
Optimization of Grinding
Optimization of Grinding
You might also like
- Mi-17 ChecklistDocument32 pagesMi-17 Checklistpilot digital100% (11)
- BG49 Commissioning Air SystemsDocument83 pagesBG49 Commissioning Air SystemsFinlay100% (2)
- Above Ground Storage TanksDocument3 pagesAbove Ground Storage TanksAugusto Manuel Inga Sánchez0% (1)
- Sem 656D PDFDocument2 pagesSem 656D PDFpejabatkorupNo ratings yet
- EPMS System Guide For Subcontractor - V1 2Document13 pagesEPMS System Guide For Subcontractor - V1 2AdouaneNassim100% (2)
- KL 900 Details SpecsDocument4 pagesKL 900 Details SpecsbenNo ratings yet
- Grinding PDFDocument5 pagesGrinding PDFshuklahouseNo ratings yet
- Optimization of Process Parameters of Friction Stir Welding of Aa 6082-T6 Using Grey Based Taguchi MethodDocument8 pagesOptimization of Process Parameters of Friction Stir Welding of Aa 6082-T6 Using Grey Based Taguchi MethodTJPRC PublicationsNo ratings yet
- Machinng MinitabDocument5 pagesMachinng MinitabParanjothi Rajasekar -PD-WINCNo ratings yet
- Mathematical Modeling For Predicting Angular Distortion in Tig Welding of Stainless Steel 409L Butt WeldsDocument6 pagesMathematical Modeling For Predicting Angular Distortion in Tig Welding of Stainless Steel 409L Butt WeldsAnusua DasNo ratings yet
- Optimization of The WEDM Parameters On MDocument10 pagesOptimization of The WEDM Parameters On MlarryNo ratings yet
- Experimental Investigation and Optimization of Machining Parameters For Surface Roughness in CNC Turning by Taguchi MethodDocument6 pagesExperimental Investigation and Optimization of Machining Parameters For Surface Roughness in CNC Turning by Taguchi MethodEgehan ÜnalNo ratings yet
- Ajm Jurnal PDFDocument9 pagesAjm Jurnal PDFrahmat nur karimNo ratings yet
- Sivateja 2015 PDFDocument6 pagesSivateja 2015 PDFsuneetha suniNo ratings yet
- Taguchi Techniques - A ReviewDocument7 pagesTaguchi Techniques - A ReviewapteashutoshNo ratings yet
- Optimization of Process Parameters For Turning Operation On D3 Die SteelDocument4 pagesOptimization of Process Parameters For Turning Operation On D3 Die SteelInternational Journal of Innovative Science and Research TechnologyNo ratings yet
- Study of Edm Process Parameters of Surface Roughness in Titanium Using Taguchi MethodDocument6 pagesStudy of Edm Process Parameters of Surface Roughness in Titanium Using Taguchi MethoduniquetechvideosNo ratings yet
- Patel 2020Document5 pagesPatel 2020Dr. Vijay GadakhNo ratings yet
- Analysis and Optimization of Surface Roughness in Turning Operation of Mild Steel Using Taguchi MethodDocument5 pagesAnalysis and Optimization of Surface Roughness in Turning Operation of Mild Steel Using Taguchi MethodIzzah HzmhNo ratings yet
- 3 7 1 4 751 PDFDocument3 pages3 7 1 4 751 PDF39SEAShashi KhatriNo ratings yet
- ANITHA, R. ARUNACHALAM, S. RADHAKRISHNAN, P. Critical Parameters Influencing PDFDocument4 pagesANITHA, R. ARUNACHALAM, S. RADHAKRISHNAN, P. Critical Parameters Influencing PDFKevin Sacramento Vivas NeresNo ratings yet
- Optimization of Process Prarmeters in Grinding Process To Reduce The Rework in Case of Piston Using Taguchi TechniqueDocument6 pagesOptimization of Process Prarmeters in Grinding Process To Reduce The Rework in Case of Piston Using Taguchi TechniqueInternational Journal of Application or Innovation in Engineering & ManagementNo ratings yet
