Download as pdf or txt
You might also like
- Informational Reading Comprehension Invasive SpeciesDocument4 pagesInformational Reading Comprehension Invasive Speciesapi-660640857100% (1)
- BY Prem Baboo Sr. Manager (Prod) National Fertilizers LTD, Vijaipur, IndiaDocument74 pagesBY Prem Baboo Sr. Manager (Prod) National Fertilizers LTD, Vijaipur, IndiaAlbertoNo ratings yet
- Nitric Acid Plants NA2000Document7 pagesNitric Acid Plants NA2000AbhijitNo ratings yet
- Ammonia NH3Document9 pagesAmmonia NH3Nikhil TanwarNo ratings yet
- Acid Concentration PlantsDocument8 pagesAcid Concentration PlantsAntony AbirawaNo ratings yet
- Ammonia How Much Catalyst Is Needed ForDocument10 pagesAmmonia How Much Catalyst Is Needed Forboris fernandezNo ratings yet
- OMEGA AIR - N-GEN - Nitrogen Generators - EN - 950284 - A4-RedDocument8 pagesOMEGA AIR - N-GEN - Nitrogen Generators - EN - 950284 - A4-RedabsahkahNo ratings yet
- Integrated Gasification Combined CycleDocument10 pagesIntegrated Gasification Combined CyclemicmechNo ratings yet
- Side Stripper & Pump AroundDocument6 pagesSide Stripper & Pump AroundpeymanNo ratings yet
- Designing of Urea Plant: Nitish Bir Chetan Mahajan Roshan KudariDocument26 pagesDesigning of Urea Plant: Nitish Bir Chetan Mahajan Roshan KudarinitishNo ratings yet
- GasTec PSA N2 Gen Systems PresentationDocument12 pagesGasTec PSA N2 Gen Systems Presentationdj22500No ratings yet
- 1988 Ifa Edmonton Chinal-1Document19 pages1988 Ifa Edmonton Chinal-1MarcoDulongJaraNo ratings yet
- Steady State Analysis of A Falling Film PDFDocument10 pagesSteady State Analysis of A Falling Film PDFtreyzzztylerNo ratings yet
- BASF N2O - and - DeNOX - TechnoteDocument12 pagesBASF N2O - and - DeNOX - Technotejesus523100% (1)
- Installation of Ammonia Pre-HeaterDocument24 pagesInstallation of Ammonia Pre-HeaterSAJIDSATTARNo ratings yet
- Lozza - Full Paper PDFDocument8 pagesLozza - Full Paper PDFMakhdum Muhardiana PutraNo ratings yet
- Process Gas Cooling Systems For Nitric Acid Nitric Acid Production Takes Place inDocument12 pagesProcess Gas Cooling Systems For Nitric Acid Nitric Acid Production Takes Place inandreyKNo ratings yet
- Pet RocheDocument2 pagesPet RochejuniorNo ratings yet
- Neuman & Esser: CO - CompressorsDocument6 pagesNeuman & Esser: CO - CompressorsHariri Dwi KusumaNo ratings yet
- 2001 03 Refrigeration - New Developments in Industrial Refrigeration - PearsonDocument5 pages2001 03 Refrigeration - New Developments in Industrial Refrigeration - PearsonmeomeportabNo ratings yet
- A Complete Range of Solutions For Sulfur Recovery: Christian STREICHER, ProsernatDocument28 pagesA Complete Range of Solutions For Sulfur Recovery: Christian STREICHER, ProsernatpratikkapseNo ratings yet
- 10.1351 Pac199264050671Document6 pages10.1351 Pac199264050671taihotme123No ratings yet
- Revomax: Largest Selling Little Star of ThermaxDocument34 pagesRevomax: Largest Selling Little Star of ThermaxDuggineni RamakrishnaNo ratings yet
- Nitric PrillsDocument25 pagesNitric Prillskoolarora04No ratings yet
- Steam Supply Dong Duong Co.Document36 pagesSteam Supply Dong Duong Co.quang10No ratings yet
- US3199950Document9 pagesUS3199950Ahmed ShaalanNo ratings yet
- Topsoe Wet Gas Sulphuric Acid (WSA) TechnologyDocument8 pagesTopsoe Wet Gas Sulphuric Acid (WSA) Technologytsaleh100% (1)
- Ammonia: Lecture: 6 Ammonia Dr. N. K. PatelDocument10 pagesAmmonia: Lecture: 6 Ammonia Dr. N. K. PatelKrishna YeoleNo ratings yet
- Urea Toyo ACES21 - BrochureDocument8 pagesUrea Toyo ACES21 - BrochureSanti SevenfoldNo ratings yet
- Nitric Acid Plants NA1000Document7 pagesNitric Acid Plants NA1000AbhijitNo ratings yet
- 5B2. Nox Reduction Technology: Environmental Protection Technologies (Flue Gas Treatment and Gas Cleaning Technologies)Document2 pages5B2. Nox Reduction Technology: Environmental Protection Technologies (Flue Gas Treatment and Gas Cleaning Technologies)Hussein AlyahriNo ratings yet
- Air Products Pressure Swing Adsorption 2014Document9 pagesAir Products Pressure Swing Adsorption 2014Михаил ПолковниковNo ratings yet
