Download as pdf or txt
You might also like
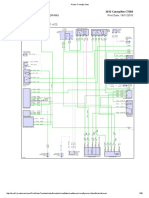
- CT660 2012Document58 pagesCT660 2012Eduardo Alvarez100% (2)
- Astm F-1874Document3 pagesAstm F-1874Richa RohillaNo ratings yet
- Lab Report ExampleDocument2 pagesLab Report ExampleMichael ElmoualemNo ratings yet
- Lumiflon LF 710fDocument2 pagesLumiflon LF 710fTuan Ngoc PhamNo ratings yet
- Smart ReologyDocument42 pagesSmart ReologyMarisol Martinez MaldonadoNo ratings yet
- Edison Opto - Federal 5050 RTBW Multi-Lens Aray - Eng - V1Document5 pagesEdison Opto - Federal 5050 RTBW Multi-Lens Aray - Eng - V1sdfNo ratings yet
- MultimediaDocument4 pagesMultimediaSanta Rita GoremadNo ratings yet
- TDS Brilliant S631-S310Document3 pagesTDS Brilliant S631-S310MohitNo ratings yet
- TDS Brilliant S630-S300Document3 pagesTDS Brilliant S630-S300MohitNo ratings yet
- Loctite EA E-30CL™: Technical Data SheetDocument3 pagesLoctite EA E-30CL™: Technical Data SheetAbhishek Kumar SinghNo ratings yet
- Opple Panel 7LED-EcoMax-Panel-IVPMMADocument3 pagesOpple Panel 7LED-EcoMax-Panel-IVPMMAEvelinNo ratings yet
- LK-SIL 100T (10-1000K) : Pdms Techinical Grade Silicone FluidsDocument2 pagesLK-SIL 100T (10-1000K) : Pdms Techinical Grade Silicone FluidsZiauddin PrinceNo ratings yet
- Loctite EA E-30CL™: Product Description Typical Curing PerformanceDocument3 pagesLoctite EA E-30CL™: Product Description Typical Curing PerformanceTim HortonNo ratings yet
- Data Sheet FC-70Document4 pagesData Sheet FC-70sshaffer_9No ratings yet
- Technical Information: Asphalt ApplicationsDocument2 pagesTechnical Information: Asphalt ApplicationsmelvinkuriNo ratings yet
- Led Highbay Ecomax II-familysheetDocument3 pagesLed Highbay Ecomax II-familysheetM. Fikri UtomoNo ratings yet
- Colpoly 7167 TDSDocument2 pagesColpoly 7167 TDSKristjan PosavecNo ratings yet
- LS 6943 Temperature DependenceDocument7 pagesLS 6943 Temperature Dependencedancej55No ratings yet
- Yumelux: Brightness As It Is, Though It Is Energy SavingDocument2 pagesYumelux: Brightness As It Is, Though It Is Energy SavingAldrin CarlosNo ratings yet
- 892243AA6DD96824618E7CDA189B43Document101 pages892243AA6DD96824618E7CDA189B43Ravi SapraNo ratings yet
- OMS_DS_TruxianDocument1 pageOMS_DS_Truxiancsvignesh89No ratings yet
- Colpoly 7167 8A TDSDocument2 pagesColpoly 7167 8A TDSKristjan PosavecNo ratings yet
- Colpoly 7160 TDSDocument2 pagesColpoly 7160 TDSKristjan PosavecNo ratings yet
- Setalux 1753 XS-65Document2 pagesSetalux 1753 XS-65I Love MusicNo ratings yet
- Prooduct Datasheet - PrevaLED COIN 50 COB G2 (2021-2-1 Update)Document5 pagesProoduct Datasheet - PrevaLED COIN 50 COB G2 (2021-2-1 Update)ovanNo ratings yet
- Bever SPEC Luci-Series-Minthe 2017-06-01Document2 pagesBever SPEC Luci-Series-Minthe 2017-06-01Yhs Associates Sdn. Bhd.No ratings yet
- Rohm & Haas Amberlite IRN 150 LDocument2 pagesRohm & Haas Amberlite IRN 150 LMuhammad ImranNo ratings yet
- A-Ibis200 Vaporizer-2014.6Document4 pagesA-Ibis200 Vaporizer-2014.6Adi SupriantoNo ratings yet
- Manual Copolimeros de Bloque Series L y R-StepanDocument8 pagesManual Copolimeros de Bloque Series L y R-StepanHebert FerneynesNo ratings yet
- Colpoly 7172 TDSDocument2 pagesColpoly 7172 TDSKristjan PosavecNo ratings yet
- File 5 20160314141850 6199Document5 pagesFile 5 20160314141850 6199CanhVanNo ratings yet