- Applied Mechanics and Materials Vols. 813-814 (2015) PP 563-568Document6 pagesApplied Mechanics and Materials Vols. 813-814 (2015) PP 563-568Israr EqubalNo ratings yet
- Parametric Optimization of Tig Welding To Determine Welding Strength of S30430 Stainless SteelDocument10 pagesParametric Optimization of Tig Welding To Determine Welding Strength of S30430 Stainless SteelTJPRC PublicationsNo ratings yet
- Multi-Response Optimization of Machining Parameters of Turning AA6063 T6 Aluminium Alloy Using Grey Relational Analysis in Taguchi MethodDocument8 pagesMulti-Response Optimization of Machining Parameters of Turning AA6063 T6 Aluminium Alloy Using Grey Relational Analysis in Taguchi MethodAnushree VinuNo ratings yet
- Optimization of Wedm Parameters Using Taguchi Method and Fuzzy Logic Technique For Al-6351Document10 pagesOptimization of Wedm Parameters Using Taguchi Method and Fuzzy Logic Technique For Al-6351TJPRC PublicationsNo ratings yet
- Performance Analysis of Surface Roughness in Al Alloy Using Different Cutting ParametersDocument4 pagesPerformance Analysis of Surface Roughness in Al Alloy Using Different Cutting ParametersBaju BawonoNo ratings yet
- Edm ParametiDocument10 pagesEdm ParametiAjdinNo ratings yet
- En353 - 3 PDFDocument6 pagesEn353 - 3 PDFsenthil kumarNo ratings yet
- HTL - 15-5 PH - Effect of The Influence of Cutting Parameters On 15-5PH Stainless Steel ForDocument10 pagesHTL - 15-5 PH - Effect of The Influence of Cutting Parameters On 15-5PH Stainless Steel ForSridhar AtlaNo ratings yet
- Taguchi Design of Experiments: - Based On A Design of Experiments (DOE) Methodology For Determining Parameter LevelsDocument46 pagesTaguchi Design of Experiments: - Based On A Design of Experiments (DOE) Methodology For Determining Parameter Levelselie chaneNo ratings yet
- 2009 IIIE Taguchi LatheDocument13 pages2009 IIIE Taguchi LatheAbdul jeleelNo ratings yet
- Determination of Optimum Cutting Parameters For Multiperformance Characteristics in CNC End Milling of Al-Si7Mg Aluminum AlloyDocument7 pagesDetermination of Optimum Cutting Parameters For Multiperformance Characteristics in CNC End Milling of Al-Si7Mg Aluminum AlloyerpublicationNo ratings yet
- Optimization of Machining Parameter For Turning of en 16 SteelDocument5 pagesOptimization of Machining Parameter For Turning of en 16 SteelShivam SharmaNo ratings yet
- Optimization of Turning Process Parameters by Using Grey-TaguchiDocument8 pagesOptimization of Turning Process Parameters by Using Grey-TaguchiDagim atnafuNo ratings yet
- 41 Ijmperdjun201941Document8 pages41 Ijmperdjun201941TJPRC PublicationsNo ratings yet
- Study On Cutting Parameters To Reduce The Surface Roughness in Hard Turning of SKD 61 Steel Using Taguchi MethodDocument4 pagesStudy On Cutting Parameters To Reduce The Surface Roughness in Hard Turning of SKD 61 Steel Using Taguchi MethodEditor IJTSRDNo ratings yet
- AA 6063 T6 Aluminium AlloyDocument68 pagesAA 6063 T6 Aluminium AlloySantosh PatelNo ratings yet
- Design Process of Energy Effective Shredding Machines For Biomass TreatmentDocument5 pagesDesign Process of Energy Effective Shredding Machines For Biomass TreatmentAhmed ShawkiNo ratings yet
- Mathematical Modelling To Predict The Residual Stresses Induced in Milling ProcessDocument6 pagesMathematical Modelling To Predict The Residual Stresses Induced in Milling ProcessTJPRC PublicationsNo ratings yet