- The Development of The Modern Ammonia Oxidation ProcessesDocument7 pagesThe Development of The Modern Ammonia Oxidation ProcessesaccofaceNo ratings yet
- The Process IGSDocument8 pagesThe Process IGSFaiz Ziafumi Kura'No ratings yet
- Catalytic Activated Ceramic Dust Filter For Removal of Dust NOx Dioxin and VOCs 2006Document5 pagesCatalytic Activated Ceramic Dust Filter For Removal of Dust NOx Dioxin and VOCs 2006Joseph RileyNo ratings yet
- EnotecDocument8 pagesEnotecarafatNo ratings yet
- 02.understanding Process Equipment For Operators & Engineers-35Document5 pages02.understanding Process Equipment For Operators & Engineers-35rahulNo ratings yet
- Moderate Pressure ProcessDocument4 pagesModerate Pressure Processkishna009No ratings yet
- 24th Annual International Pittsburgh Coal 2007 WixDocument10 pages24th Annual International Pittsburgh Coal 2007 WixAmauche OgeNo ratings yet
- Urea Process TechnologyDocument31 pagesUrea Process TechnologyMK GandhiNo ratings yet
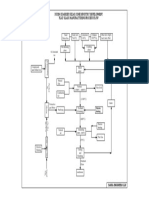
- Flat Glass Manufacturing Process FlowDocument1 pageFlat Glass Manufacturing Process FlowVivek RanganathanNo ratings yet
- Asf Weatherly Ammonium-Nitrate 2022marDocument2 pagesAsf Weatherly Ammonium-Nitrate 2022marexergy 33No ratings yet
- CarboTech CMS Bulletin 41 PSA Test Plant 20110127Document2 pagesCarboTech CMS Bulletin 41 PSA Test Plant 20110127Enrico CallegariNo ratings yet
- Hydrogen Generation For Modern Refineries 2009Document7 pagesHydrogen Generation For Modern Refineries 2009Raudah RahimiNo ratings yet
- Nitric Acid: Lecture By: Engr. Mina ArshadDocument27 pagesNitric Acid: Lecture By: Engr. Mina ArshadDanish BaigNo ratings yet
- To YoDocument3 pagesTo YoNehal RizkNo ratings yet
- W VishDocument52 pagesW VishVikram Kumar VishNo ratings yet
- Precalciner Systems Cement IndustryDocument22 pagesPrecalciner Systems Cement IndustryfaheemqcNo ratings yet
- Revised Presentation On Oxygen PlantDocument39 pagesRevised Presentation On Oxygen Plantrajib ranjan panda100% (1)
- Production of Nitric Acid PDFDocument20 pagesProduction of Nitric Acid PDFPanji Aji Wibowo100% (5)
- Hetland Lynum Santen GarveriDocument16 pagesHetland Lynum Santen GarveriMarco Bruto HorseshoeNo ratings yet
- Gas Processing UnitsDocument5 pagesGas Processing UnitsBashirNo ratings yet
- Heat Recovery Solves Carbon Capture IssuesDocument5 pagesHeat Recovery Solves Carbon Capture IssuesDeepika UmlaniNo ratings yet
- Acasestudyon Process Condensate Stripperin Ammonia PlantDocument8 pagesAcasestudyon Process Condensate Stripperin Ammonia Plantdeepak ojhaNo ratings yet
- Pro Therm 2017Document11 pagesPro Therm 2017jorge moraNo ratings yet
- Pollution Acid Plants: NitricDocument7 pagesPollution Acid Plants: NitricduongchitrungNo ratings yet
- First Upstream Projects-Epc PlanDocument13 pagesFirst Upstream Projects-Epc PlanRccg DestinySanctuaryNo ratings yet
- Boost Steam-System Efficiency by Improving Condensate RecoveryDocument9 pagesBoost Steam-System Efficiency by Improving Condensate RecoveryBramJanssen76No ratings yet
- Gas-Engines and Producer-Gas Plants A Practice Treatise Setting Forth the Principles of Gas-Engines and Producer Design, the Selection and Installation of an Engine, Conditions of Perfect Operation, Producer-Gas Engines and Their Possibilities, the Care of Gas-Engines and Producer-Gas Plants, with a Chapter on Volatile Hydrocarbon and Oil EnginesFrom EverandGas-Engines and Producer-Gas Plants A Practice Treatise Setting Forth the Principles of Gas-Engines and Producer Design, the Selection and Installation of an Engine, Conditions of Perfect Operation, Producer-Gas Engines and Their Possibilities, the Care of Gas-Engines and Producer-Gas Plants, with a Chapter on Volatile Hydrocarbon and Oil EnginesNo ratings yet
- Description of the Process of Manufacturing Coal Gas: For the Lighting of Streets Houses, and Public BuildingsFrom EverandDescription of the Process of Manufacturing Coal Gas: For the Lighting of Streets Houses, and Public BuildingsNo ratings yet