- Evoque Sa 520 TDSDocument1 pageEvoque Sa 520 TDSEVOKEM KİMYANo ratings yet
- Epolam2040 2042 2047 GBDocument6 pagesEpolam2040 2042 2047 GBEduardo JoseNo ratings yet
- 27e9f1d3-c2a9-443a-b033-5cecf47738caDocument3 pages27e9f1d3-c2a9-443a-b033-5cecf47738caahmetNo ratings yet
- Colpoly 7166 TDSDocument2 pagesColpoly 7166 TDSKristjan PosavecNo ratings yet
- Colpoly - 7166 - ISO-NPG Unsaturared Polyester resinTDSDocument2 pagesColpoly - 7166 - ISO-NPG Unsaturared Polyester resinTDStrường phạmNo ratings yet
- Consumbles List Section Wise.Document9 pagesConsumbles List Section Wise.engineeringNo ratings yet
- AB Card - A12-004 Samsung B-30K 24-04-12Document3 pagesAB Card - A12-004 Samsung B-30K 24-04-12wtwilightwNo ratings yet
- TDS - Adekanol Uh-450 VF PDFDocument6 pagesTDS - Adekanol Uh-450 VF PDFAPEX SONNo ratings yet
- Abner 3Document1 pageAbner 3waheed babarNo ratings yet
- Amberlite IRN 150 LDocument2 pagesAmberlite IRN 150 LMuhammad ImranNo ratings yet
- LDN 6 CylDocument4 pagesLDN 6 Cyldjust0311No ratings yet
- SUMIPEX® - Sumitomo Chemical Asia-Yr2015-1Document20 pagesSUMIPEX® - Sumitomo Chemical Asia-Yr2015-1Jerry ChowNo ratings yet
- MacrynalDocument2 pagesMacrynalMuhammad AhsanNo ratings yet
- Material Data Sheet SuperelasticDocument1 pageMaterial Data Sheet SuperelasticlarryNo ratings yet
- 24W Round Panel Spec Sheet 2Document2 pages24W Round Panel Spec Sheet 2Job TiruNo ratings yet
- ZALUX Datasheet ACQUEX 301020Document2 pagesZALUX Datasheet ACQUEX 301020Charlie MendozaNo ratings yet
- Duranate WL72-100 Product Info - Isocyanate - Asahi KASEIDocument5 pagesDuranate WL72-100 Product Info - Isocyanate - Asahi KASEIichsan hakimNo ratings yet
- Loctite 2440™: Technical Data SheetDocument3 pagesLoctite 2440™: Technical Data SheetFabio ParceroNo ratings yet
- UV Cure Conformal CoatingDocument3 pagesUV Cure Conformal CoatingLavin ZengNo ratings yet
- NEPTUNEDocument1 pageNEPTUNEFatsahNo ratings yet
- Flood Light: FL Optica 285Document2 pagesFlood Light: FL Optica 285Haris AmrullahNo ratings yet
- Industrial Gearbox Oils: Parthan EpDocument20 pagesIndustrial Gearbox Oils: Parthan EpChetan PrajapatiNo ratings yet
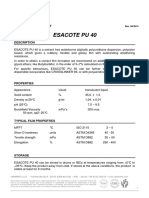
- Esacote Pu 40: Technical Data SheetDocument2 pagesEsacote Pu 40: Technical Data SheetShambhatiaNo ratings yet
- Anexo 8. CELDPROC EQ-2Document21 pagesAnexo 8. CELDPROC EQ-2Ivan ArroyoNo ratings yet
- Epiclon Epiclon: Standard Products Epoxy Resins & Curing AgentsDocument17 pagesEpiclon Epiclon: Standard Products Epoxy Resins & Curing AgentskamalnandreNo ratings yet
- Centrifugal Pumps (2 HP To 10 HP) : Performance Range MotorDocument2 pagesCentrifugal Pumps (2 HP To 10 HP) : Performance Range MotorSherin PaulNo ratings yet
- ITW Adhesive Plexus-MA3940-Data-SheetDocument2 pagesITW Adhesive Plexus-MA3940-Data-SheetMilind singhNo ratings yet
- KingDocument17 pagesKingstacayNo ratings yet
- Loctite 3090™: Product Description Cure Speed vs. SubstrateDocument4 pagesLoctite 3090™: Product Description Cure Speed vs. SubstrateNishant SenapatiNo ratings yet
- Aol Eng PDFDocument42 pagesAol Eng PDFSara Martin TrilloNo ratings yet
- HPS Lucalox XO Lamps Data Sheet en Tcm181-12782Document6 pagesHPS Lucalox XO Lamps Data Sheet en Tcm181-12782alvarogm10No ratings yet