- Effect of Cutting Speed, Feed Rate and Depth of Cut On Surface Roughness of Mild Steel in Turning OperationDocument6 pagesEffect of Cutting Speed, Feed Rate and Depth of Cut On Surface Roughness of Mild Steel in Turning OperationSourav PatilNo ratings yet
- Optimization of Squeeze Casting Process Parameters Using Taguchi AnalysisDocument6 pagesOptimization of Squeeze Casting Process Parameters Using Taguchi AnalysisjanakNo ratings yet
- Model Order Reduction of Bolting and Feasibility EvaluationDocument8 pagesModel Order Reduction of Bolting and Feasibility EvaluationTJPRC PublicationsNo ratings yet
- Optimization of Process Parameters in Tig Welding of Aisi 202 Stainless Steel Using Response Surface MethodologyDocument5 pagesOptimization of Process Parameters in Tig Welding of Aisi 202 Stainless Steel Using Response Surface MethodologyShantonu Mitra ShantoNo ratings yet
- 10 16984-Saufenbilder 409502-511910Document5 pages10 16984-Saufenbilder 409502-511910aitorNo ratings yet
- Taguchi's Design of Experiments and Selection of Orthogonal ArrayDocument22 pagesTaguchi's Design of Experiments and Selection of Orthogonal ArrayBhavin DesaiNo ratings yet
- Optimization of Turning Process Parameters, On en 9 Carbon Steel Using Grey Relational AnalysisDocument5 pagesOptimization of Turning Process Parameters, On en 9 Carbon Steel Using Grey Relational AnalysisIJIERT-International Journal of Innovations in Engineering Research and TechnologyNo ratings yet
- Analyses of Surface Roughness by Turning Process Using Taguchi MethodDocument4 pagesAnalyses of Surface Roughness by Turning Process Using Taguchi MethodmuralikonathamNo ratings yet
- Optimization of Cutting Parameters in High Speed Turning by Grey Relational AnalysisDocument8 pagesOptimization of Cutting Parameters in High Speed Turning by Grey Relational AnalysiscevherimNo ratings yet
- Strength Analysis of Tig and Smaw Wleding: KeywordDocument10 pagesStrength Analysis of Tig and Smaw Wleding: KeywordBhavani PrasadNo ratings yet
- Application of Taguchi Method in The Optimization of End Milling Parameters J.A. Ghani, I.A. Choudhury, H.H. HassanDocument9 pagesApplication of Taguchi Method in The Optimization of End Milling Parameters J.A. Ghani, I.A. Choudhury, H.H. HassanMohamedKamal100% (1)
- 1516 Prod 131Document7 pages1516 Prod 131Sumit bidwaiNo ratings yet
- Effect of Machining Parameters On Cutting Forces During Turning of Mild Steel On High Speed Lathe by Using Taguchi Orthogonal ArrayDocument8 pagesEffect of Machining Parameters On Cutting Forces During Turning of Mild Steel On High Speed Lathe by Using Taguchi Orthogonal ArrayIzzah HzmhNo ratings yet
- 06 Analysis of VarianceDocument48 pages06 Analysis of VarianceJerome TeañoNo ratings yet
- Question CDocument10 pagesQuestion CDesalegn DgaNo ratings yet
- Taguchi Method For Analysing The Lathe MachineDocument10 pagesTaguchi Method For Analysing The Lathe MachineIJRASETPublicationsNo ratings yet
- Chapter 7 ReDocument18 pagesChapter 7 ReJohnson AnthonyNo ratings yet
- Assembly Line Balancing Methods-A Case Study: Vrittika V Pachghare, R. S. DaluDocument5 pagesAssembly Line Balancing Methods-A Case Study: Vrittika V Pachghare, R. S. DaluKenan MuhamedagicNo ratings yet
- An Experimental Analysis of Turning Operation in EN 31ALLOYDocument5 pagesAn Experimental Analysis of Turning Operation in EN 31ALLOYEditor IJTSRDNo ratings yet
- Optimisation of Machining ParameterDocument5 pagesOptimisation of Machining ParameterSihle NdlovuNo ratings yet
