratings yet
- Supplementary Material: Illustration. The Following Series of Illustrations Are Based On The Figures ObtainedDocument3 pagesSupplementary Material: Illustration. The Following Series of Illustrations Are Based On The Figures ObtainedGabrielle Joshebed AbaricoNo ratings yet
- Bohemian Rhapsody (Ukulele Tab)Document4 pagesBohemian Rhapsody (Ukulele Tab)crojohnsonNo ratings yet
- By: Saurabh S SawhneyDocument28 pagesBy: Saurabh S SawhneyMaria100% (1)
- Microbiology SyllabusDocument2 pagesMicrobiology Syllabusapi-3704804No ratings yet
- Fds Traffic Paint White YelowDocument10 pagesFds Traffic Paint White YelowMathias CoekaertsNo ratings yet
- Welcome To Hyfun FoodsDocument4 pagesWelcome To Hyfun Foodsricha tekchandaniNo ratings yet
- CPCB Effluent Discharge StandardsDocument9 pagesCPCB Effluent Discharge StandardsPavan Tamiri100% (1)
- Level B1 - Threshold: Speaking Mark Scheme - Assessor'sDocument2 pagesLevel B1 - Threshold: Speaking Mark Scheme - Assessor'sdeasaadiah100% (1)
- QP Nsep p160Document16 pagesQP Nsep p160Virat KohliNo ratings yet
- JEE Main 2023 11 April Shift 2Document37 pagesJEE Main 2023 11 April Shift 2Madhu RathNo ratings yet
- Top 20 Questions of Profit Loss For Du Jat Ipm 025d90a264b90Document4 pagesTop 20 Questions of Profit Loss For Du Jat Ipm 025d90a264b90Chawhan RaghuNo ratings yet
- GravitationDocument10 pagesGravitationarhaanhafeez00No ratings yet
- Periodic Table ActivityDocument1 pagePeriodic Table ActivityRonaldGomezNo ratings yet
- Sign Permit: Office of The Building OfficialDocument2 pagesSign Permit: Office of The Building OfficialRAYMUND SANTTOSNo ratings yet
- Understanding Work Centers IDocument14 pagesUnderstanding Work Centers IhalwanvNo ratings yet