- Scale-Up of Agitated Drying Effect of Shear Stress AndHydrostatic Pressure On Active Pharmaceutical IngredientPowder PropertiesDocument12 pagesScale-Up of Agitated Drying Effect of Shear Stress AndHydrostatic Pressure On Active Pharmaceutical IngredientPowder PropertiesMeri RopiqaNo ratings yet
- PCM FlasherDocument5 pagesPCM FlasherДрагиша Небитни ТрифуновићNo ratings yet
- Modeling Global Tsunamis With TelemacDocument14 pagesModeling Global Tsunamis With TelemacLa SailleNo ratings yet
- Flow Over Weir ExperimentDocument3 pagesFlow Over Weir ExperimentcsyahirnNo ratings yet
- Low Power Blood Pressure Meter Demonstration - Microchip Technology Inc - PDFDocument3 pagesLow Power Blood Pressure Meter Demonstration - Microchip Technology Inc - PDFRene Gonzales Vasquez100% (1)
- M3-TSY-MST-POS00-Y20-000041 - Installation of LV, HV and Fiber Optic Cable Pulling - ACDocument78 pagesM3-TSY-MST-POS00-Y20-000041 - Installation of LV, HV and Fiber Optic Cable Pulling - ACbrian sanchezNo ratings yet
- Scheme of Work: Cambridge IGCSE / Cambridge IGCSE (9-1) Mathematics 0580 / 0980Document57 pagesScheme of Work: Cambridge IGCSE / Cambridge IGCSE (9-1) Mathematics 0580 / 0980n100% (1)
- Long Quiz 1-BDocument11 pagesLong Quiz 1-BEthel FajardoNo ratings yet
- Springs 3 231118 200148Document25 pagesSprings 3 231118 2001486153No ratings yet
- 2019-Me-111 Lab Report 2 (Quick Return Mechanism)Document8 pages2019-Me-111 Lab Report 2 (Quick Return Mechanism)touqeerahmad 9058No ratings yet
- Mann-1999-Marine Mammal ScienceDocument21 pagesMann-1999-Marine Mammal ScienceLUCAS GARCIA MARTINSNo ratings yet
- Anova How To StatisticaDocument3 pagesAnova How To StatisticaAngelicaNo ratings yet
- P1 - Lengua ExtranjeraDocument4 pagesP1 - Lengua ExtranjeraJOSHUA ELIHU OLIVO MOHEYERNo ratings yet
- MERALCO Electric Bill MonitoringDocument6 pagesMERALCO Electric Bill MonitoringJonathan Brylle CardinalNo ratings yet
- DBMS Answer Sheet 2020fallDocument7 pagesDBMS Answer Sheet 2020fallShariar Parvez TonmoyNo ratings yet
- 08 GRP08a SGCMDocument18 pages08 GRP08a SGCMeurospeed2No ratings yet
- Solutions of Inverse Geodetic Problem in Navigational Applications PDFDocument5 pagesSolutions of Inverse Geodetic Problem in Navigational Applications PDFLacci123No ratings yet
- Analytical Sampling From Industrial Processes: March 2017Document42 pagesAnalytical Sampling From Industrial Processes: March 2017Alcimar MonteiroNo ratings yet
- Electric Motor 7Document84 pagesElectric Motor 7abdulkadhirNo ratings yet
- Vaccine: Contents Lists Available atDocument9 pagesVaccine: Contents Lists Available atShabrina Amalia SuciNo ratings yet
- BJT As An Amplifier: Biasing and Small Signal Model: ECE60L Lecture Notes, Spring 2002Document15 pagesBJT As An Amplifier: Biasing and Small Signal Model: ECE60L Lecture Notes, Spring 2002anon020202100% (1)
- Storyboard Example StudentsDocument6 pagesStoryboard Example Studentsbrianzuch2002No ratings yet
- Chapter 3Document23 pagesChapter 3Angel ChiNo ratings yet
- Bassy Certificate 2021Document12 pagesBassy Certificate 2021AMUDI EMEKANo ratings yet
- Science MCQDocument143 pagesScience MCQBala Murugan100% (1)
- GeothermalDocument52 pagesGeothermalJoshi ChumbaleNo ratings yet
- Amine SystemsDocument38 pagesAmine SystemsBrett ClintonNo ratings yet