Download as pdf or txt
You might also like
- Turgeon - Hematology Study QuestionsDocument65 pagesTurgeon - Hematology Study QuestionsGertrudeshane IletoNo ratings yet
- Ass 9Document3 pagesAss 9Mai Duy KhánhNo ratings yet
- A Guide to Electronic Maintenance and RepairsFrom EverandA Guide to Electronic Maintenance and RepairsRating: 4.5 out of 5 stars4.5/5 (7)
- CSP 20-21 App Development Planning GuideDocument7 pagesCSP 20-21 App Development Planning GuideJoel MamanNo ratings yet
- 4759 PDFDocument9 pages4759 PDFamitjustamitNo ratings yet
- NTC ncp18Document10 pagesNTC ncp18betodias30No ratings yet
- DatasheetDocument2 pagesDatasheetJuan TiradoNo ratings yet
- GBP4005Document2 pagesGBP4005T3DeathByteNo ratings yet
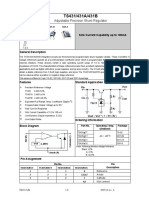
- TS431/431A/431B: Adjustable Precision Shunt RegulatorDocument8 pagesTS431/431A/431B: Adjustable Precision Shunt RegulatordarioNo ratings yet
- Diodo Zener RegulableDocument8 pagesDiodo Zener RegulableHugo SantanaNo ratings yet
- TS431/431A/431B: Adjustable Precision Shunt RegulatorDocument8 pagesTS431/431A/431B: Adjustable Precision Shunt RegulatorLoaiza DerlyNo ratings yet
- Diode RR2LAM6STFDocument8 pagesDiode RR2LAM6STF강이석No ratings yet
- AB01B Data Sheet: V 800 V, I 0.5 A, T 200 Ns Fast Recovery DiodeDocument5 pagesAB01B Data Sheet: V 800 V, I 0.5 A, T 200 Ns Fast Recovery DiodeytnateNo ratings yet
- Rohs Rohs: Crear by ArtDocument2 pagesRohs Rohs: Crear by ArtGomgom Johari Silalahi JohariNo ratings yet
- 2N5060 Series Sensitive Gate Silicon Controlled Rectifiers: Reverse Blocking ThyristorsDocument8 pages2N5060 Series Sensitive Gate Silicon Controlled Rectifiers: Reverse Blocking ThyristorsAndresNo ratings yet
- MDD14N25C: N-Channel MOSFET 250V, 10.2A, 0.28Document6 pagesMDD14N25C: N-Channel MOSFET 250V, 10.2A, 0.28Chang ChangNo ratings yet
- Ponte de Diodo RBV3510Document3 pagesPonte de Diodo RBV3510Allyfranhy Nunes AlvesNo ratings yet
- 627 (Qfdsvxodwh$Gmxvwdeoh5Hihuhqfh6Rxufh: Dongguan Nanjing ElectronicsDocument4 pages627 (Qfdsvxodwh$Gmxvwdeoh5Hihuhqfh6Rxufh: Dongguan Nanjing ElectronicsLoengrin MontillaNo ratings yet
- FCQ10A03L (Diodo Schottky)Document6 pagesFCQ10A03L (Diodo Schottky)Luis Gamalier ZuritaNo ratings yet
- High Efficiency Fast Recovery Rectifier Diodes: DescriptionDocument5 pagesHigh Efficiency Fast Recovery Rectifier Diodes: DescriptionzigobasNo ratings yet
- BCR402R-Infineon Technologies AGDocument3 pagesBCR402R-Infineon Technologies AGjassemNo ratings yet
- R6020ANX - 12 Datasheet (PDF) - RohmDocument14 pagesR6020ANX - 12 Datasheet (PDF) - RohmNguyen Lan RivaretNo ratings yet
- MOSPEC-Semicon-M7 C138984Document2 pagesMOSPEC-Semicon-M7 C138984miguel itsonNo ratings yet
- Byt261piv 1000Document7 pagesByt261piv 1000LaurentEuniceNo ratings yet
- ssp7n60b sss7n60b PDFDocument11 pagesssp7n60b sss7n60b PDFNerio FerrerNo ratings yet
- STPS1L40M: Low Drop Power Schottky RectifierDocument6 pagesSTPS1L40M: Low Drop Power Schottky RectifierKatusso AyalaNo ratings yet
- Datasheet TLP127Document8 pagesDatasheet TLP127Leonardo GarciaNo ratings yet
- 100BGQ100 100BGQ100J: Schottky Rectifier 100 AmpDocument7 pages100BGQ100 100BGQ100J: Schottky Rectifier 100 Ampcrtc2688No ratings yet
- Datasheet PDFDocument10 pagesDatasheet PDFShikamaru MendozaNo ratings yet
- UX-G5B Data Sheet: V 7.5 KV, I 350 Ma High-Frequency and High-Voltage Rectifier DiodeDocument5 pagesUX-G5B Data Sheet: V 7.5 KV, I 350 Ma High-Frequency and High-Voltage Rectifier DiodeCường MchwNo ratings yet