- Optimization of Cutting Parameters in Turning Operation of Mild SteelDocument6 pagesOptimization of Cutting Parameters in Turning Operation of Mild SteelIzzah HzmhNo ratings yet
- Multi-Response Optimization of PTA Welding Parameter For Overlay Process of Stellite 6B On Duplex Stainless Steel Using Taguchi MethodDocument4 pagesMulti-Response Optimization of PTA Welding Parameter For Overlay Process of Stellite 6B On Duplex Stainless Steel Using Taguchi MethodBrajendra PatelNo ratings yet
- Analysis of Plant Layout For Reducing Production Cost: April 2013Document7 pagesAnalysis of Plant Layout For Reducing Production Cost: April 2013HarishVenkatesanNo ratings yet
- 126 Ijmperdfeb2018126Document6 pages126 Ijmperdfeb2018126TJPRC PublicationsNo ratings yet
- Materials Science and Technology of Optical FabricationFrom EverandMaterials Science and Technology of Optical FabricationNo ratings yet
- HD ND ZUE - enDocument28 pagesHD ND ZUE - enwylie01No ratings yet
- Vcs DsDocument3 pagesVcs DsPraveen TammaliNo ratings yet
- Personal Website Project: W3C ValidatorDocument4 pagesPersonal Website Project: W3C ValidatorbrexNo ratings yet
- BSCITDocument34 pagesBSCITNilabjo Kanti PaulNo ratings yet
- 1B. - Tension Members Ce134p-2 - EscruzDocument33 pages1B. - Tension Members Ce134p-2 - EscruzAireesha GozeNo ratings yet
- Aeci Mining Explosives Differentitated Products AccessoriesDocument11 pagesAeci Mining Explosives Differentitated Products AccessoriesMashudu MbulayeniNo ratings yet
- Android Complete Reference by KavitaDocument35 pagesAndroid Complete Reference by KavitaKumar RajadhyakshNo ratings yet
- Hydraulic Plant AnalysisDocument21 pagesHydraulic Plant AnalysispippoNo ratings yet
- Catálogo MagnafluxDocument52 pagesCatálogo Magnafluxdaburto2No ratings yet
- Peltier Gas Cooler Series ECP® - ECP20 - DataDocument3 pagesPeltier Gas Cooler Series ECP® - ECP20 - DataJ.K. BoermanNo ratings yet
- OOP Exercises - Java Programming TutorialDocument47 pagesOOP Exercises - Java Programming TutorialSam AlexanderNo ratings yet
- Perforating Equipment Head (PEH-L) Maintenance SWI SLS-1 SetDocument32 pagesPerforating Equipment Head (PEH-L) Maintenance SWI SLS-1 SetJose Antonio AcostaNo ratings yet
- Nov PistonsDocument2 pagesNov PistonsRICARDO REYESNo ratings yet
- BSDS Design Standard Guide ManualDocument335 pagesBSDS Design Standard Guide ManualPEOIROW SOLEYTENo ratings yet
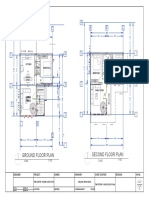
- 2 Storey House PlanDocument4 pages2 Storey House PlanVinluan Erika AnnNo ratings yet
- ResumeDocument4 pagesResumeRegina VrikkisNo ratings yet
- IO-360-L2A Parts Catalog PC-406-L2A PDFDocument75 pagesIO-360-L2A Parts Catalog PC-406-L2A PDFPiyushNo ratings yet
- Arduino Microcontroller Processing For Everyone-Steven F. BarrettDocument358 pagesArduino Microcontroller Processing For Everyone-Steven F. BarrettPedro LimaNo ratings yet
- Indian Wind Power, April - May 2016Document44 pagesIndian Wind Power, April - May 2016kjatin81No ratings yet
- 3-20-17 Draft MBTA Strategic PlanDocument50 pages3-20-17 Draft MBTA Strategic Plantali_bergerNo ratings yet
- Voronoi in MapInfoDocument4 pagesVoronoi in MapInfoRaul RamboNo ratings yet
- Ipc 2226Document63 pagesIpc 2226Benyamin Farzaneh AghajarieNo ratings yet
- IkegamiDocument2 pagesIkegamiRaul Balderrama DNo ratings yet
