Download as xlsx, pdf, or txt
You might also like
- Sociological Analysis For The Joy Luck ClubDocument5 pagesSociological Analysis For The Joy Luck ClubNathan Doesitmatter100% (2)
- Informatica FunctionsDocument46 pagesInformatica FunctionsManoj Krishna100% (1)
- Surface Finish Found 5.68ra Against Spe. 3.2ra On Ø60.0-0.3/-0.2mm ODDocument7 pagesSurface Finish Found 5.68ra Against Spe. 3.2ra On Ø60.0-0.3/-0.2mm ODBALACHANDAR SNo ratings yet
- Supplier War Room UpdatesDocument37 pagesSupplier War Room UpdatesMUNENDRA SHAKYANo ratings yet
- Sr. No. Metric Goal Data Source Base Line: TallbrosDocument3 pagesSr. No. Metric Goal Data Source Base Line: TallbrosVikas KashyapNo ratings yet
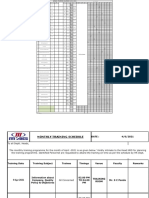
- Traing Clender - 2021-22 (Revised)Document12 pagesTraing Clender - 2021-22 (Revised)Ravi YadavNo ratings yet
- Past Defect History 2021Document10 pagesPast Defect History 2021RahulNo ratings yet
- Control Plan For Lighting ProductDocument6 pagesControl Plan For Lighting ProductpapplionNo ratings yet
- Apqp Matrix-Pin Post Side HingeDocument2 pagesApqp Matrix-Pin Post Side Hingeabhishek100% (1)
- System Audit Check SheetDocument8 pagesSystem Audit Check SheetFINAL QUALITYNo ratings yet
- Chintamani Metal Udhoy Pvt. Ltd. 4M Change BoardDocument6 pagesChintamani Metal Udhoy Pvt. Ltd. 4M Change Boardcmu qmsNo ratings yet
- Meenakshi Molding Private Limited Process FMEA: Form No - FM/7.1/01/09Document4 pagesMeenakshi Molding Private Limited Process FMEA: Form No - FM/7.1/01/09ilaya rajaNo ratings yet
- Quality Month Nov.22Document11 pagesQuality Month Nov.22Quality Sanand Jairaj GroupNo ratings yet
- 23.sop - HRDDocument4 pages23.sop - HRDrishi gautamNo ratings yet
- Process Wise Level Wise Skill Req. For Opr.Document1 pageProcess Wise Level Wise Skill Req. For Opr.Prakash kumarTripathiNo ratings yet
- Blank Turtle DiagramDocument1 pageBlank Turtle DiagramnormalNo ratings yet
- Efwe 2 e 4 GF 1 W 3Document1 pageEfwe 2 e 4 GF 1 W 3BALACHANDAR SNo ratings yet
- In House PPM MonitoringDocument2 pagesIn House PPM MonitoringSrinath NavadaNo ratings yet
- Responsibility and Authority - QMSDocument47 pagesResponsibility and Authority - QMSDisha Shah50% (2)
- IPV AQEMM 01 11 Turtle Diagram ProductionDocument4 pagesIPV AQEMM 01 11 Turtle Diagram ProductionNurul NatashaNo ratings yet
- Bgl-Fm-Qa - Red Bin Analysis RuleDocument1 pageBgl-Fm-Qa - Red Bin Analysis RuleMohit SinghNo ratings yet
- FINETURN Feasibility FormatDocument1 pageFINETURN Feasibility FormatAyush NarangNo ratings yet
- 4 M Change LatestDocument8 pages4 M Change LatestVikas KashyapNo ratings yet
- Format No - Qf-As-02 - Daily Production Log BookDocument2 pagesFormat No - Qf-As-02 - Daily Production Log BookDisha ShahNo ratings yet
- Q411 - 8D ReportDocument13 pagesQ411 - 8D ReportAnandha VasanNo ratings yet
- Form30TM Advanced Product Quality Planning-APQPDocument1 pageForm30TM Advanced Product Quality Planning-APQPShinichi SuzukiNo ratings yet
- Equipment People: The ISO 9001:2015 Implementation Handbook": Turtle DiagramDocument3 pagesEquipment People: The ISO 9001:2015 Implementation Handbook": Turtle DiagramTatiana Rilo0% (1)
- PFMEA Review - MOM FormatDocument2 pagesPFMEA Review - MOM FormatMASU BRAKE PADS QANo ratings yet
- VERIFICATION / CHECK POINTS (Implementation of Countermeasures in Process & Documentation With Date)Document1 pageVERIFICATION / CHECK POINTS (Implementation of Countermeasures in Process & Documentation With Date)amritanshuNo ratings yet
- Effective Problem SolvingDocument1 pageEffective Problem Solvingmuthuswamy77No ratings yet
- Anand Kumar ResumeDocument3 pagesAnand Kumar ResumeArun ShishodiaNo ratings yet
- 8D & 7QC ToolsDocument117 pages8D & 7QC ToolsAshok Kumar100% (1)