- Irgp50B60Pdpbf: Warp2 Series Igbt With Ultrafast Soft Recovery DiodeDocument11 pagesIrgp50B60Pdpbf: Warp2 Series Igbt With Ultrafast Soft Recovery Diodepablo carrizoNo ratings yet
- Mospec: 1N4001 THRU 1N4007Document3 pagesMospec: 1N4001 THRU 1N4007biswanath jenaNo ratings yet
- GB 20 B 60Document10 pagesGB 20 B 60Ivanilto Martins da CruzNo ratings yet
- Silicon Rectifier: Thru 1N4 1N4001Document9 pagesSilicon Rectifier: Thru 1N4 1N4001Jeffrey ValleNo ratings yet
- Stpr620Ct/Cf/Cfp: Ultra Fast Recovery Rectifier DiodesDocument7 pagesStpr620Ct/Cf/Cfp: Ultra Fast Recovery Rectifier DiodestouchmemoryNo ratings yet
- Irgp50b60pdpdf 231209 190134Document11 pagesIrgp50b60pdpdf 231209 190134Denilson BonifacioNo ratings yet
- Datasheet Puente Rectificador KBL406G PassiveDocument3 pagesDatasheet Puente Rectificador KBL406G PassivehuevofritoNo ratings yet
- MD7002, A, B: at MW CaseDocument1 pageMD7002, A, B: at MW CaseHavandinhNo ratings yet
- Digitron Semiconductors: MBR2060CT-MBR20100CT 20A Schottky RectifiersDocument2 pagesDigitron Semiconductors: MBR2060CT-MBR20100CT 20A Schottky RectifiersShawn ClearNo ratings yet
- MDF10N60G 1Document6 pagesMDF10N60G 1samvick103No ratings yet
- CPV363MF: FeaturesDocument9 pagesCPV363MF: Featuresfolyóirat RádiótechnikaNo ratings yet
- STTH 100 W 06 CDocument8 pagesSTTH 100 W 06 CSandro SachserNo ratings yet
- Irgp 35 B 60 PDDocument11 pagesIrgp 35 B 60 PDflywheel2006No ratings yet
- SRF10100C PDFDocument2 pagesSRF10100C PDFFlavio William de SouzaNo ratings yet
- HFA15TB60: Ultrafast, Soft Recovery Diode HexfredDocument6 pagesHFA15TB60: Ultrafast, Soft Recovery Diode HexfredQuickerManNo ratings yet
- 1MBI300S-120: 1200V / 300A 1 in One-PackageDocument4 pages1MBI300S-120: 1200V / 300A 1 in One-PackageDaniel RodriguezNo ratings yet
- 2N440 Transistor ReferencesDocument6 pages2N440 Transistor ReferencesJose MoralesNo ratings yet
- SMC Sangdest Microelectronicstronic Nanjing MBR1560CT - C260264Document6 pagesSMC Sangdest Microelectronicstronic Nanjing MBR1560CT - C260264Soufiane AmsaguineNo ratings yet
- 431 (3-Legged SMD)Document2 pages431 (3-Legged SMD)Joey TorresNo ratings yet
- MDP2N60/MDF2N60: N-Channel MOSFET 600V, 2.0A, 4.5Document8 pagesMDP2N60/MDF2N60: N-Channel MOSFET 600V, 2.0A, 4.5Erroz RosadiNo ratings yet
- SSP7N60B/SSS7N60B: 600V N-Channel MOSFETDocument12 pagesSSP7N60B/SSS7N60B: 600V N-Channel MOSFETValdenor CostaNo ratings yet
- FQPF50N06Document8 pagesFQPF50N06Leydi jazmín Herrera ortizNo ratings yet
- KBF201 Thru KBF210: FeaturesDocument3 pagesKBF201 Thru KBF210: FeaturesBoyet PasionNo ratings yet
- SCS220KE2: 1200V 10A/20A V I Q 34nC (Per Leg)Document7 pagesSCS220KE2: 1200V 10A/20A V I Q 34nC (Per Leg)shivguptaNo ratings yet
- Datasheet SFP50N06 PDFDocument7 pagesDatasheet SFP50N06 PDFAdeniltonNo ratings yet
- MBRS140T3 Surface Mount Schottky Power RectifierDocument4 pagesMBRS140T3 Surface Mount Schottky Power RectifierfreddyNo ratings yet
- SEMIKRON DataSheet SKKE 1201 22 07290030Document3 pagesSEMIKRON DataSheet SKKE 1201 22 07290030Santosh BabarNo ratings yet
- IGBT MODULE (N Series) : N N Outline DrawingDocument4 pagesIGBT MODULE (N Series) : N N Outline DrawingGabriel EscamillaNo ratings yet
- TLP731, TLP732: Office Machine Household Use Equipment Solid State Relay Switching Power SupplyDocument10 pagesTLP731, TLP732: Office Machine Household Use Equipment Solid State Relay Switching Power Supplycarlosjuniors888No ratings yet