- C901 10Document3 pagesC901 10Lorena JimenezNo ratings yet
























































































Download as pdf or txt
You might also like
- Mi-17 ChecklistDocument32 pagesMi-17 Checklistpilot digital100% (11)
- BG49 Commissioning Air SystemsDocument83 pagesBG49 Commissioning Air SystemsFinlay100% (2)
- Above Ground Storage TanksDocument3 pagesAbove Ground Storage TanksAugusto Manuel Inga Sánchez0% (1)
- Sem 656D PDFDocument2 pagesSem 656D PDFpejabatkorupNo ratings yet
- EPMS System Guide For Subcontractor - V1 2Document13 pagesEPMS System Guide For Subcontractor - V1 2AdouaneNassim100% (2)
- KL 900 Details SpecsDocument4 pagesKL 900 Details SpecsbenNo ratings yet
- Grinding PDFDocument5 pagesGrinding PDFshuklahouseNo ratings yet
- Optimization of Process Parameters of Friction Stir Welding of Aa 6082-T6 Using Grey Based Taguchi MethodDocument8 pagesOptimization of Process Parameters of Friction Stir Welding of Aa 6082-T6 Using Grey Based Taguchi MethodTJPRC PublicationsNo ratings yet
- Machinng MinitabDocument5 pagesMachinng MinitabParanjothi Rajasekar -PD-WINCNo ratings yet
- Mathematical Modeling For Predicting Angular Distortion in Tig Welding of Stainless Steel 409L Butt WeldsDocument6 pagesMathematical Modeling For Predicting Angular Distortion in Tig Welding of Stainless Steel 409L Butt WeldsAnusua DasNo ratings yet
- Optimization of The WEDM Parameters On MDocument10 pagesOptimization of The WEDM Parameters On MlarryNo ratings yet
- Experimental Investigation and Optimization of Machining Parameters For Surface Roughness in CNC Turning by Taguchi MethodDocument6 pagesExperimental Investigation and Optimization of Machining Parameters For Surface Roughness in CNC Turning by Taguchi MethodEgehan ÜnalNo ratings yet
- Ajm Jurnal PDFDocument9 pagesAjm Jurnal PDFrahmat nur karimNo ratings yet
- Sivateja 2015 PDFDocument6 pagesSivateja 2015 PDFsuneetha suniNo ratings yet
- Taguchi Techniques - A ReviewDocument7 pagesTaguchi Techniques - A ReviewapteashutoshNo ratings yet
- Optimization of Process Parameters For Turning Operation On D3 Die SteelDocument4 pagesOptimization of Process Parameters For Turning Operation On D3 Die SteelInternational Journal of Innovative Science and Research TechnologyNo ratings yet
- Study of Edm Process Parameters of Surface Roughness in Titanium Using Taguchi MethodDocument6 pagesStudy of Edm Process Parameters of Surface Roughness in Titanium Using Taguchi MethoduniquetechvideosNo ratings yet
- Patel 2020Document5 pagesPatel 2020Dr. Vijay GadakhNo ratings yet
- Analysis and Optimization of Surface Roughness in Turning Operation of Mild Steel Using Taguchi MethodDocument5 pagesAnalysis and Optimization of Surface Roughness in Turning Operation of Mild Steel Using Taguchi MethodIzzah HzmhNo ratings yet
- 3 7 1 4 751 PDFDocument3 pages3 7 1 4 751 PDF39SEAShashi KhatriNo ratings yet
- ANITHA, R. ARUNACHALAM, S. RADHAKRISHNAN, P. Critical Parameters Influencing PDFDocument4 pagesANITHA, R. ARUNACHALAM, S. RADHAKRISHNAN, P. Critical Parameters Influencing PDFKevin Sacramento Vivas NeresNo ratings yet
- Optimization of Process Prarmeters in Grinding Process To Reduce The Rework in Case of Piston Using Taguchi TechniqueDocument6 pagesOptimization of Process Prarmeters in Grinding Process To Reduce The Rework in Case of Piston Using Taguchi TechniqueInternational Journal of Application or Innovation in Engineering & ManagementNo ratings yet