- Gössling Et Al. - 2012 - Consumer Behaviour and Demand Response of Tourists To Climate Change - Annals of Tourism ResearchDocument23 pagesGössling Et Al. - 2012 - Consumer Behaviour and Demand Response of Tourists To Climate Change - Annals of Tourism ResearchMarv KHNo ratings yet
- Group 3 Activity 3Document10 pagesGroup 3 Activity 3Kimberly Jane MitraNo ratings yet
- Colonies of Iron-Loving Bacteria Are Eating Up The Most Famous Shipwreck in The World. But The News Isn't All BadDocument4 pagesColonies of Iron-Loving Bacteria Are Eating Up The Most Famous Shipwreck in The World. But The News Isn't All BadPhong NguyễnNo ratings yet
- 8 Quiz WorksheetDocument7 pages8 Quiz WorksheetOğuzhan OlgunNo ratings yet
- Coagulacion FloculacionDocument538 pagesCoagulacion FloculacionGUido JUarezNo ratings yet
- Regulation Fuel-Chemical Storage Tank InstallationDocument2 pagesRegulation Fuel-Chemical Storage Tank InstallationArun HarshanNo ratings yet
- Quality Council of India: NabcbDocument4 pagesQuality Council of India: NabcbarunvparamNo ratings yet
- Correspondentie World Economic Forum1Document22 pagesCorrespondentie World Economic Forum1lights18463No ratings yet
- Federal Lawsuit Seeks To Stop Colorado Grey Wolf ReintroductionDocument20 pagesFederal Lawsuit Seeks To Stop Colorado Grey Wolf ReintroductionAaron AdelsonNo ratings yet
- Fda 10008Document5 pagesFda 10008Ugodilinwa Nnaemeka La SonNo ratings yet
- Flat Plate Solar CollectorDocument8 pagesFlat Plate Solar Collectorحسن كميت hassankomeit l100% (1)
- Role of The Government Adresing The Charcoal MakingDocument2 pagesRole of The Government Adresing The Charcoal Makingremi.No ratings yet
- Guiding Principles of Engineering For Sustainable DevelopmentDocument28 pagesGuiding Principles of Engineering For Sustainable DevelopmentCornelious MulwaNo ratings yet
- Revision Lecture 7 PDFDocument130 pagesRevision Lecture 7 PDFiit powaiNo ratings yet
- Notes - 6 Principles of Sustainable DesignDocument5 pagesNotes - 6 Principles of Sustainable Designdenmar balbona100% (1)
- Net Zero Energy Building Movement in India - An Overview: September 2016Document5 pagesNet Zero Energy Building Movement in India - An Overview: September 2016Bharath ChandraNo ratings yet
- Unit 3 - Fundamental Principles of Environmental LawDocument13 pagesUnit 3 - Fundamental Principles of Environmental LawTiffany NkhomaNo ratings yet
- AaditDocument12 pagesAaditaadit thakralNo ratings yet
- Research ProposalDocument21 pagesResearch ProposalAmeer FedillagaNo ratings yet
- Subject: "My Ideas On Development of My Village": A Project Report ON EconomicsDocument6 pagesSubject: "My Ideas On Development of My Village": A Project Report ON EconomicsBiswajit SarkarNo ratings yet
- Sustainable Development GoalsDocument3 pagesSustainable Development GoalsRocelle AlcaparazNo ratings yet
- SDG 13 - Tamil NaduDocument10 pagesSDG 13 - Tamil NaduNandhinibala PalanisamyNo ratings yet
- 6a - EX - Answers - Calculating Emissions (Updated)Document10 pages6a - EX - Answers - Calculating Emissions (Updated)Adnan KhanNo ratings yet
- Indian Cement Industry On Path of Environment Sustainability Through Innovation and Resource OptimizationDocument10 pagesIndian Cement Industry On Path of Environment Sustainability Through Innovation and Resource OptimizationVeena PasumarthyNo ratings yet
- Population Ecology: First PrinciplesDocument3 pagesPopulation Ecology: First PrinciplesdfNo ratings yet
- Self-Cleaning of Street by Sewage Treated Water Using Street StudDocument4 pagesSelf-Cleaning of Street by Sewage Treated Water Using Street StudPrajyot SapkalNo ratings yet
- Cbi 01 Be PPT1Document11 pagesCbi 01 Be PPT1rishi raj modiNo ratings yet
- Cp/Bbw/Cr5 Total Questions: 20: Statement AssumptionDocument3 pagesCp/Bbw/Cr5 Total Questions: 20: Statement AssumptionAmisha SinhaNo ratings yet
- Drainage DesignDocument15 pagesDrainage DesignMarie PeneyraNo ratings yet