- STTH20003TV: Ultrafast High Voltage RectifierDocument7 pagesSTTH20003TV: Ultrafast High Voltage RectifierCarlos IbaNo ratings yet
- HFA16PA60CDocument6 pagesHFA16PA60CDwp BhaskaranNo ratings yet
- Irf 634 BDocument8 pagesIrf 634 BAhmed ShagidullinNo ratings yet
- Electricity in Fish Research and Management: Theory and PracticeFrom EverandElectricity in Fish Research and Management: Theory and PracticeNo ratings yet
- Chapter 4 ProblemsDocument4 pagesChapter 4 ProblemsSteve DiazNo ratings yet
- To Study The Impact of Technology On RecruitmentDocument9 pagesTo Study The Impact of Technology On RecruitmentInternational Journal of Innovative Science and Research TechnologyNo ratings yet
- For HARDBOUNDDocument89 pagesFor HARDBOUNDdelcar vidal100% (1)
- Bed and Bathroom Linen - 29.12.2020Document2 pagesBed and Bathroom Linen - 29.12.2020Eden Led LightingNo ratings yet
- DD RhinosinusitisDocument9 pagesDD RhinosinusitisZuhal Darwis100% (1)
- Mastering On LinuxKernelDocument455 pagesMastering On LinuxKernelRAMU100% (2)
- Đề cũ 4Document30 pagesĐề cũ 4Lê Hồng ThịnhNo ratings yet
- The Human Body: An Orientation: Chapter 1 Part BDocument32 pagesThe Human Body: An Orientation: Chapter 1 Part Bterryortiz825No ratings yet
- Rhythm SticksDocument16 pagesRhythm SticksNomer Anthony MadridejoNo ratings yet
- Cbu Credit Card Details FormDocument1 pageCbu Credit Card Details FormdollarNo ratings yet
- HNI67Document1 pageHNI67Arsh AhmadNo ratings yet
- Persuasive WritingDocument34 pagesPersuasive WritingRoda RodaNo ratings yet
- General Biology 1: TEST II. Modified True or False. Indicate Whether The Statement Is True or False. If False, Change TheDocument2 pagesGeneral Biology 1: TEST II. Modified True or False. Indicate Whether The Statement Is True or False. If False, Change TheMA. HAZEL TEOLOGONo ratings yet
- The Measures of Central TendencyDocument40 pagesThe Measures of Central TendencyMark Lester Brosas TorreonNo ratings yet
- Personal Details: SRM Institute of Science and TechnologyDocument2 pagesPersonal Details: SRM Institute of Science and TechnologyZenelNo ratings yet
- Tatalaksana Gizi BurukDocument80 pagesTatalaksana Gizi BurukIntania FadillaNo ratings yet
- Second Order Runge-Kutta Method: ExampleDocument9 pagesSecond Order Runge-Kutta Method: ExampleAhmed MobarkiNo ratings yet
- Maintenance of PSC GirdersDocument10 pagesMaintenance of PSC GirdersradhakrishnangNo ratings yet
- Eviction Information Requirements Rev0819 en FilDocument2 pagesEviction Information Requirements Rev0819 en FilLittle TownNo ratings yet
- 4H1662 AnimalScienceAnywhere-Meat CutsDocument13 pages4H1662 AnimalScienceAnywhere-Meat CutsshylynnNo ratings yet
- Ch04 6e Slutions HoyleDocument44 pagesCh04 6e Slutions HoyleJackie PerezNo ratings yet
- Accounting Principles 10th Edition Weygandt & Kimmel Chapter 1Document40 pagesAccounting Principles 10th Edition Weygandt & Kimmel Chapter 1ZisanNo ratings yet
- AIMB-780 Reliability Test ReportDocument60 pagesAIMB-780 Reliability Test ReportNguyen DanhNo ratings yet
- Ultrasonic TestingDocument153 pagesUltrasonic Testinglucky kakanNo ratings yet
- Msds Aceite de Sacha Inchi Indice de RefracciónDocument5 pagesMsds Aceite de Sacha Inchi Indice de Refraccióngabriela_moron_aNo ratings yet
- Alter IndexDocument64 pagesAlter IndexPiyush MandalNo ratings yet