- Applied Mechanics and Materials Vols. 813-814 (2015) PP 563-568Document6 pagesApplied Mechanics and Materials Vols. 813-814 (2015) PP 563-568Israr EqubalNo ratings yet
- Parametric Optimization of Tig Welding To Determine Welding Strength of S30430 Stainless SteelDocument10 pagesParametric Optimization of Tig Welding To Determine Welding Strength of S30430 Stainless SteelTJPRC PublicationsNo ratings yet
- Multi-Response Optimization of Machining Parameters of Turning AA6063 T6 Aluminium Alloy Using Grey Relational Analysis in Taguchi MethodDocument8 pagesMulti-Response Optimization of Machining Parameters of Turning AA6063 T6 Aluminium Alloy Using Grey Relational Analysis in Taguchi MethodAnushree VinuNo ratings yet
- Optimization of Wedm Parameters Using Taguchi Method and Fuzzy Logic Technique For Al-6351Document10 pagesOptimization of Wedm Parameters Using Taguchi Method and Fuzzy Logic Technique For Al-6351TJPRC PublicationsNo ratings yet
- Performance Analysis of Surface Roughness in Al Alloy Using Different Cutting ParametersDocument4 pagesPerformance Analysis of Surface Roughness in Al Alloy Using Different Cutting ParametersBaju BawonoNo ratings yet
- Edm ParametiDocument10 pagesEdm ParametiAjdinNo ratings yet
- En353 - 3 PDFDocument6 pagesEn353 - 3 PDFsenthil kumarNo ratings yet
- HTL - 15-5 PH - Effect of The Influence of Cutting Parameters On 15-5PH Stainless Steel ForDocument10 pagesHTL - 15-5 PH - Effect of The Influence of Cutting Parameters On 15-5PH Stainless Steel ForSridhar AtlaNo ratings yet
- Taguchi Design of Experiments: - Based On A Design of Experiments (DOE) Methodology For Determining Parameter LevelsDocument46 pagesTaguchi Design of Experiments: - Based On A Design of Experiments (DOE) Methodology For Determining Parameter Levelselie chaneNo ratings yet
- 2009 IIIE Taguchi LatheDocument13 pages2009 IIIE Taguchi LatheAbdul jeleelNo ratings yet
- Determination of Optimum Cutting Parameters For Multiperformance Characteristics in CNC End Milling of Al-Si7Mg Aluminum AlloyDocument7 pagesDetermination of Optimum Cutting Parameters For Multiperformance Characteristics in CNC End Milling of Al-Si7Mg Aluminum AlloyerpublicationNo ratings yet
- Optimization of Machining Parameter For Turning of en 16 SteelDocument5 pagesOptimization of Machining Parameter For Turning of en 16 SteelShivam SharmaNo ratings yet
- Optimization of Turning Process Parameters by Using Grey-TaguchiDocument8 pagesOptimization of Turning Process Parameters by Using Grey-TaguchiDagim atnafuNo ratings yet
- 41 Ijmperdjun201941Document8 pages41 Ijmperdjun201941TJPRC PublicationsNo ratings yet
- Study On Cutting Parameters To Reduce The Surface Roughness in Hard Turning of SKD 61 Steel Using Taguchi MethodDocument4 pagesStudy On Cutting Parameters To Reduce The Surface Roughness in Hard Turning of SKD 61 Steel Using Taguchi MethodEditor IJTSRDNo ratings yet
- AA 6063 T6 Aluminium AlloyDocument68 pagesAA 6063 T6 Aluminium AlloySantosh PatelNo ratings yet
- Design Process of Energy Effective Shredding Machines For Biomass TreatmentDocument5 pagesDesign Process of Energy Effective Shredding Machines For Biomass TreatmentAhmed ShawkiNo ratings yet
- Mathematical Modelling To Predict The Residual Stresses Induced in Milling ProcessDocument6 pagesMathematical Modelling To Predict The Residual Stresses Induced in Milling ProcessTJPRC PublicationsNo ratings yet