- QMS Doc Req.01Document10 pagesQMS Doc Req.01AliNo ratings yet
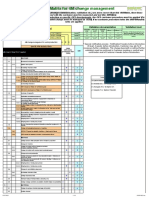
- 4M Change ManagementDocument2 pages4M Change ManagementDamodaran RajanayagamNo ratings yet
- PFD and Pqcs of Can Rear BreakDocument16 pagesPFD and Pqcs of Can Rear BreakVikas KashyapNo ratings yet
- QMS Cross Audit 18Document4 pagesQMS Cross Audit 18rajesh sharmaNo ratings yet
- Ilu Skill ChartDocument5 pagesIlu Skill ChartNavindran SubramaniamNo ratings yet
- Packaging STDDocument1 pagePackaging STDRohtash fastnerNo ratings yet
- 4M Change Monitoring SheetDocument1 page4M Change Monitoring SheetDinesh KumarNo ratings yet
- Butterworth Feedmill SDN BHD: Toolbox Meeting RecordsDocument1 pageButterworth Feedmill SDN BHD: Toolbox Meeting RecordsNurul NatashaNo ratings yet
- Non Conformity Report: Part Name:-Clamp Bolt Model: M4 Clamp Bolt Supplier:-Paradise Indus. Customer: PICLDocument1 pageNon Conformity Report: Part Name:-Clamp Bolt Model: M4 Clamp Bolt Supplier:-Paradise Indus. Customer: PICLAyush Narang100% (1)
- ISO 9001:2008 ISO/TS 16949:2009 Added Requirement: 0.5 Goal of This Technical SpecificationDocument36 pagesISO 9001:2008 ISO/TS 16949:2009 Added Requirement: 0.5 Goal of This Technical Specificationsupady5751No ratings yet
- 7.2.3 A List of Internal Auditors QMSDocument2 pages7.2.3 A List of Internal Auditors QMSPrakash kumarTripathiNo ratings yet
- Collar Nut Defect MatrixDocument2 pagesCollar Nut Defect MatrixRohtash fastnerNo ratings yet
- Cii Erode: 1S PresentationDocument19 pagesCii Erode: 1S PresentationsathyabalaramanNo ratings yet
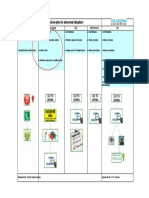
- Standard Reaction Plan To Abnormal Situation: Restart ProcessDocument1 pageStandard Reaction Plan To Abnormal Situation: Restart ProcessDeepak kumarNo ratings yet
- PFMEA AIAG VDA Filled Example Foundry PDFDocument1 pagePFMEA AIAG VDA Filled Example Foundry PDFRamdas PaithankarNo ratings yet
- F-PD-11 Tool Development Plan (Micro Plan)Document3 pagesF-PD-11 Tool Development Plan (Micro Plan)Trivesh SharmaNo ratings yet
- Department Name: Production Department Name: Production: Material ResourcesDocument21 pagesDepartment Name: Production Department Name: Production: Material ResourcesLesly LesNo ratings yet
- DS-04-01 R0 Competency Requirements of Internal AuditorsDocument2 pagesDS-04-01 R0 Competency Requirements of Internal AuditorsDhinakaranNo ratings yet
- Quality Improvement Activity - June2018 - May 2019Document1 pageQuality Improvement Activity - June2018 - May 2019KumaravelNo ratings yet
- Bolded Text Indicates New To ISO 9001:2015 and IATF 16949:2016Document21 pagesBolded Text Indicates New To ISO 9001:2015 and IATF 16949:2016Ankur Dhir100% (1)
- QP - NPD - 07 Procedure For Change ManagementDocument3 pagesQP - NPD - 07 Procedure For Change ManagementMASU BRAKE PADS QANo ratings yet
- Grafica XRDocument1 pageGrafica XRAlfonso CruzNo ratings yet
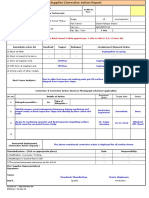
- 4M Change Intimation Sheet Abnormal SituationDocument1 page4M Change Intimation Sheet Abnormal SituationDhananjay Patil100% (1)
- 5 Why WeldingRobot ToyotaDocument1 page5 Why WeldingRobot ToyotaMickloSoberanNo ratings yet
- Pfmea ExampleDocument5 pagesPfmea Exampleesivaks2000No ratings yet
- Statistical Process Control Core ToolsDocument11 pagesStatistical Process Control Core ToolsKarthi ThiyagarajanNo ratings yet
- Change Details Planed/Un Planned/Ab Normality Corrective Action (As Per 5M Rules) Machine No. & Name Part No. & Part NameDocument2 pagesChange Details Planed/Un Planned/Ab Normality Corrective Action (As Per 5M Rules) Machine No. & Name Part No. & Part NamePk NimiwalNo ratings yet
- IATF 16949 2016 Clause 4 Intrested Party Needs & Expectation FormatDocument2 pagesIATF 16949 2016 Clause 4 Intrested Party Needs & Expectation FormatMahesh JadhavNo ratings yet
- DWM, Chand Ram, PKTDocument13 pagesDWM, Chand Ram, PKTPrakash kumarTripathiNo ratings yet
- Weight-Volume Relationships, Plasticity, and Structure of SoilDocument30 pagesWeight-Volume Relationships, Plasticity, and Structure of SoilHanafiahHamzahNo ratings yet
- Module 1 Study Notebook ABRIOL JOEY O.Document5 pagesModule 1 Study Notebook ABRIOL JOEY O.RhoseNo ratings yet
- HP Smart Update Firmware DVD 9.20 What's New and Release NotesDocument13 pagesHP Smart Update Firmware DVD 9.20 What's New and Release NotesDavid SaralidzeNo ratings yet
- Increasing Awareness of Future Teachers About Health, Health Preservation and Health Saving Technologies of Preschool ChildrenDocument4 pagesIncreasing Awareness of Future Teachers About Health, Health Preservation and Health Saving Technologies of Preschool ChildrenResearch ParkNo ratings yet
- NFCDocument12 pagesNFCDUDIMETLA SRIKANTHNo ratings yet
- Poster DAL 2016 Fin 4Document1 pagePoster DAL 2016 Fin 4Peter KolibaNo ratings yet
- Switch POE 16 Porturi - Dahua PFS4218-16ET-240-wDocument1 pageSwitch POE 16 Porturi - Dahua PFS4218-16ET-240-wVasiliuNo ratings yet
- Ohes4411 - 4Document42 pagesOhes4411 - 4Emre ParlakNo ratings yet
- Literature Review Ending Violence Against Women and GirlsDocument93 pagesLiterature Review Ending Violence Against Women and GirlsKyteNo ratings yet
- Design and Construction of Diaphragm Walls Embedded in Rock For A Metro ProjectDocument27 pagesDesign and Construction of Diaphragm Walls Embedded in Rock For A Metro ProjectCEG BangladeshNo ratings yet
- Characteristics of A ProfessionDocument1 pageCharacteristics of A ProfessionHenry BuemioNo ratings yet
- Tabel Usia Teknis Peralatan MedisDocument12 pagesTabel Usia Teknis Peralatan MedisAditya PuteraNo ratings yet
- Handouts Onco Prof. RojasDocument5 pagesHandouts Onco Prof. RojasChallen CulturaNo ratings yet
- Flogocid Cream - Google SearchDocument1 pageFlogocid Cream - Google SearchAyesha SohailNo ratings yet
- AsiDocument30 pagesAsikholifahnwNo ratings yet
- RCC 100 Important Questions 39Document33 pagesRCC 100 Important Questions 39Engr Mehdi BugtiNo ratings yet
- Bismuth in Organometal Halide PerovskitesDocument34 pagesBismuth in Organometal Halide PerovskitesFernando HeelerNo ratings yet
- Data AlatDocument29 pagesData AlatRefi Opti faniNo ratings yet
- Up A Pad A 1Document6 pagesUp A Pad A 1Ramesh MenonNo ratings yet
- GVC To IVC To SVC (Ganges Valley Civilization To Indus Valley Civilization To Sarasvati Valley Civilization) PDFDocument28 pagesGVC To IVC To SVC (Ganges Valley Civilization To Indus Valley Civilization To Sarasvati Valley Civilization) PDFanjanaNo ratings yet
- Meeting 7 Unsupervised LearnignDocument95 pagesMeeting 7 Unsupervised LearnignAntonio VictoryNo ratings yet
- A Movie CriticDocument12 pagesA Movie CriticEnge Perez Hong100% (1)
- Ben MunteanDocument3 pagesBen MunteanBen MunteanNo ratings yet
- Fall 2023 MATH 39100 Final Exam ReviewDocument3 pagesFall 2023 MATH 39100 Final Exam ReviewSimranjit SinghNo ratings yet
- Cambridge International Examinations: Information Technology 9626/11 May/June 2017Document9 pagesCambridge International Examinations: Information Technology 9626/11 May/June 2017uma9sathiyakailashNo ratings yet
- Scadapack 4203 PDFDocument7 pagesScadapack 4203 PDFFelix VelasquezNo ratings yet
- Radio Host/Teacher: GreetingsDocument4 pagesRadio Host/Teacher: GreetingsAlleigh Krizylle GetuabanNo ratings yet
- Strain Index Scoring Sheet: Date: Task: Company: Supervisor: Dept: EvaluatorDocument1 pageStrain Index Scoring Sheet: Date: Task: Company: Supervisor: Dept: EvaluatorAngeline Henao BohorquezNo ratings yet