- Effect of Cutting Speed, Feed Rate and Depth of Cut On Surface Roughness of Mild Steel in Turning OperationDocument6 pagesEffect of Cutting Speed, Feed Rate and Depth of Cut On Surface Roughness of Mild Steel in Turning OperationSourav PatilNo ratings yet
- Optimization of Squeeze Casting Process Parameters Using Taguchi AnalysisDocument6 pagesOptimization of Squeeze Casting Process Parameters Using Taguchi AnalysisjanakNo ratings yet
- Model Order Reduction of Bolting and Feasibility EvaluationDocument8 pagesModel Order Reduction of Bolting and Feasibility EvaluationTJPRC PublicationsNo ratings yet
- Optimization of Process Parameters in Tig Welding of Aisi 202 Stainless Steel Using Response Surface MethodologyDocument5 pagesOptimization of Process Parameters in Tig Welding of Aisi 202 Stainless Steel Using Response Surface MethodologyShantonu Mitra ShantoNo ratings yet
- 10 16984-Saufenbilder 409502-511910Document5 pages10 16984-Saufenbilder 409502-511910aitorNo ratings yet
- Taguchi's Design of Experiments and Selection of Orthogonal ArrayDocument22 pagesTaguchi's Design of Experiments and Selection of Orthogonal ArrayBhavin DesaiNo ratings yet
- Optimization of Turning Process Parameters, On en 9 Carbon Steel Using Grey Relational AnalysisDocument5 pagesOptimization of Turning Process Parameters, On en 9 Carbon Steel Using Grey Relational AnalysisIJIERT-International Journal of Innovations in Engineering Research and TechnologyNo ratings yet
- Analyses of Surface Roughness by Turning Process Using Taguchi MethodDocument4 pagesAnalyses of Surface Roughness by Turning Process Using Taguchi MethodmuralikonathamNo ratings yet
- Optimization of Cutting Parameters in High Speed Turning by Grey Relational AnalysisDocument8 pagesOptimization of Cutting Parameters in High Speed Turning by Grey Relational AnalysiscevherimNo ratings yet
- Strength Analysis of Tig and Smaw Wleding: KeywordDocument10 pagesStrength Analysis of Tig and Smaw Wleding: KeywordBhavani PrasadNo ratings yet
- Application of Taguchi Method in The Optimization of End Milling Parameters J.A. Ghani, I.A. Choudhury, H.H. HassanDocument9 pagesApplication of Taguchi Method in The Optimization of End Milling Parameters J.A. Ghani, I.A. Choudhury, H.H. HassanMohamedKamal100% (1)
- 1516 Prod 131Document7 pages1516 Prod 131Sumit bidwaiNo ratings yet
- Effect of Machining Parameters On Cutting Forces During Turning of Mild Steel On High Speed Lathe by Using Taguchi Orthogonal ArrayDocument8 pagesEffect of Machining Parameters On Cutting Forces During Turning of Mild Steel On High Speed Lathe by Using Taguchi Orthogonal ArrayIzzah HzmhNo ratings yet
- 06 Analysis of VarianceDocument48 pages06 Analysis of VarianceJerome TeañoNo ratings yet
- Question CDocument10 pagesQuestion CDesalegn DgaNo ratings yet
- Taguchi Method For Analysing The Lathe MachineDocument10 pagesTaguchi Method For Analysing The Lathe MachineIJRASETPublicationsNo ratings yet
- Chapter 7 ReDocument18 pagesChapter 7 ReJohnson AnthonyNo ratings yet
- Assembly Line Balancing Methods-A Case Study: Vrittika V Pachghare, R. S. DaluDocument5 pagesAssembly Line Balancing Methods-A Case Study: Vrittika V Pachghare, R. S. DaluKenan MuhamedagicNo ratings yet
- An Experimental Analysis of Turning Operation in EN 31ALLOYDocument5 pagesAn Experimental Analysis of Turning Operation in EN 31ALLOYEditor IJTSRDNo ratings yet
- Optimisation of Machining ParameterDocument5 pagesOptimisation of Machining ParameterSihle NdlovuNo ratings yet
- Optimization of Cutting Parameters in Turning Operation of Mild SteelDocument6 pagesOptimization of Cutting Parameters in Turning Operation of Mild SteelIzzah HzmhNo ratings yet
- Multi-Response Optimization of PTA Welding Parameter For Overlay Process of Stellite 6B On Duplex Stainless Steel Using Taguchi MethodDocument4 pagesMulti-Response Optimization of PTA Welding Parameter For Overlay Process of Stellite 6B On Duplex Stainless Steel Using Taguchi MethodBrajendra PatelNo ratings yet
- Analysis of Plant Layout For Reducing Production Cost: April 2013Document7 pagesAnalysis of Plant Layout For Reducing Production Cost: April 2013HarishVenkatesanNo ratings yet
- 126 Ijmperdfeb2018126Document6 pages126 Ijmperdfeb2018126TJPRC PublicationsNo ratings yet
- Materials Science and Technology of Optical FabricationFrom EverandMaterials Science and Technology of Optical FabricationNo ratings yet
- HD ND ZUE - enDocument28 pagesHD ND ZUE - enwylie01No ratings yet
- Vcs DsDocument3 pagesVcs DsPraveen TammaliNo ratings yet
- Personal Website Project: W3C ValidatorDocument4 pagesPersonal Website Project: W3C ValidatorbrexNo ratings yet
- BSCITDocument34 pagesBSCITNilabjo Kanti PaulNo ratings yet
- 1B. - Tension Members Ce134p-2 - EscruzDocument33 pages1B. - Tension Members Ce134p-2 - EscruzAireesha GozeNo ratings yet
- Aeci Mining Explosives Differentitated Products AccessoriesDocument11 pagesAeci Mining Explosives Differentitated Products AccessoriesMashudu MbulayeniNo ratings yet
- Android Complete Reference by KavitaDocument35 pagesAndroid Complete Reference by KavitaKumar RajadhyakshNo ratings yet
- Hydraulic Plant AnalysisDocument21 pagesHydraulic Plant AnalysispippoNo ratings yet
- Catálogo MagnafluxDocument52 pagesCatálogo Magnafluxdaburto2No ratings yet
- Peltier Gas Cooler Series ECP® - ECP20 - DataDocument3 pagesPeltier Gas Cooler Series ECP® - ECP20 - DataJ.K. BoermanNo ratings yet
- OOP Exercises - Java Programming TutorialDocument47 pagesOOP Exercises - Java Programming TutorialSam AlexanderNo ratings yet
- Perforating Equipment Head (PEH-L) Maintenance SWI SLS-1 SetDocument32 pagesPerforating Equipment Head (PEH-L) Maintenance SWI SLS-1 SetJose Antonio AcostaNo ratings yet
- Nov PistonsDocument2 pagesNov PistonsRICARDO REYESNo ratings yet
- BSDS Design Standard Guide ManualDocument335 pagesBSDS Design Standard Guide ManualPEOIROW SOLEYTENo ratings yet
- 2 Storey House PlanDocument4 pages2 Storey House PlanVinluan Erika AnnNo ratings yet
- ResumeDocument4 pagesResumeRegina VrikkisNo ratings yet
- IO-360-L2A Parts Catalog PC-406-L2A PDFDocument75 pagesIO-360-L2A Parts Catalog PC-406-L2A PDFPiyushNo ratings yet
- Arduino Microcontroller Processing For Everyone-Steven F. BarrettDocument358 pagesArduino Microcontroller Processing For Everyone-Steven F. BarrettPedro LimaNo ratings yet
- Indian Wind Power, April - May 2016Document44 pagesIndian Wind Power, April - May 2016kjatin81No ratings yet
- 3-20-17 Draft MBTA Strategic PlanDocument50 pages3-20-17 Draft MBTA Strategic Plantali_bergerNo ratings yet
- Voronoi in MapInfoDocument4 pagesVoronoi in MapInfoRaul RamboNo ratings yet
- Ipc 2226Document63 pagesIpc 2226Benyamin Farzaneh AghajarieNo ratings yet
- IkegamiDocument2 pagesIkegamiRaul Balderrama DNo ratings yet
- C901 10Document3 pagesC901 10Lorena JimenezNo ratings yet